


08:24
ABB makes automation flow
Any world leader in its industrial field has a modus operandi and for one fluid, pneumatic and motion control company with facilities around the world, its mantra is to remove ‘dirty, dull and dangerous’ processes from the workplace. So, when a Barnstaple business realised the deburring of hydraulic fittings was a laborious, time consuming and potentially hazardous operation, it looked for an automated solution. MTD magazine takes a closer look to see how automation from ABB Robotics will benefit this company.
The first point of note is that the ABB installation was due to be installed as the current situation started to impact movement. A new way of working had to be implemented and ABB is diligently conducting VR acceptance by using Microsoft Teams, like so many of us during the lockdown.
Commenting upon this, Matthew Rollins, General Industry Manager at ABB says: “The current challenges have impacted normal working conditions, but with this client, the base standard system was quickly installed in our Milton Keynes works before lockdown which enabled safe working, by employing social distancing to commission, test and refine the system to reduce ‘prove-out’ time. We have adopted VR acceptance where our engineers will use ‘live’ video facilities on iPads to communicate with the customer. The customer asks for on-screen close-up inspection and testing, communicating real-life scenarios for our engineers to undertake ‘live’ testing. Once testing is completed and working restrictions end, the installation will be a seamless process.”
Manufacturing thousands of hydraulic T-pieces, elbows and straight joints every week. The forged steel fittings are machined with precision bores and threads and then manually deburred by 10 staff. To remove manual labour, the Devon business needed to automate the deburring of more than 40+ size and design variants that are regularly required in batches of 50 to 1000+. This level of flexibility and precision had previously been deemed infeasible, but the ABB FP300 system opened up new possibilities.
The aims were clear; the customer wanted to improve staff health and safety, improve production consistency and remove inefficiencies whilst eradicating a process that falls under the company’s ‘dirty, dull or dangerous’ criteria. For ABB, the challenge was to create an autonomous cell capable of unprecedented levels of flexibility and productivity whilst solving the challenge of identifying, orientating, gripping and subsequently deburring hydraulic fittings.
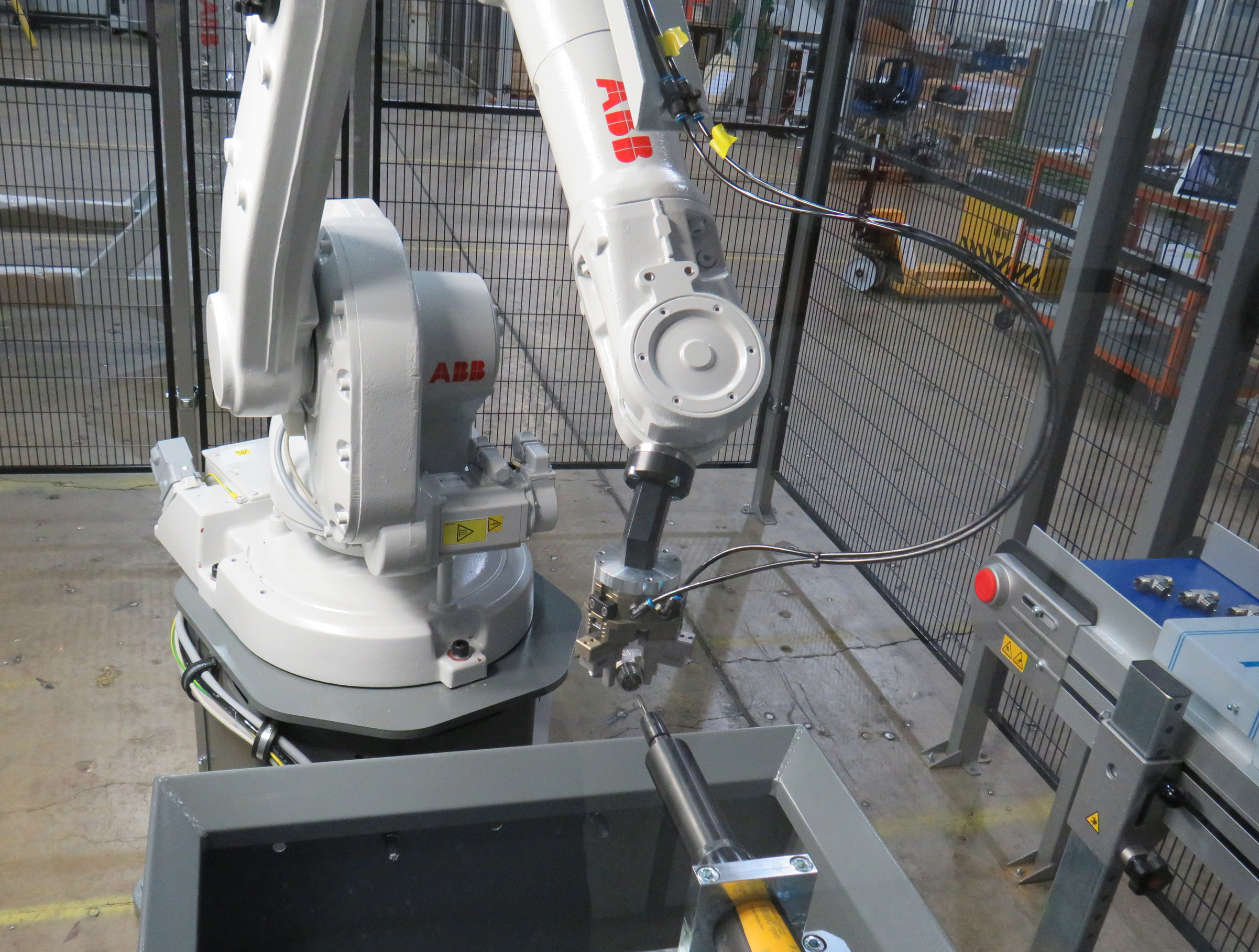
The answer was the ABB FlexLoader FP300, a compact and proven package for machine tending and assembly operations. The process flow starts with bulk handling and a hopper full of hydraulic fittings that are transferred to the FlexLoader FP300 via a single vibratory buffer belt that separates, distances and orientates the fittings before the visual inspection. The FlexLoader FP300 visually identifies the fittings in accordance with pre-programmed parameters and the fittings are then moved via conveyor to the robot arm. The robot picks a fitting and transfers it to a deburring station where the part programme communicates with the robot to orientate the robot and fitting around the centreline of the deburring tool to complete the deburring process.
There is always a balance to be struck between ‘utopia’ and a viable solution, which almost always boils down to cost. The biggest cost within any engineered solution is always the time to develop a solution, perfect it and make it reliable. When combined with the variables that any project has to cater for, and this generally has a multiplying effect on the base cost.
