


08:24
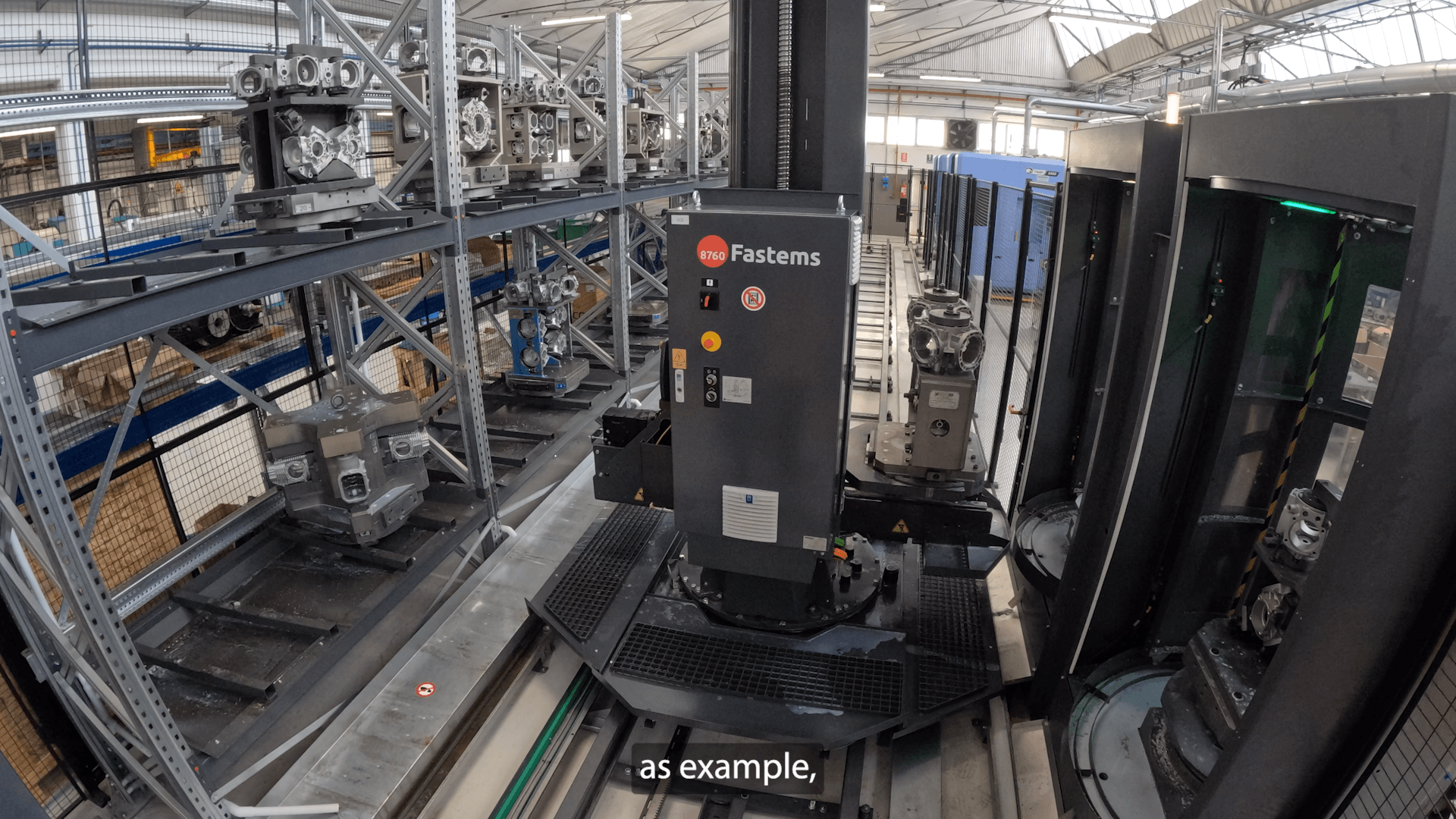
Starrag’s Bumotec multi-tasking machining centres are ideal for the efficient one-hit manufacture of even the most complex medical components, but now, with certain machine models currently available on a rental basis, these machines become even more attractive. This is particularly pertinent for companies looking to improve their position in the medical machining industry.
