Stoneswood puts hyperMILL automation technologies at the heart of its aerospace strategy
Stoneswood Precision Components, part of the Hyde Group and an aerospace specialist, has evolved over fourteen years into a leading UK 5-axis aerospace machining firm. Established in 1999 as a risk-sharing partner, it now has a £7m turnover, nine high-end machining centres and has invested £4.4m in plant and software in the past five years, including hyperMILL CAD/CAM from OPEN MIND Technologies.
That investment programme, led by Managing Director Charles Day, focused on developing production systems to monitor and optimise machines, making it easy for operators to use machine programmes. The CNC capability relies on DMG MORI and Hermle platforms, but machines are only part of the story.
Why hyperMILL: “show me, prove it”
At Stoneswood, the CAM system is hyperMILL. Charles Day’s introduction to hyperMILL came six years ago. “I heard about this hyperMILL CAM system, particularly for barrel milling technologies that some of the other CAM systems didn’t have,” he recalls. “I got OPEN MIND in. They gave a presentation, and I said: sounds great, now show me. Prove it before I go and invest.”
The benchmark was a complex 5-axis aerospace surface where a CAM strategy is crucial for margins. The barrel milling demo succeeded, producing a smoother finish, longer tool life, better accuracy and parts ready for CMM inspection without secondary dressing. Charles says, “Dressing a part risks scrapping it,” but hyperMILL prevented this.
What followed has been a steady build of the licence stack with the addition of 5-axis complex machining modules, hyperMILL Probing, and most recently hyperMILL Automation, the layer now driving Stoneswood’s wider Industry 4.0 strategy. Charles has since mandated that every component entering New Product Introduction at the company is developed in hyperMILL.
Better surfaces, faster cycles and consistently lower spindle loads
The hyperMILL adoption is best illustrated by Tom Whitbread, a graduate engineer who joined Stoneswood as a 19-year-old apprentice in 2018 and earned a first-class BEng (Hons) while
embedded in the manufacturing side of the business. Tom has led much of the hyperMILL technical exploration since its adoption.
“One big selling point was barrel cutters. We had components with double-curvature surfaces that would need scanning, and our previous CAM system didn’t have the ability to use barrel cutters. The way that hyperMILL does its surfacing is really good with the U and V parameters.”

Discussing the hyperMILL validation case, Tom says: “We have a long-standing aluminium aerospace bracket with a heavily contoured form. The trial pitched a 6mm ball-nose scanning strategy against a barrel cutter with an effective 1000mm radius working the same curved face. It was machined 70% faster, it was incredible.”
The benefits did not stop at cycle time. Surface finish was substantially better, removing the need for hand-dressing, the very risk Charles had wanted designed out of the process. “Because the barrel cutter has a much larger radius, we could optimise the step-over even though it was wider, and push it back so the form was much better,” Tom explains.
Just as significant for a shop running 18kW spindles on its Hermle C400 was hyperMILL’s trochoidal roughing strategy. “Instead of applying the force in one direction, as you would do a full-slot roughing in a straight line, by doing small circles, like a swirling vortex tool path, you’re distributing that load evenly around the spindle bearings,” Tom says. “You could see the load on the spindle was much lower, much calmer. We could either ramp up material removal rates at the same spindle load or reduce spindle and bearing stress. hyperMILL effectively bought Stoneswood spindle longevity at no productivity cost.“

hyperMILL Automation Technologies – The Gamechanger
If barrel milling and trochoidal roughing won the original sale, the hyperMILL automation technologies are now reshaping how Stoneswood operates day to day. The bridgehead has been a project Tom developed for his degree dissertation, the ’HEART‘ tool, short for Hyde Estimation And Run-time Tool. It targets quoting, the company’s most stubborn engineering bottleneck.
“Before my project, quoting was very manual,” Tom explains. “It was either me or the other technical engineer, Rob, looking at
drawings and 3D models. It was very time-consuming, very opinionated. There was no hard science in counting features. It was just an expected machining time and programming time based on experience and a bit of an educated guess. A complex part could take up to twenty minutes to quote, and we were spending up to a day a week on it.”
