
A new process for high precision deburring of gear teeth has been introduced by Horn Cutting Tools, Ringwood. Although deburring can be carried out relatively easily with brushes and discs, such processes leave undefined chamfers at the tooth edges. These days higher levels of precision and quality are often demanded.
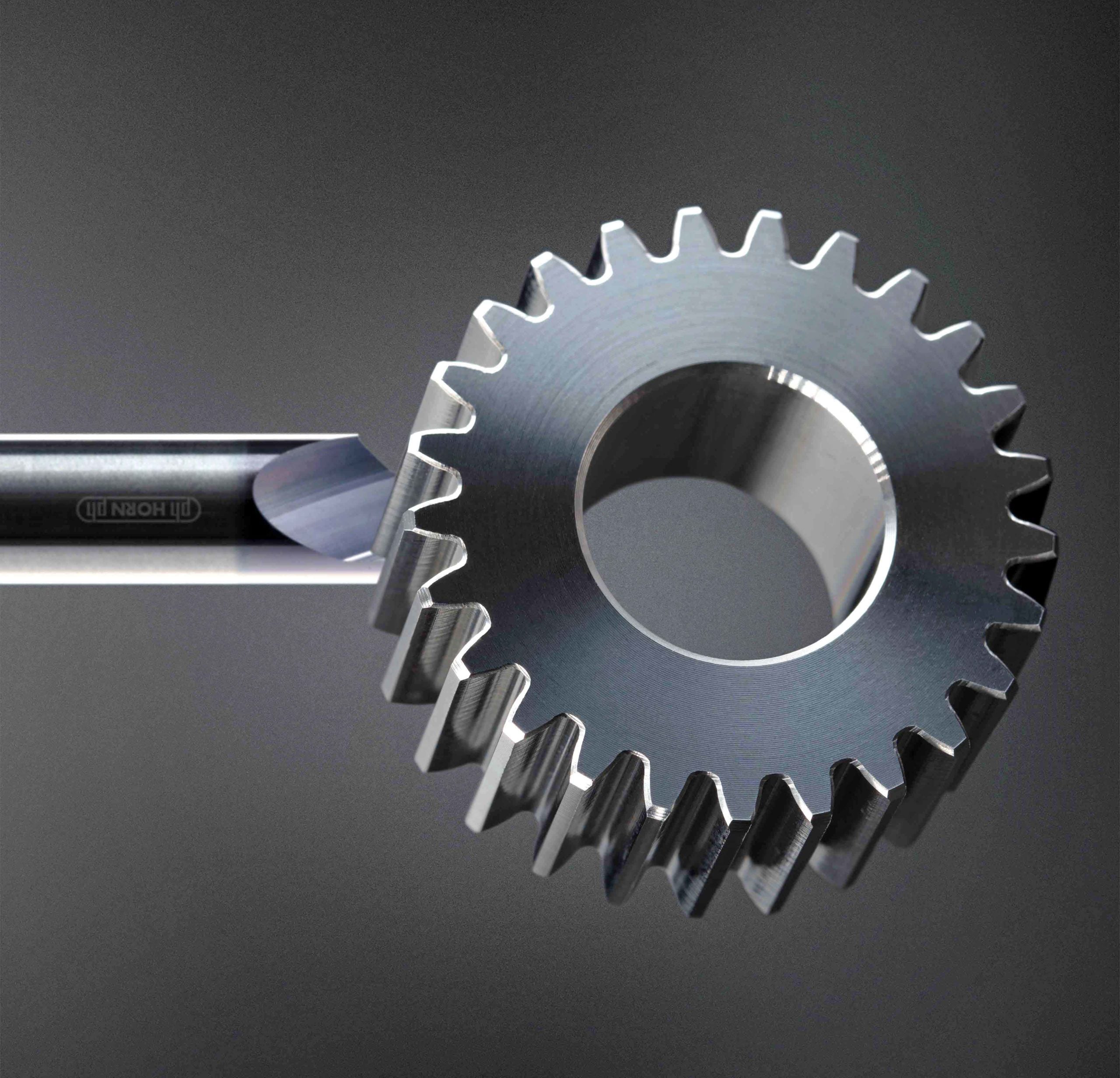
So the German parent company, Paul Horn GmbH, has developed a production technology to enable milling of defined chamfers. It is capable, for example, of creating a 45-degree chamfer on both sides of a module 1 gear with 25 teeth in less than five seconds.
The process requires a turn-mill centre with synchronised axes but no special workholding equipment. The solid carbide mill is clamped in a standard collet, or in a shrink-fit or hydraulic chuck. Tool costs are low and the investment quickly pays for itself due to the rapid machining times. Defined chamfering is particularly suitable when machining gears in high volumes.
The milling cutters are special tools and have to be individually manufactured to suit the gear tooth to be chamfered. Based on the application, Horn engineers will design the appropriate cutting edge geometry for the material, module, tip diameter and desired chamfer. The carbide substrate and tool coating are also selected to suit the material being cut, which can be anything from steels to plastics. Horn supplies the process data required for machining together with the cutter.
A new process for high precision deburring of gear teeth has been introduced by Horn Cutting Tools, Ringwood. Although deburring can be carried out relatively easily with brushes and discs, such processes leave undefined chamfers at the tooth edges. These days higher levels of precision and quality are often demanded.
So the German parent company, Paul Horn GmbH, has developed a production technology to enable milling of defined chamfers. It is capable, for example, of creating a 45-degree chamfer on both sides of a module 1 gear with 25 teeth in less than five seconds.
The process requires a turn-mill centre with synchronised axes but no special workholding equipment. The solid carbide mill is clamped in a standard collet, or in a shrink-fit or hydraulic chuck. Tool costs are low and the investment quickly pays for itself due to the rapid machining times. Defined chamfering is particularly suitable when machining gears in high volumes.
The milling cutters are special tools and have to be individually manufactured to suit the gear tooth to be chamfered. Based on the application, Horn engineers will design the appropriate cutting edge geometry for the material, module, tip diameter and desired chamfer. The carbide substrate and tool coating are also selected to suit the material being cut, which can be anything from steels to plastics. Horn supplies the process data required for machining together with the cutter.