

ONE-HIT TURN-MILLING RAISES PRODUCTIVITY, REDUCES LEAD-TIMES AND SAVES THE COST OF FIXTURES
Subcontracting firm Mintdale Engineering, Chesterfield, is run by four members of the Toyne family, managing director Chris, his wife and company secretary Christine and two other directors – their son Jason and his wife Julie. The company specialises in CNC turning of bar, tube and billet as well as CNC milling on five vertical machining centres (VMCs). It operates twice as many machines for rotational parts production as for prismatic, although the borderline between the two is increasingly blurred these days.
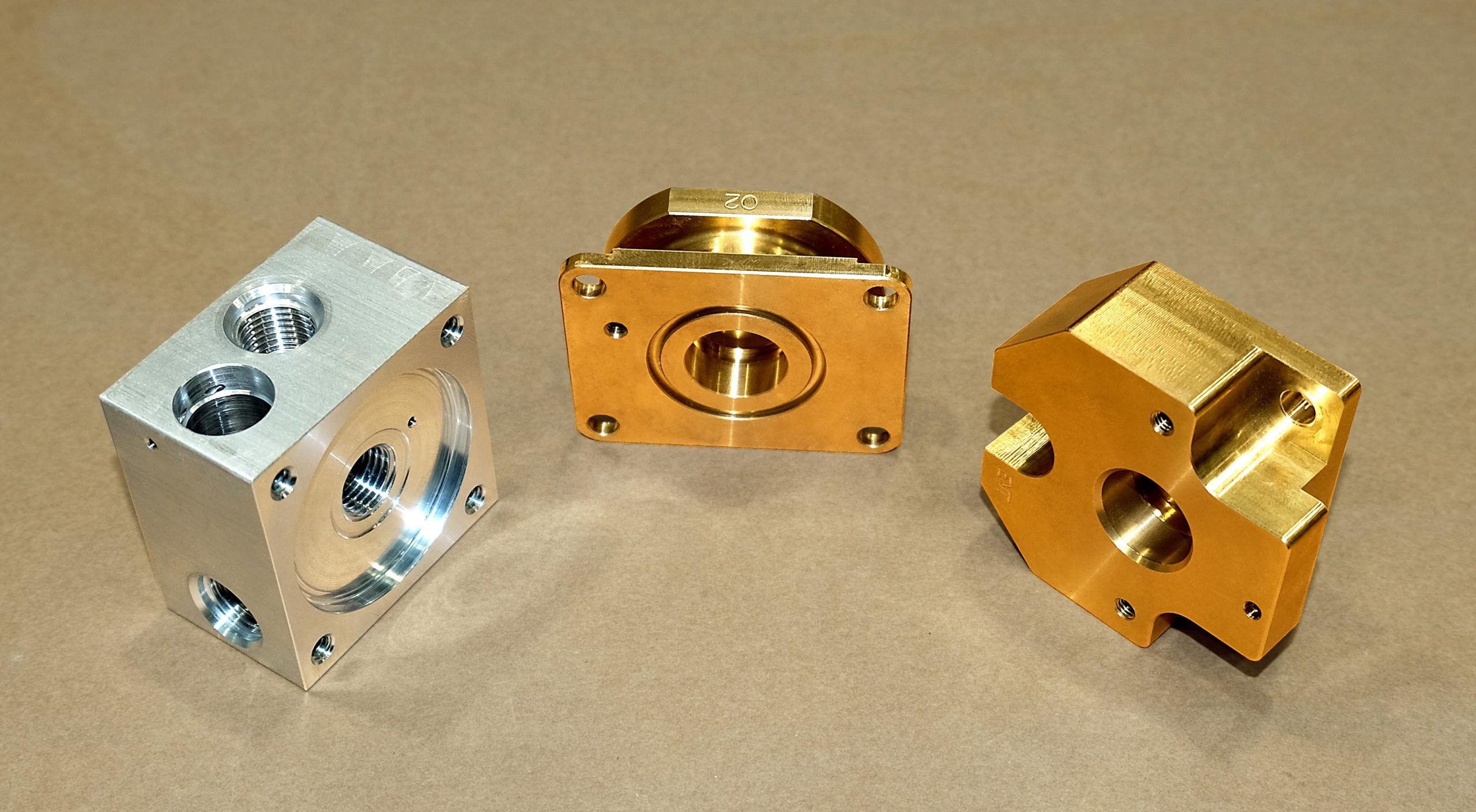
Take for example an aluminium gas regulator base produced on the company’s latest turning centre, an Italian-built Biglia B465 T2 Y2 twin-spindle, twin Y-axis turret model supplied in spring 2022 by UK and Ireland sales and service agent Whitehouse Machine Tools. The 1.25 inch high cuboid part is machined from 2 inch square bar fed by an LNS Quick Load Servo 80 S2 short bar magazine.