The Bumotec s191 and s181 models are capable of single set-up drilling and tapping as well as turning and milling, and the rental scheme makes the machines available for an affordable monthly rental rate with an option to purchase at any time. As with all machines offered by Starrag UK, the Bumotec machines can be configured to suit users’ needs in line with Starrag’s ‘Engineering precisely what you value’ strategy.
Engineers at the AMRC are actively demonstrating the micro-machining capabilities of their s191, ‘to show our partners and wider industry what is achievable when working to an accuracy of 0.001mm on workpieces as small as 1.5mm’, Bumotec machines have an established track record in medical machining.
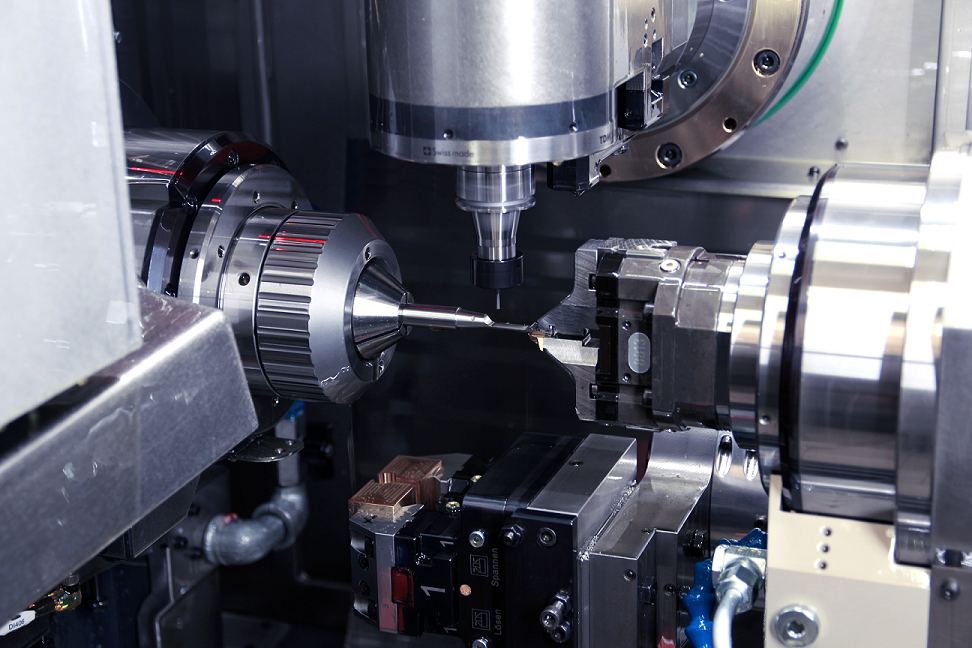
For example, surgical hooks can be made on the s181 from 25mm titanium bar in under 14 minutes compared with 20 minutes by conventional single-station machining. In another example, a Bumotec s191H is machining surgical cutting tips in a single set-up and to very high accuracies. The precision-engineered tips are the critical ‘working end’ of power tools that use ultrasonic vibration to cut bone and must be machined to within 10 microns. Single set-up multi-operations are also characteristics of the Bumotec s181, which is enabling one producer of ‘traditional’ turned parts to finish-machine a multi-operation component with interconnecting holes to a burr-free state and with superb levels of roundness and surface finish.
A host of other medical components are also being successfully machined on Bumotec CNC machines throughout the world, including titanium hip joints – turning and milling the cone to two and four microns, respectively, in the same set-up compared to the previous processes of using separate turning and milling machines – and producing stainless steel hip stem rasps from 48mm diameter bar.















