
How better steel turning can help manufacturers cope with whatever lurks around the corner
Metal cutting is an exact science, which requires subtle variations in process to achieve the best results with each material. But, we are living in far from exact times, and analysts predict that industry must prepare for market unpredictability — or a “new normal” — created by the ongoing COVID-19 pandemic. Here, Rolf Olofsson, product manager at Sandvik Coromant, explains how the turning process should differ according to the material, and how this can help manufacturers fully-embrace the uncertain times ahead.
It’s fair to say that, with COVID-19 industry has experienced a “black swan event” — a term given to an unpredictable and significant incident that throws us all off course.
Manufacturers could face two scenarios in the new normal era. Some manufacturers have faced high demand scenarios and a number of essential industries, such as food production and pharmaceuticals, have gained pace during lockdown. In these cases, tooling solutions are needed that can help increase metal removal rates, reduce cycle times and support quick changes between production batches.
Other manufacturers have faced low demand scenarios. These require tools that can produce more pieces per edge while providing process security, with fewer production interruptions and the possibility to run unmanned production. Some areas of mass manufacturing, for instance, have all but stopped production altogether.
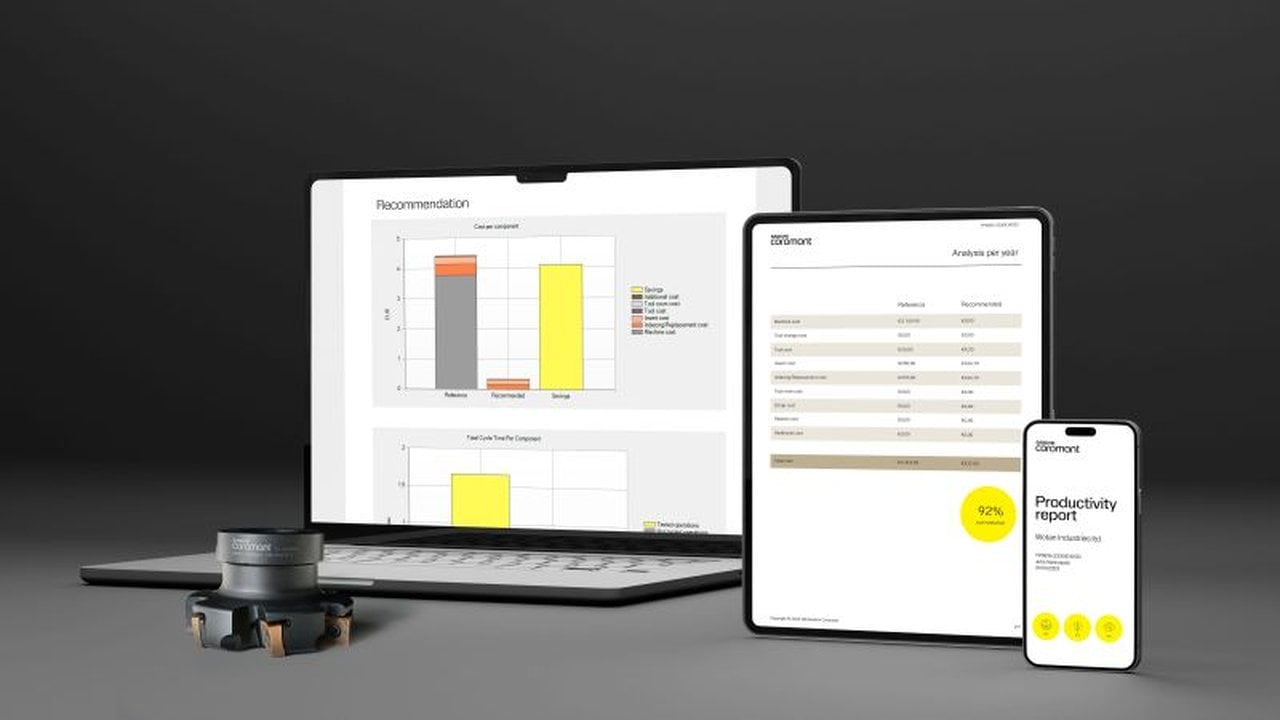
In either case, the key to profitable production in steel turning lies in a combination of having the best setup of tools, from the machine to the cutting edge, and the knowledge on how to apply the correctly.
Manufacturers must also sustain these objectives over the long term; after all, we cannot be sure for how this black swan scenario will continue. In its recent COVID-19: Briefing note, analyst McKinsey & Company describes the upcoming climate for manufacturers as the “next normal” where manufacturers can expect unpredictable and lasting shifts in customer markets.