Tom’s objective was to cut quoting time by at least 50%, deliver cycle-time predictions to within ±10% of actual machine performance, and make the system usable by a non-technical member of staff. The approach combined an Excel front-end with hyperMILL Automation doing the heavy CAD interrogation in the background.
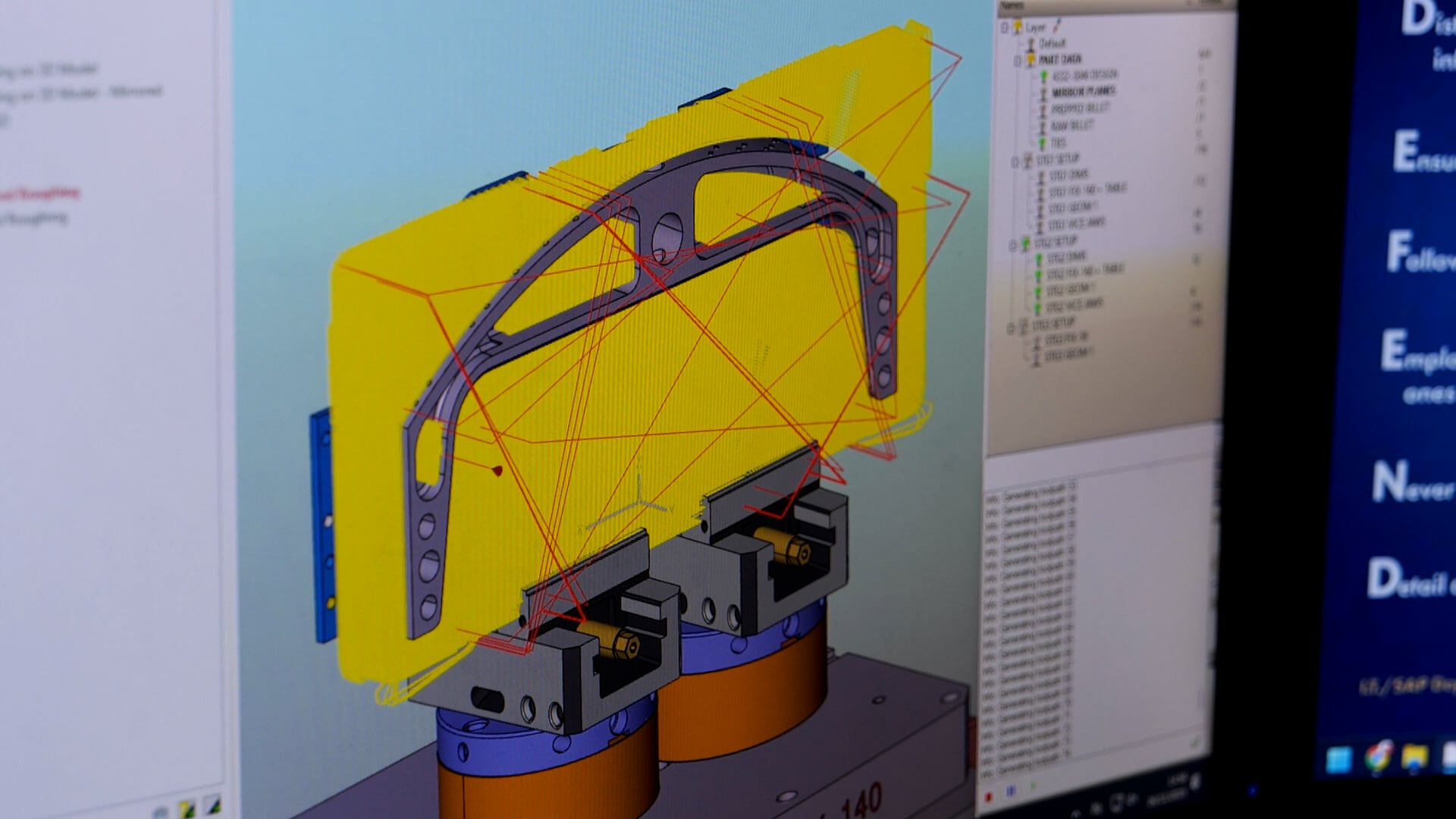
“Automation finds the envelope size of the component, and then, using the ceiling functions I built in Excel for our matrix plates, it works out the optimal billet size to minimise wastage,” Tom explains. “It calculates the number of pockets and features, counts the drilled holes, calculates the material removal rate, looks at the relative size of the component using the data from our time study, then layers in complexity modifiers and material type. It builds the cycle time automatically with one button push.”
