MAY THE FORCE – AND THE SPEED – OF STARRAG’S AEROSTRUCTURE MACHINES BE WITH YOU!
Starrag UK has announced a host of innovative improvements to its Ecospeed and Ecoforce machines – for aluminium and titanium aerostructural component machining, respectively – to improve cutting performance in terms of both reduced cycle times as well as the highly consistent production of high-quality components. The developments include:
A more powerful spindle – 150 kW for the Ecospeeds – for even higher productivity;
Enhanced software routines – for example, for optimised chatter control and adaptive jerk feed control on both Ecospeeds and Ecoforces; and
New pallet options – on the Ecoforce Ti 9 and Ti 13 models – to accommodate ever-increasing workpieces sizes, particularly in structural aerospace components.
Starrag is also promoting enormous cost benefits through the use of MQL (minimum quantity lubrication) as opposed to conventional flood coolant – with users obtaining at least three-fold savings primarily through eliminating the need for coolant-related maintenance and recovery systems.
The use of MQL rather than conventional cutting fluid (on any machine in Starrag’s comprehensive range) is heavily promoted for aluminium machining and it is suggested that if MQL is used at 100 ml/hour, 16 hours/day for six days a week and 50 weeks of a year, the total operating cost of Euro 10,000 dwarfs the Euro 30,000 spent on conventional coolant – year after year. In addition, the difference in capital investment for the different systems is even greater.
The machines’ continual evolution, underpinned by Starrag’s mantra of ‘Engineering precisely what you value’, is the result of the constant investigations by Starrag’s expert product specialists and engineering teams into machine attributes and process improvements that will enhance overall machine performance in the most cost-effective manner.
Importantly – and complementary to utilising the latest machining technologies – Starrag also offers a superlative level of customer service, based on a team of customer-facing service specialists, as well as dedicated on-site Starrag engineers for appropriate installations. The net effect is that users (of stand-alone machines through to minimally-manned flexible manufacturing systems) enjoy guaranteed 95% uptimes.