The report says that resilience will be needed if manufacturers are to navigate an economically and socially viable path. Elsewhere, Pricewaterhouse Coopers’ (PwC) own COVID-19: What it means for industrial manufacturing report recommends that companies must expand into new industries — and take advantage of fresh revenue streams — either because they are forced to by defunct markets or because they simply spot an opportunity.
Crucially, manufacturers and machine shops will need to be flexible enough to cope not only with the ongoing affects of the global pandemic, but also with the next black swan event.
Production flexibility
But, what does flexibility mean for batch manufacturers? It comprises several factors, including quicker changes between batches, an optimized or reduced inventory and minimizing the number of production stops needed to replace worn inserts.
To deliver this flexibility, a manufacturer’s choice of steel turning solutions — including tooling inserts — will be vital to realise new levels of production efficiency. At present, most recognize the importance of the selected grade for their inserts. However, many do not realise that considering the whole tooling concept — everything from the insert grade, tool holder and clamping — can increase output, reduce costs and deliver higher levels of process security.
But this must also apply when working with the kinds of tough materials that Sandvik Coromant customers ask for advice about. They include the ISO P sub material groups, including unalloyed steel and low alloyed steel, for which GC4415 and GC4425 are particularly relevant. Understanding the difference in each material is essential to achieving the optimum result.
Generally speaking, every manufacturer wants to achieve at least three of the following goals: increased metal removal rates, more pieces per edge, reduced cycle times, minimised waste and optimised inventory use. For manufacturers this also means having the capability to machine multiple steel components with the same grade.
While the goals are simple, in the ISO P group are not. ISO P metals exhibit multiple sets of properties, which can be difficult to manage in a single material. In contrast, if we were machining a HRSA, in the S group, we would probably encounter low thermal conductivity, which results in heat concentration in the cutting zone that can deform a cutting tool. This single property is relatively easy to counter, but the multiple properties if an ISO group P material can be more challenging.
For instance, what if a single material combines the adhesion properties of a low alloy steel with unusual thermal conductivity, as described in Best Practice Guidelines for Structural Fire Resistance Design of Concrete and Steel Buildings, by the materials specialist Therese McAllister? A single tool can’t always counter both properties, without excessive wear.
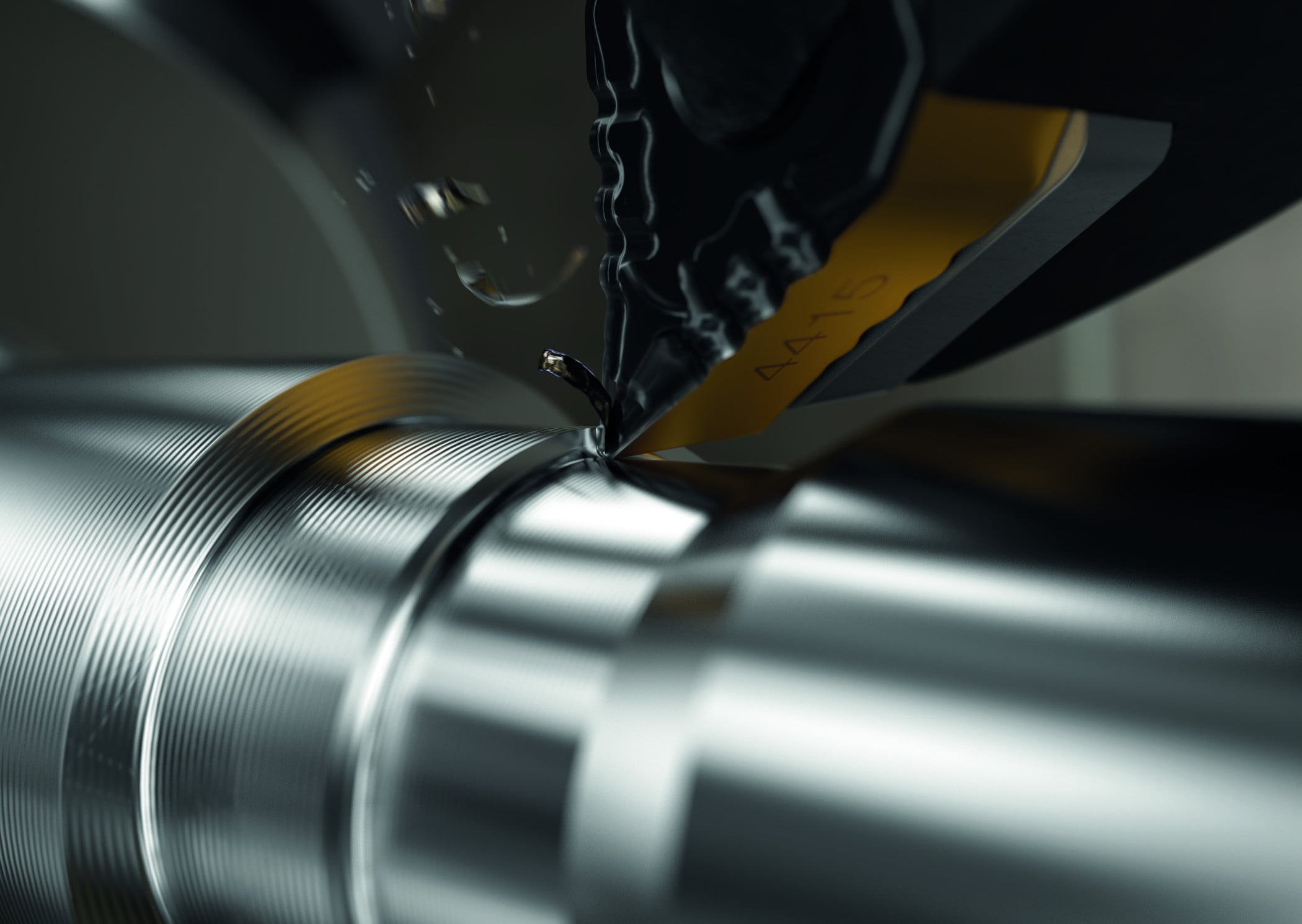
The key issue is that cutting metal is not like cutting a low resistance material — it is not shorn in two by the cutting tool but, rather, pressure is applied until the material is removed in the form of chips. This process generates tremendous heat and friction as well as chemical reactions, which can cause diffusion and cratering. The pressure itself can also be damaging.