The component, which Mintdale Engineering has been producing for 22 years, was latterly machined 20 at a time on a twin-pallet-change VMC. Op 1 involved machining three sides, milling a circular pocket, drilling various holes and then tapping them, while Op 2 after pallet change completed similar features. Floor-to-floor time per base was two minutes.
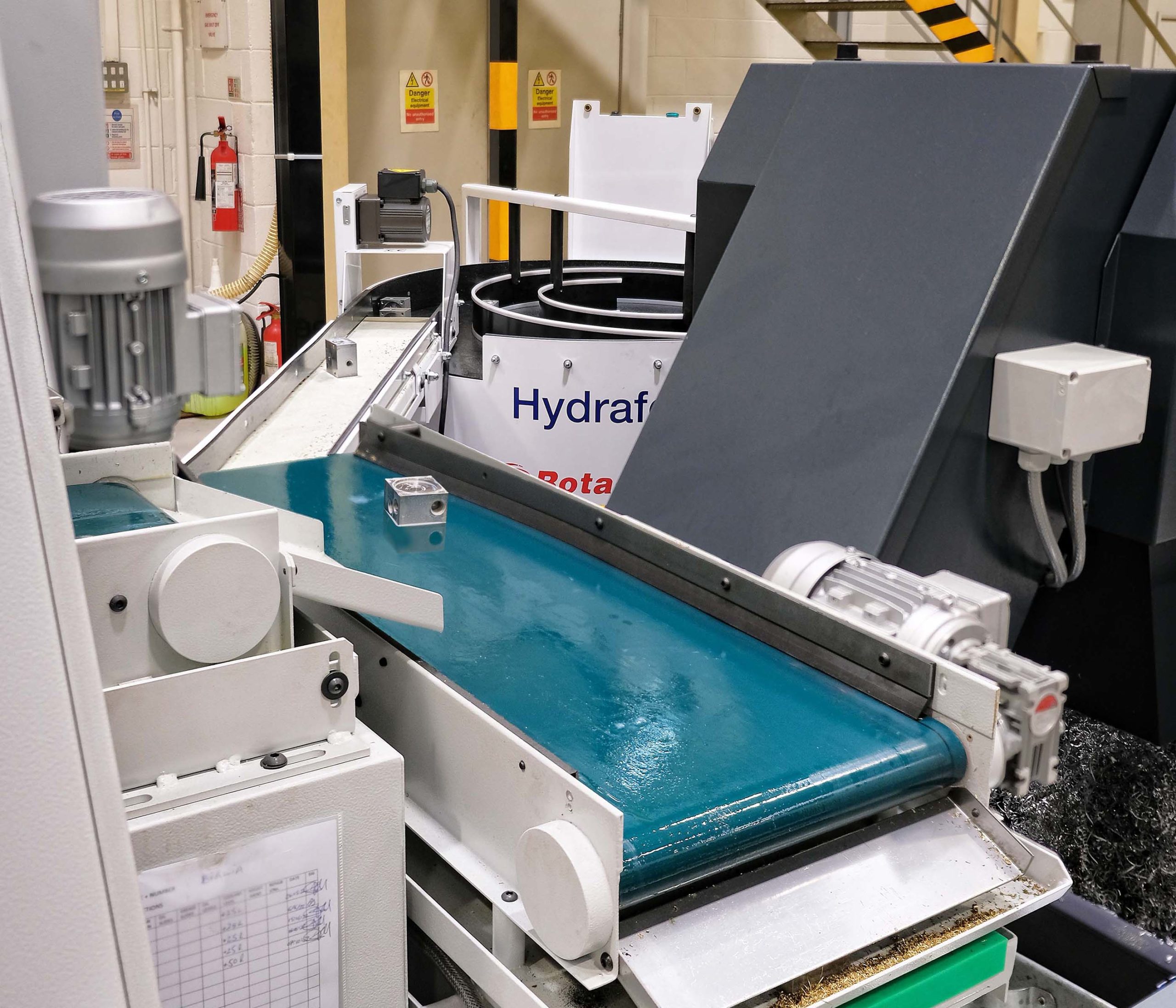
On the Biglia, the part is produced in one hit and requires only a small amount of face turning and parting off, the remainder of the cycle being prismatic machining. Both live turrets are deployed at the main spindle for some of the time, followed by simultaneous machining at both spindles using the two tool carriers. Although cycle time is three minutes, i.e. 50 percent longer per part than before, the big advantage is that production is unattended, unlike on the VMC. The finish-machined components pass through the counter spindle onto a conveyor feeding a Hydrafeed Rota-Rack parts accumulator.
