Reverse engineering capacity and contract inspection has doubled at Laser Scanning Ltd, following the installation of a second CMM built by LK Metrology.
The latest LK 20.12.10 ceramic-bridge CMM with 2 by 1.2 by 1m working volume has joined a smaller 8.7.6 model at the Chapeltown Company near Sheffield. When Laser Scanning’s Managing Director Johnathan Rigby started the company in September 2016, he brought the original machine with him from his previous employer. This firm now subcontracts much of its metrology requirement to Laser Scanning, both firms being members of the Glide Group, along with plastic injection moulding specialist Loadhog, toolmaker GoTools and wire joining and tensioning product manufacturer Gripple.
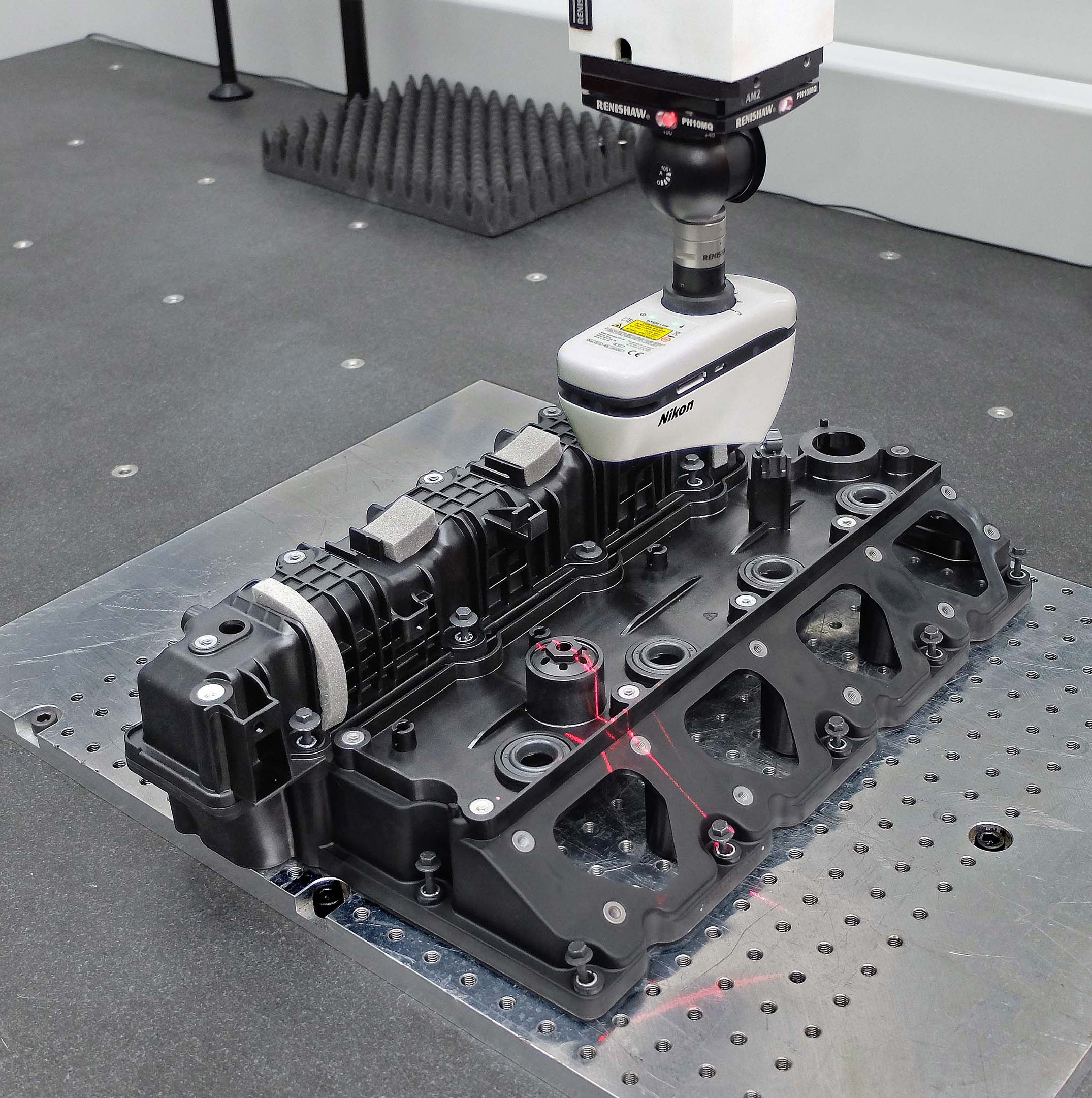
As the name implies, most data acquisition is by laser scanning on both of the LK CMMs as well as on two articulated arms supplied by Nikon Metrology. All of the equipment is housed in a temperature-controlled room held at 20± 1°C. Parts delivered for inspection are acclimatised in the same room for 24 hours to reduce measurement uncertainty.
Three types of non-contact sensor from Nikon Metrology are in use on the CMMs, an XC65D cross scanner and line scanner models L100 and LC15Dx, which respectively have 13.0, 6.5 and 1.8µm measuring accuracy. The latter provides performance equivalent to tactile probing, which is also used for capturing physical dimensions using a Renishaw TP20 touch probe and an SP20 scanning probe. A changing rack mounted on the CMM table allows automatic sensor exchange within an inspection cycle.
What prompted the purchase of the larger CMM was a contract from JCB Power Systems to assist with quality control (QC) of cylinder blocks and heads for the engines that power the OEM’s off-road vehicles. JCB has its own LK machine equipped with a touch probe that serves the production line in Derby. Laser Scanning assists by providing measurement and inspection of goods-in to the plant, where it has a QC engineer permanently stationed.
Additionally, the company helps out with preparing CMM programs and proving them out, as well as inspecting prototypes to support JCB’s research and development department. Although the engine plant does have laser scanning capability on an articulated arm, the level of detail that can be acquired is less, as its scanning resolution is 23µm, much lower than the best CMM-mounted scanner in use at Laser Scanning’s offices in Chapeltown. In any case, inspection using an arm would be a manual process and almost impossible to replicate on subsequent occasions, whereas running a program on a CMM is automated and highly repeatable.
Mr Rigby explained, “By working with JCB’s Inspection department and R&D team, we have been able to free up our customer’s machine to concentrate on production QC. They also appreciate the greater detail we are able to provide about new prototypes, as laser scanning allows us to show them the form of a component as well as supply measurement data.”