Control de procesos en la industria metalmecánica: cómo reducir la variabilidad y optimizar el rendimiento del primer paso
En la industria metalmecánica, la variabilidad en la producción es un reto para la competitividad de muchos fabricantes, ya que puede generar piezas no conformes y derivar en reprocesos que encarecen los costes de producción y penalizan los tiempos de entrega. Esto, en un entorno de márgenes cada vez más ajustados y mayores exigencias de trazabilidad, se convierte en una clara desventaja.
Para reducir la variabilidad y optimizar el rendimiento del primer paso (FPY), la clave ya no reside en controlar el postproceso, sino también el propio proceso (y en tiempo real). Abordar la variabilidad en origen permite ajustar parámetros de mecanizado, compensar desviaciones de forma automática y prevenir errores antes de que se materialicen en componentes defectuosos, incidiendo positivamente en la productividad, en el coste por pieza y en la huella de carbono asociada a cada componente fabricado, al reducir la tasa de rechazo y el desperdicio de material.
La pirámide del proceso productivo
La pirámide del proceso productivo (Productive Process Pyramid™) es un marco creado por Renishaw, empresa especializada en sistemas de fabricación inteligente, medición y fabricación aditiva, para mostrar cómo pueden utilizarse los niveles de control para eliminar sistemáticamente la variación en los procesos de mecanizado. Esta pirámide está conformada por cuatro niveles: la base del proceso, la preparación del proceso, el control en proceso y el control postproceso.
| Nivel de control | Tipo de control | Utilidad | |
| 1 | Base del proceso | Preventivo | Verificar y calibrar el estado de la máquina-herramienta. |
| 2 | Preparación del proceso | Predictivo | Validar el reglaje de las herramientas y la alineación y configuración inicial de las piezas. Automatizar este nivel evita una fuente recurrente de errores de conformidad. |
| 3 | Control en proceso | Activo | Verificar dimensiones críticas, compensar desviaciones y mantener el proceso bajo control, sin paradas imprevistas. |
| 4 | Control postproceso | Informativo | Verificar el proceso y la pieza acabada, además de registrar la ruta (trazabilidad). |
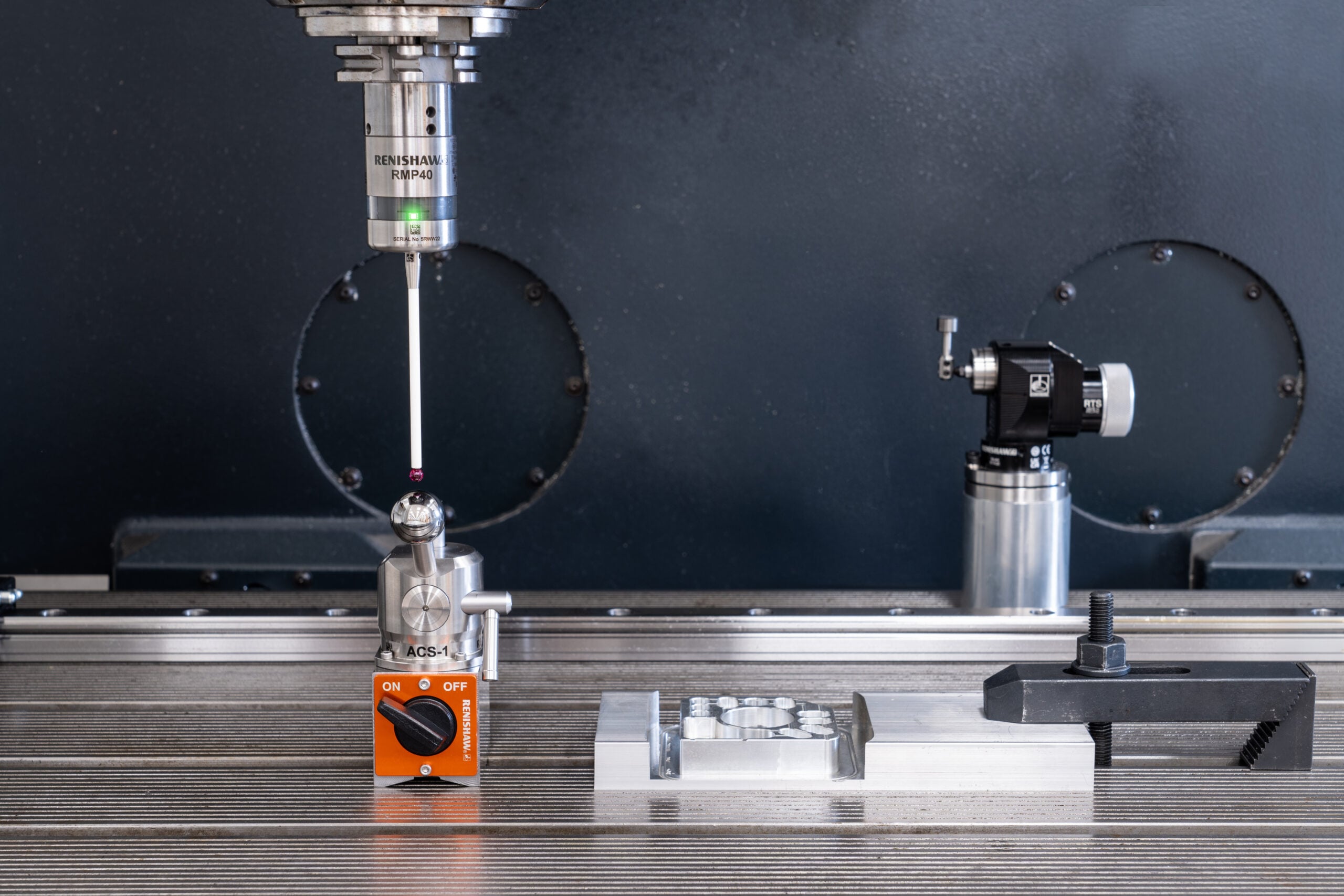
Como muestra la pirámide, la integración de sistemas de medición en la propia máquina-herramienta permite pasar de un control del proceso meramente informativo a un control activo. Este enfoque permite fabricar piezas correctas desde el primer momento, reducir los tiempos de preparación y aumentar significativamente el tiempo efectivo de mecanizado.
Además, la automatización del control de procesos no solo mejora la eficiencia, sino que facilita la fabricación desatendida y la ampliación de los periodos de producción “sin luces”. Al mismo tiempo, la recogida automática de datos garantiza una trazabilidad completa del proceso (por ejemplo, para calcular la huella de carbono asociada), un requisito cada vez más demandado por clientes y normativas.
En la industria metalmecánica actual, el control de procesos ya no puede ser un elemento aislado ni reactivo. Integrar la medición y la metrología en el corazón del proceso productivo permite transformar la fabricación en un sistema más estable, automatizado y predecible. El resultado es mayor productividad, piezas con la calidad requerida y un menor impacto ambiental, es decir, mayor competitividad.