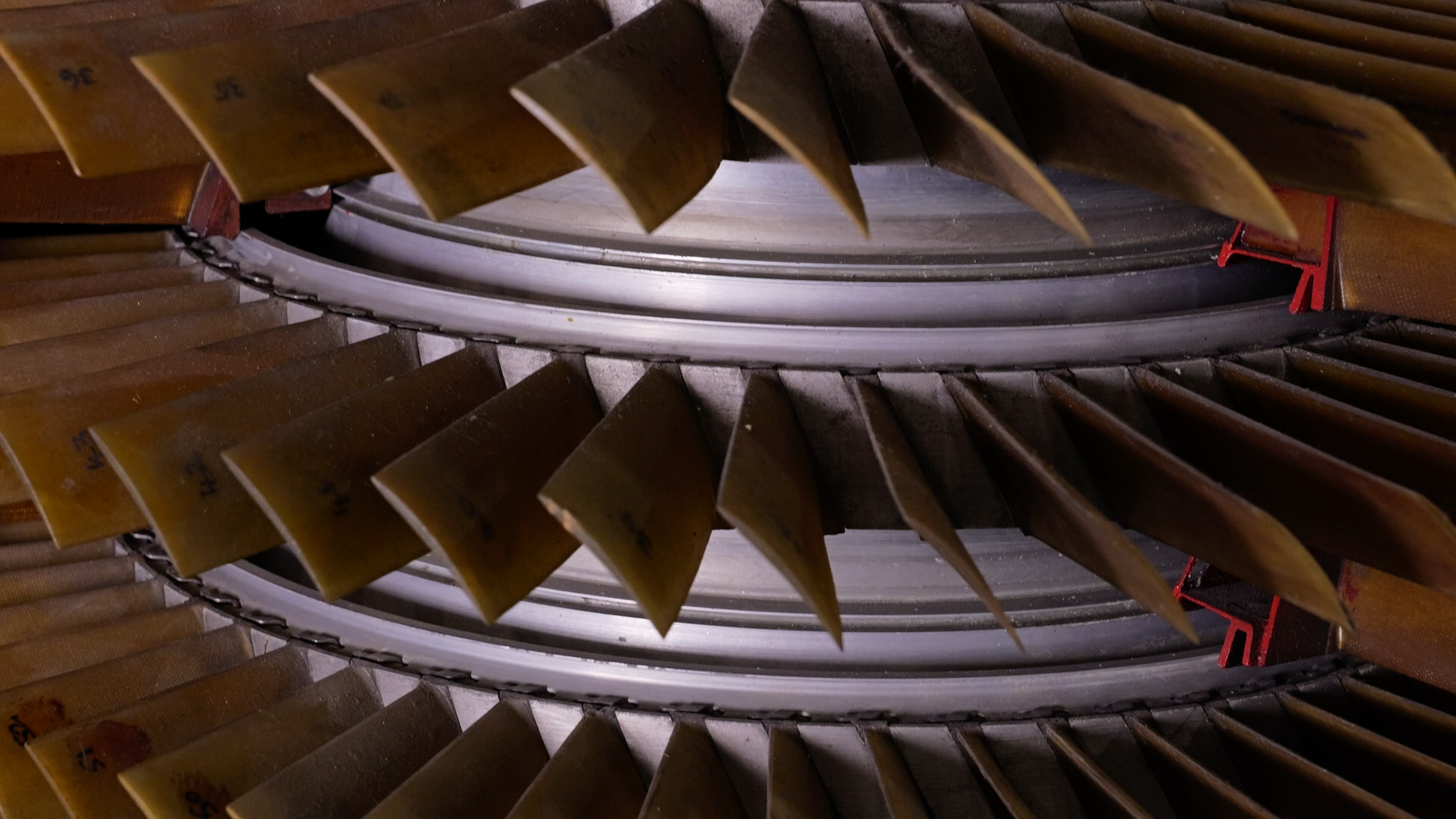
The Ecospeed variants built to date – with pallet sizes from 1 m x 1 m to 2.5 m x 22 m – are renowned the world over for their unrivalled cutting performance in aluminium. For instance, an Ecospeed can convert a 4,100 kgs aluminium billet into a 123 kgs complex structural wing part in less than 20 hours when the machine is running at a maximum cutting volume of up to 10,000 cm3/min.
Now, says Starrag, such achievements can be further enhanced with the use of a 150 kW HSK A 63/80 spindle (which complements the existing 80 and 120 kW units) plus increased drawbar pressure to offer a metal removal rate of up to 12,000 cm3 at speeds of up to 30,000 revs/min with 18 mm depths of cut.
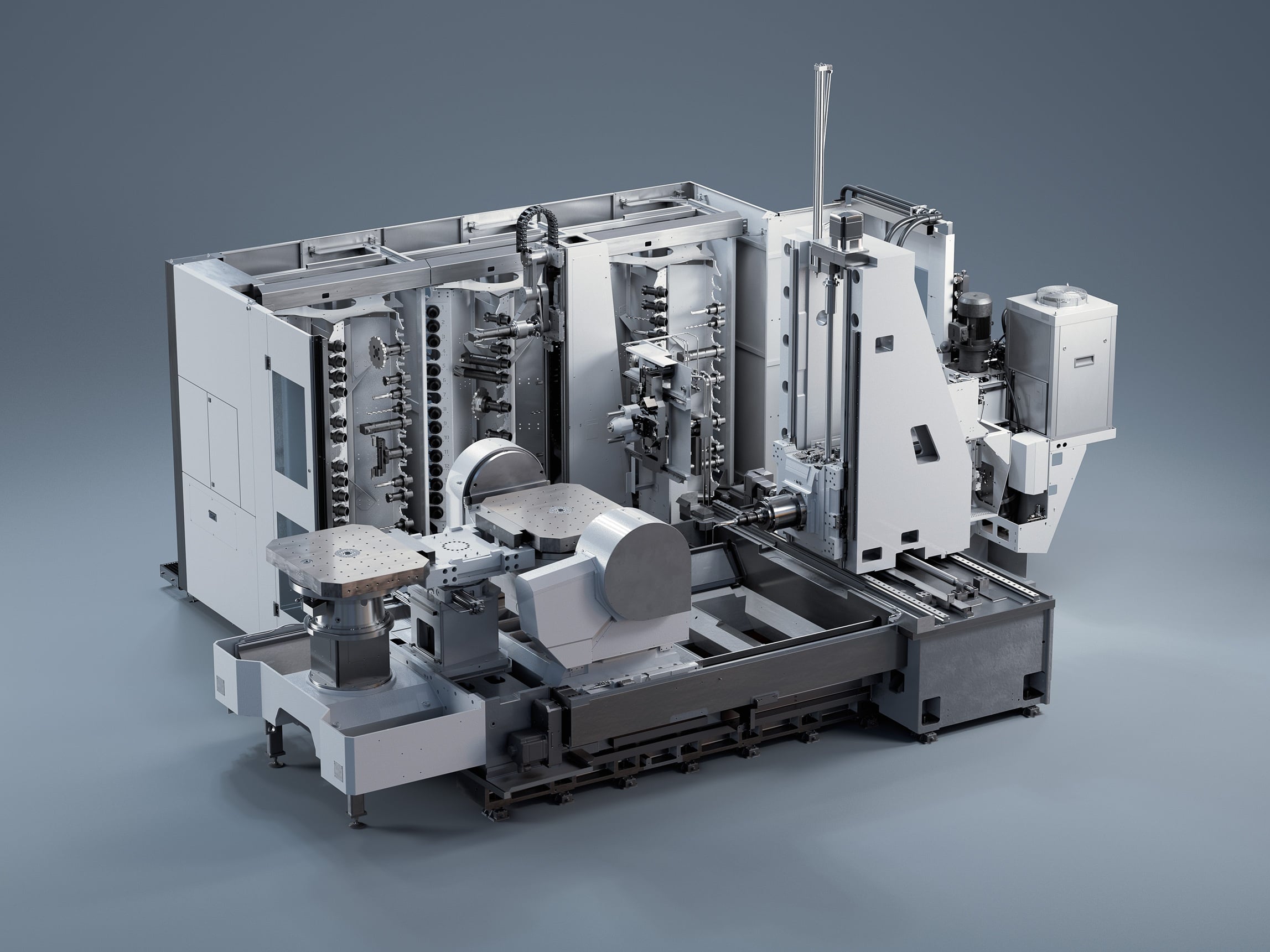
Another new Ecospeed development is the introduction of a ‘standard’ F1540 model which is designed for installation onto a flat floor without the need for a complex foundation. This model comes with a two-position automatic pallet changer, but it is also possible to integrate the model into a flexible manufacturing system, either from the outset or conversion at a later date.
Other developments for the Ecospeed F series machines include the use of four drives for all sizes (instead of three on the 2 x 4 m version) on the work table, for manoeuvring fixtures/workpieces, alongside an upgraded drive train which enables higher feed and acceleration rates – improving these attributes by more than 20%.
Meanwhile, the new Ecoforce Ti 9 and Ti 13 (900 or 1.300 Nm torque) machines specifically for titanium machining, represent a ‘coming together’ of proven Starrag components (such as machine sub-assemblies and spindles) for the effective and efficient rough and finish machining of larger forged workpieces weighing up to 12,000 kgs on pallets of 4 to 6 m long and 2 m x 2.5 m wide.
Importantly, too, the ability to use shorter tools promotes higher stiffness and more stable cuts with high metal removal rates. For example, roughing a Ti 6 Al 4V workpiece using a 80 mm diameter porcupine cutter at a surface speed of 75.5 m/min, a feed rate of 240 mm/min and a 100 mm depth of cut at 300 revs/min spindle speed, an Ecoforce can achieve an impressive metal removal rate of 816 cm3/min.