So, while most of our customers want to achieve at least three of those five goals, simply applying the aggressive cutting parameters to increase speed will not achieve every objective. Just ask a machine shop making high precision components for the aerospace and bearings industries, or a manufacturer attempting to meet its energy and carbon reduction targets.
That’s said, it is impossible to be all things to all men, to paraphrase Corinthians, but we still face a situation in which navigating the next black swan event becomes a question of flexibility.
Profitable, flexible steel turning
Sandvik Coromant has devoted a huge amount of research and development to addressing these challenges. As a result, the company will be launching a pair of new P-turning carbide grades, designated GC4415 and GC4425.
The work we have done at Sandvik Coromant to deliver this has revolved around our second generation Inveio®technology. First generation Inveio was the technical breakthrough of using uni-directional crystal orientation in the alumina coating layer, which gave inserts a new level of wear resistance and tool life.
In our second-generation technology, we have improved crystal orientation even further, which delivers greater wear resistance and more consistent quality and performance. These features also improve heat resistance and toughness, expanding the application range and enabling a machine shop or manufacturer to counter the problems of ISO P Turning, while also achieving that core set of five goals. It also delivers a level of flexibility that is unrivalled across industry — it is a tool for both mass and batch production.
As well as general engineering applications, we anticipate that this advancement will benefit the automotive, power generation, aerospace, bearings and oil and gas industries. We are already working with some early second-generation partners who have used our new P turning carbide grades in applications including external and internal machining, from finishing to roughing and with continuous cuts and light interruptions.
This was put to the test by a Sandvik Coromant customer in general engineering industry, using Sandvik Coromant’s GC4425 carbide insert to manufacture pressure rollers. GC4425 is designed for improved wear resistance, heat resistance and toughness. In addition, it has the ability to run at higher cutting data. The insert was used on an ISO P material, a designation applied to unalloyed to high-alloyed grades that are complex and difficult to machine, with a normal-to-average Brinell Hardness of 205 HB.
The workpiece was subjected to continuous external axial turning and semi-finishing. The cutting speed (vc) was 200 m/min (656 ft/min), feed rate (fn) 0.4 mm/rev (0.015 inch/rev) with a depth (ap) of 4.0 mm (0.15 inch). A competitor’s insert had a tool life of just 12 pieces before wearing out due to plastic deformation. The GC4425 grade insert, meanwhile, lasted 50% longer with a stable and predictable wear.
We do not yet know exactly what the new normal, post global pandemic, will be. But we do understand the objectives of our customers and the exact science of metal cutting. By combining those two insights, it is possible to deliver the tools needed to support profitable steel turning in the future — using the exact science of metal cutting to its full potential, even during a black swan event.