



02:58
Citizen Machinery UK has supplied six sliding-head CNC lathes to turned parts subcontractor Swissmatic near Glasgow. Ian Corbally, son of the company’s founder Jim, says it is principally because the Japanese-built, bar-fed, turn-milling centres have many outstanding attributes, in particular their reliable productivity.

Trouble-free lights-out machining largely depends on Citizen Machinery’s low-frequency vibration (LFV) chip-breaking functionality, which is especially effective when machining malleable materials. Built into the Mitsubishi control’s operating system, LFV breaks what would otherwise be stringy swarf into short, manageable chips without lengthening run times by inserting macros into cutting cycles. It prevents damage to the workpiece and/or tooling and avoids the need for an operator to be in attendance to clear accumulated swarf from the working area.
Less familiar are Citizen Machinery’s environmentally friendly technologies, Eco II and EcoBalance. Since the mid-2010s, one of the most significant changes in manufacturing has been the inexorable move towards reducing the power consumption of machine tools.
Mr Corbally is adamant that energy efficiency is ‘100%’ at the forefront of Swissmatic’s purchasing decisions and has been for many years. It is factored into the total cost of ownership for each item of capital plant and strongly influences purchasing decisions. Notably, in October 2023, the subcontractor installed 319 solar panels on the factory roof, which have reduced the power drawn from the grid by about a quarter.
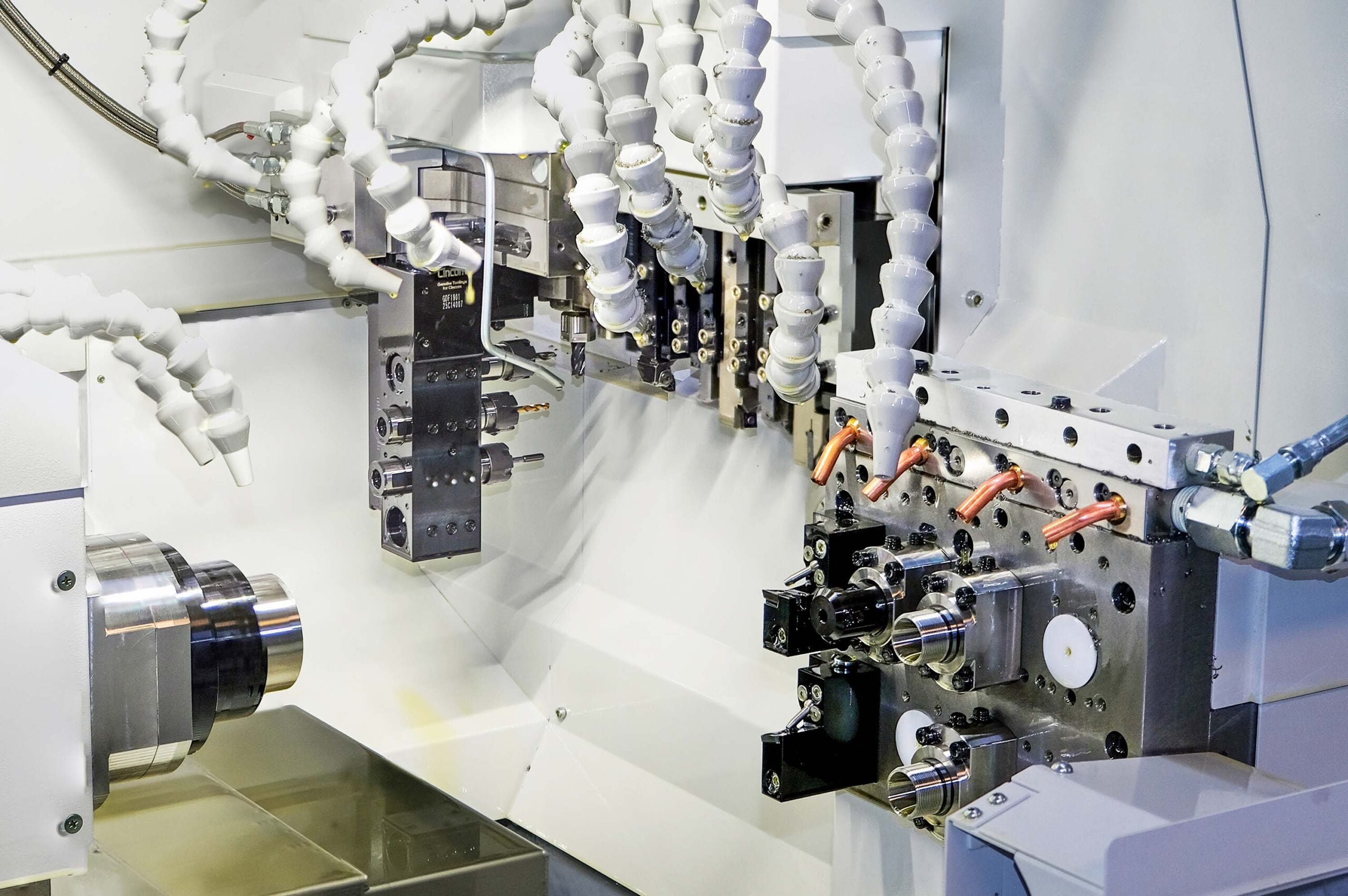
The latest Citizen Cincom sliding-head lathe to arrive on the shop floor in Wishaw was a Series 2 L32-XII B5 LFV with a B-axis swivelling tool carrier. It was the first of its type to be installed in the UK and one of only a few that currently sport the newly-upgraded 4-axis LFV capability. Operating in X and Z at both spindles simultaneously, it removes the need to compromise by switching the function in and out via G-code at a single spindle.
Replacing a less advanced, 32mm-capacity sliding-head lathe, the 9-axis CNC machine features +90/-45 degree B-axis rotation of a driven tool post positioned at the far end of the front gang tooling, enabling full 5-axis simultaneous machining. For maximum versatility, the rotary tools can work on either C-axis spindle to produce angled features. The lathe is also capable of superimposed machining, which uses a master-slave relationship between the linear feeds of the sub spindle and the tool carriers to reduce cycle times by allowing more than one tool to be in cut at the same time.
Before this machine was installed, the previous two Cincoms purchased by Swissmatic were M-series lathes with gang tool posts and a rotary turret with 10 driven tool positions. This feature is not found on any other make of sliding-head lathe in the Wishaw factory, making Citizen the preferred supplier of such machines for more complex production applications. An M32-VIII LFV was delivered in mid-2022, and a smaller M16-VIII LFV arrived at the end of 2023.
Two years earlier, a pair of Cincom L12-VII LFVs with 12mm bar capacity was acquired to fulfil a contract for the production of medical components from plastic bar, a material that accounts for about a quarter of Swissmatic’s annual throughput. The lathes were the first on-site LFVs and proved highly effective for producing parts 24/7 unattended, without the formation of birds-nests of plastic swarf that could risk stopping production. Other materials processed in the Wishaw factory that routinely benefit from LFV chip-breaking include 304 stainless steel, aluminium and a small amount of copper.
Summing up the benefits of using Cincom lathes, Mr Corbally commented: “We have been using Citizen’s sliding-head turning machines since 1981, one year after my father started the business. They began replacing cam-type lathes and rotary transfer machines, which were finally phased out here 17 years ago. Jim had used this brand of lathe in a previous job, and we have installed 22 of them over the years. However, under our policy of continuous plant renewal, there are currently six on the shop floor, all but one with LFV.”