Effective spindle monitoring has always been a core functionality of Starrag’s Integrated Production System (IPS), a modular digital platform that offers users a suite of functionality to meet individual tasks via the machines’ HMI (Human Machine Interface). These include: Cloud-based solutions that analyse and optimise processes; the Machine Production System that monitors production in real time and protects the machine against incorrect operation/collisions; and the Machine Qualification System that informs about machine condition and, when necessary, displays the appropriate maintenance instruction(s).
Vibration and chatter monitoring functionality are included here and while the former automatically identifies highly unbalanced tools and peak vibrations, chatter monitoring automatically detects potential dangers to process stability. In addition, the machines’ Siemens CNC’s integrated inertia estimator permits adaptive jerk and acceleration settings, with jerk being automatically set according to actual payloads – which means faster cycle times as the workpiece becomes lighter during the machining process.
The machines’ software now also incorporates functionality embracing compensation strategies for tackling the effect of ambient temperature changes as well as the heat created by the cutting process (especially on aluminium workpieces) on component length and machine geometry.
All these enhancements are part and parcel of Starrag’s continual quest to present cost-effective solutions to customers’ problems, as managing director Dr Bernhard Bringmann, emphasises: “The starting point for every Starrag solution is the component, not one of our machines. We vary machine configurations and machining concepts to determine the overall effect on cycle times; pushing everything to the maximum to develop an all-embracing solution that is specific to each workpiece.”
He adds: “We are not in the market to sell ‘standard’ machines; we strive to continue to be the ‘application champion’ on specific parts required in either low or high volume. Our customers have to be competitive and, likewise, we have to remain focused on delivering cost-effective and efficient solutions – time after time.”