59:34
Founded in 2016, HSM Components in Deeside, has identified ‘infinite possibilities’ since working with Quickgrind. Specialising in bespoke components, the company recently started working with Quickgrind on a new automotive project.
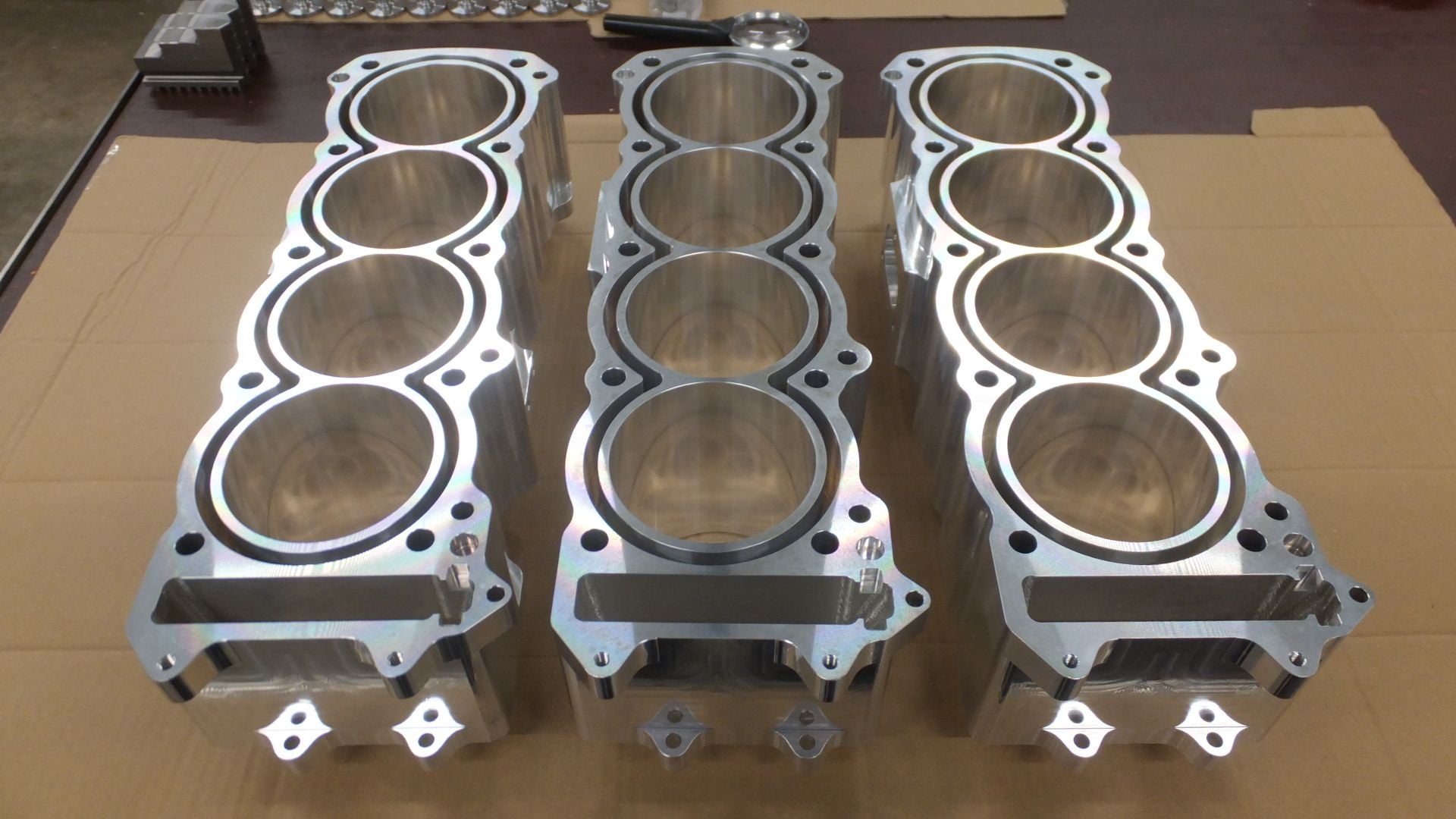
The Flintshire manufacturer recently won an order to manufacture big bore engine blocks on Suzuki Hayabusa motorcycle engines for a motorsport customer. With specialist tooling needed to machine the blocks from aluminium 6082 billets, HSM had an issue with acquiring bespoke cutting tools and completing the project to the rapid lead times required. Luckily, HSM discussed the project with Mark Aspinall from Quickgrind who introduced the ‘Infinite Possibilities’ concept and the company’s ability to quickly produce special tools.

The challenge for HSM was the machining of a water jacket slot around the cylinder bores as well as the machining of a pocket at the end of the cylinder head for the cam chain. The water jacket slot has a width of 6mm and a depth of 52mm. The pocket for the cam chain goes all the way through the engine block and has a corner radius of 4mm. It also has tapered walls, so can only be machined from one side to a depth of 88mm. HSM needed end mills that would demonstrate stability and performance – the Quickgrind Caiman was the solution. Commenting upon the application, Quickgrind’s Mark Aspinall recalls: “The Managing Director at HSM, Mr Steve Rigby knew exactly what he wanted to achieve and this had to be adhered to by a particular timeline. When I explained the ‘Infinite Possibilities’ philosophy, Steve bought into our ability to make bespoke tools in a fast lead time that are produced here in the UK. Based upon the parameters of the blocks and the features, we introduced the 3-flute solid carbide Caiman end mill with an aluminium geometry specific to the project.”
HSM Components Managing Director Steve Rigby says: “This customer is a specialist race engine builder that we already manufacture several products for. They brought us the small batches of 5-off cylinder blocks to meet the requirements of its global customer base. Previously the company had been using overseas manufacturers with a minimum batch quantity of 10-off and a longer lead time. By working with HSM, this customer can reduce their order volume, inventory and lead times.”
“Each block requires 10 hours of machining with four setups. To support this, we had to manufacture special fixtures and use bespoke tooling from Quickgrind. We use several cutting tool suppliers, but none could either manufacture or supply off the shelf tools to meet our needs.”
Quickgrind supplied a 5.5mm diameter Caiman square-end tool with a 10mm flute length and necked 57mm for clearance. With an overall length of 108mm on a 6mm shank, the geometry maximises the rigidity of the tool, demonstrates exceptional swarf removal and provides outstanding surface finishes in the water jacket channels.

The next feature that required machining on the engine block was a cam chain pocket with a tapered wall at the end of each block. To facilitate this, Quickgrind supplied a Caiman 3-flute end mill with an aluminium geometry and corner radius. The 7.5mm diameter end mill with a 2mm radius has a 10mm flute length necked back 94mm to provide reach into the deep pockets. With an overall length of 150mm and an 8mm shank, the short flute length demonstrates exceptional rigidity.
“What HSM needed was high-performance aluminium tools with a geometry, flute length and reach that would meet its exact requirements – all within an extremely fast turnaround time. HSM’s existing suppliers could not manufacture the bespoke tooling to the required lead times. Our ‘Infinite Possibilities’ enables us to produce specialist cutting tools on very short lead times, which is ideal for customers that have to meet stringent project deadlines,” continues Mark Aspinall.
Machined on a Hurco VMX42 and programmed with hyperMILL CAM software, the addition of new cutting tools has minimised the cycle time. Concluding on the project, Steve Rigby says: “We initially completed three engine blocks as a trial to improve quality and lead times, we are now working on another batch of five engine blocks.”