The lathe continues producing throughout the day shift, after which 100 parts can be added by running the machine lights-out until the bar is used up. The only special items needed to realise this application, which represents a good balance between main and counter spindle operations, were a spindle liner and a bar feed attachment for the square stock.
Another component produced more efficiently on the B465 T2 Y2, this time from 3 inch diameter round brass bar, is a conversion body for legacy gas delivery systems used in hospitals. The so-called Mark III component formerly required four operations: milling on a VMC and turning on a single-turret lathe, followed by two further separate visits to different VMCs for more prismatic operations and engraving.
The large amount of handling and clamping in bespoke fixtures meant that floor-to-floor time was long. There was a lot of work-in-progress, which extended delivery lead-times and was also costly, as the material had been purchased but invoicing was delayed.
This is in the past now that the part is turned, milled and drilled complete in the Biglia in a five-minute cycle. That is quicker than just one of the previous VMC operations. Moreover no special workholding is needed, which would add expense and cause unnecessary delay to the delivery of the first batch of parts.
A third part that has been transferred to the Italian lathe is a Mark IV version of the gas delivery conversion body, turn-milled from the same brass bar. It used to be produced in two operations on a chucking lathe on which a special jig was made for holding the irregularly shaped Op1-machined billet to enable Op 2 to be carried out.
The extended floor-to-floor time for producing batches of the components is eliminated by the Biglia’s ability to machine the component in one hit from bar in a five-minute cycle. Again, the cost of making a fixture and of work-in-progress is avoided.
High metal removal rate is now achieved by balanced milling at the main spindle for some of the time using cutters in both the upper and lower turrets simultaneously. The profile of the part is also milled and a bore is drilled before parting off and synchronous transfer to the sub-spindle. Here, the back face is milled, various holes are drilled and the bore is finished.
As part of the machine sale, Whitehouse Machine Tools wrote the programs for producing both the Mark III and Mark IV conversion bodies, the cycles only needing slight adjustment by Jason Toyne. He commented that the service Mintdale Engineering has received from the supplier is “faultless”.
Indeed it has been from the very start, when the subcontractor approached three potential suppliers for a twin-spindle, twin-turret CNC turning centre and Whitehouse Machine Tools’ response was noticeably the best. Originally Mr Toyne was looking for a 64 mm bar machine, so the fact that the competitively priced Biglia can handle 80 mm bar was a bonus.
Mr Toyne concluded, “Whitehouse showed far more interest in our enquiry than the other two machine tool companies, even though it had not sold us a machine before whereas the other two suppliers had.
“The agent was willing to write programs for us and provide comprehensive support at the outset to get us started; and unusually, they provide training free of charge for the lifetime of the machine.”
The specification of the Biglia B465 T2 Y2 includes 80 mm diameter bar capacity, up to 200 mm turning diameter to a length of 350 mm, a 26 kW / 4,000 rpm main C-axis spindle, 11 kW / 5,000 rpm for the C-axis sub spindle, and 12 live stations in each turret rated at 3.7 kW / 4,000 rpm, both having a 90 mm Y-axis stroke.
There are other notable features of the machine design. One is that the sub spindle moves in two axes, allowing it to be offset it from the main spindle to avoid tool interference between the two turrets. There is also a programmable automatic part unloading and bar end removal device, a programmable tool setter for both turrets, 40 bar high pressure through coolant, and SBS tool load monitoring.