By starting with a proven base solution, the initial development costs with the ABB FP300 system are already vastly reduced. This solution uses a preconfigured vision robotic interface that enables ABB to pre-engineer a few base reference turnkey parts whereby the customer will be able to introduce any new components in minutes. This eliminates the costly need to individually engineer and test each component. The next challenge was the designing of grippers to be both flexible enough to cater for a wide range of sizes and shapes, whilst also holding parts accurately enough to deburr without marking the critical machined surface with less than 2mm clearance between the tool and the internal bore.
Each element of the cell created challenges that the ABB Robotics team, not only overcame, but instigated design features to make the cell as user-friendly, simplistic and maintenance-free as possible whilst ensuring reliability, consistency, productivity and resilience were all at optimum levels. Concluding on this, Mr Rollins says: “To maximise each of these elements required considerable engineering expertise. For example, our engineers endeavoured to reduce the requirement for gripper changeovers and the subsequent cell downtime. So, we meticulously reviewed the 40+ fitting variants that encompassed straights, elbows and T-joints, each with different lengths, diameters, bores and threads and we managed to create a gripper design that will allow the customer to precisely and safely clamp each part, transfer it to the deburring station and subsequently on to the conveyor that removes the parts from the cell. Our gripper design means the customer only requires two adjustable gripper sets to cater for the entire product range.”
“Another interesting challenge was the integration of the deburring process. There are many different ways to approach deburring – the choice of flexible brushes, hard composite stones or hard carbide tooling is just the start. Different shapes, hardness and diameters can be a minefield, therefore drawing on past experience and that of tooling specialists was critical to get a solid starting point.”
“As the part sizes and bores decrease, this increases the tolerances required and where we would normally specify a compliant mounted spindle to help the tool follow the deburr path, the tolerances required did not allow for this. However, when the compliance is removed because the deburr shape size isn’t always uniform, this can introduce chatter and potential tool breakage. Through a process of testing and development, we were able to find a tool speed and robot path motion that hit the sweet spot for all bore sizes. The key to the success of this system was the ease of new part introduction. To maintain ease of programming, all parts have to work from the same centreline and approach angle to ensure that simple offsets can be used. After all, it is no use having an easy teach front-end that can pick-up new parts in minutes if it takes hours and several broken tools to program the deburr path for each part.”
“Overall, this has proven an interesting challenge for the team at ABB, but as always our expert engineers have overcome that challenge and we are excited about delivering this system to the customer and hearing about the exceptional benefits they will witness as a result of this installation,” concludes Mr Rollins.















