Tooling manufacturer Horn highlights one of its customers that is saving costs by not only turning a drive shaft on a multi-tasking CNC lathe but also milling a spline in the same set-up, an operation that was previously subcontracted out.
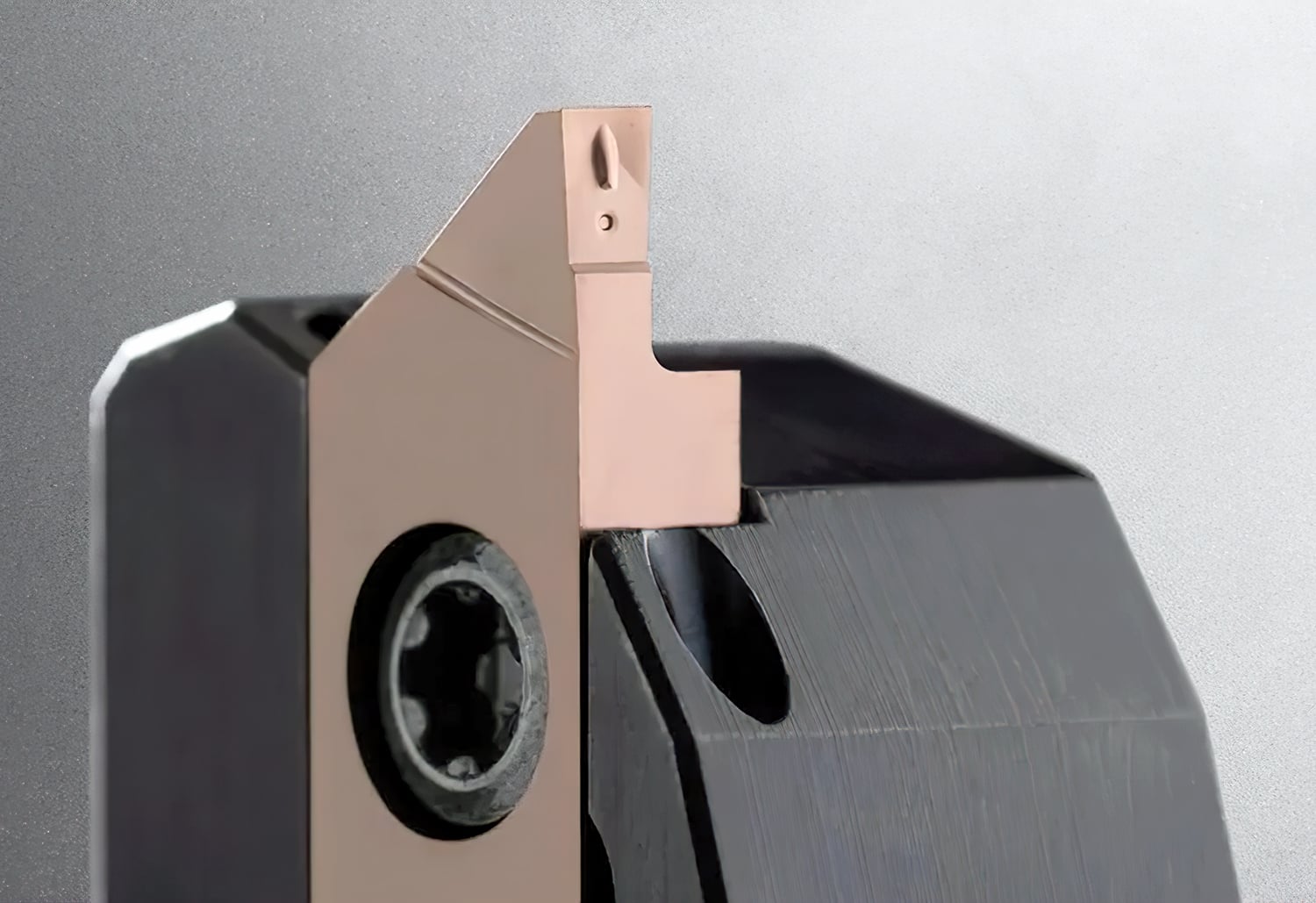
The shaft, which is 200 mm in diameter, almost 5,000 mm long and weighs around 600 kg, is used in the construction of large engines. Horn suggested that the spline teeth be machined using its 635 milling system. The special profile of the tool’s six teeth matches the nominal profile of the tooth flanks on the workpiece.
The overhang of the tool is relatively long due to the cutting conditions but the solid carbide, vibration-damped shank minimises vibration. All Horn tools for circular milling have an internal coolant supply. The precise interface between shank and insert allows micron-accuracy concentricity and run-out of the insert during changeover. Roughing and finishing are done with the same tool. Production is now significantly faster and the quality of the splines is improved.