“We manufacture components ranging from one-off prototypes to production runs of more than two million, and the versatility of the Cincoms suits this activity perfectly. The lathes operate minimally attended or lights-out, 24 hours a day, seven days a week, yet scrap rate is vanishingly low at less than a quarter of 1%, despite having to hold tolerances down to four microns total.
“The low power consumption is also important for keeping electricity bills down, and Citizen has taken this to the next level with the latest eco-features built into its lathes.”
Eco II is Citizen Machinery’s proprietary suite of intelligent energy-saving technologies, integrated into its Cincom lathes and its Miyano fixed-head turning centres. Acting as an environmental management dashboard and utility regulator, the embedded software is integrated into the Mitsubishi control and automatically reduces the consumption of electrical power and compressed air when the machine is idling, rather than allowing the servo motors to remain continuously powered up.
The software monitors the lathe’s operating status in real time. If a standby state with no programmed movement is detected, power to the servos is cut automatically, and auxiliary systems are put to sleep, with both waking up instantly when a cycle resumes. In respect of compressed air consumption, one of the most expensive utilities on a factory floor, Eco II tackles waste in two ways.
First, because a continuous blast of full-pressure air is not always needed, the machine uses a smart pulsed air delivery system that operates in targeted intervals, maintaining full effectiveness for part ejection, collet or tool taper cleaning, parts catching and other functions, while reducing compressed air consumption by up to 60%.
Second, the machine’s internal air purge system is automatically shut down after a preset time whenever the lathe falls into standby mode. Additionally, the base level pneumatic demand has been reduced from 0.5 MPa to 0.4 MPa, yielding a reduction in general factory air consumption of up to 20%, without sacrificing actuation power.