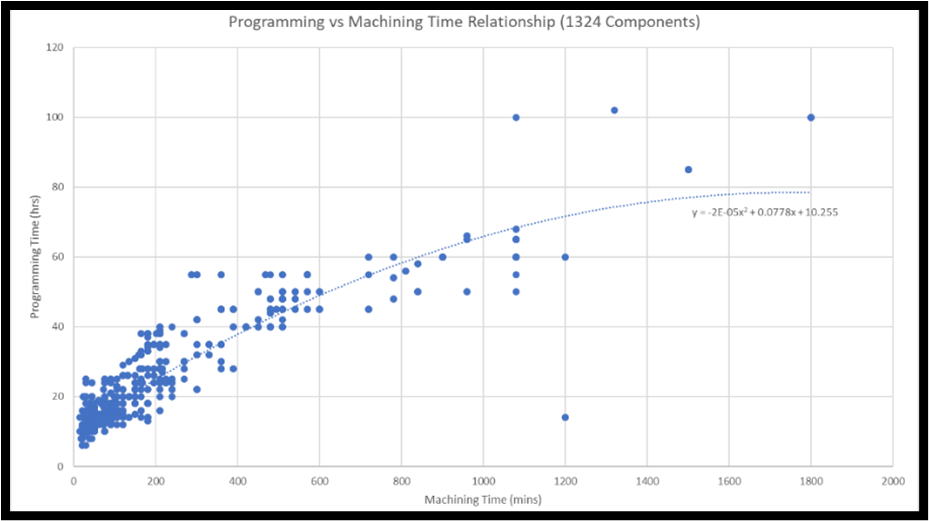
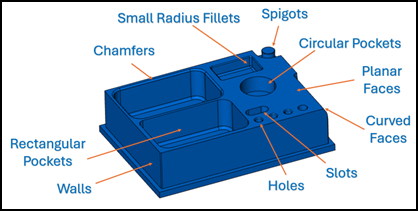
The methodology was underpinned by serious data work. More than sixty historical components were analysed for cycle-time and MRR behaviour, and a separate dataset of over 1,300 programming records was used to build a bespoke polynomial function that predicts CAM programming time from machining time. Validation took place on a Hermle C400 against a purpose-designed aluminium test part incorporating ribs, bosses, pockets, slots, chamfers and small radius fillets, the geometric vocabulary that statistical analysis had identified as the most common across Stoneswood’s quote pipeline. Stopwatch timing, CAM comparison and empirical cycle measurement confirmed the model held its ±10% accuracy target.
The user-facing layer has been deliberately constrained. All formulae and developer logic sit in hidden sheets; the end-user interface is restricted to colour-coded, locked input and output cells, so it is secure and error-free for non-technical staff.
The tool also auto-selects the most appropriate machine for the job, factoring in work envelope, machine travel and hourly running cost. “If the part’s too big for the Hermle, it’ll automatically say it needs to go on the DMG MORI DMC 80,” Tom explains.
82.5% faster quoting with reliable cycle-time predictions
The measurable return is now flowing through the business. Average quoting time has fallen from around 20 to 3.5 minutes per component, an 82.5% time saving.
There is a sales effect too. Some aerospace customers operate on a first-past-the-post basis, awarding work to the first competitive quote returned. With same-day responses now routine, Stoneswood has created a key relationship-building tool and reduced an overhead. The data also feeds the production planning department’s capacity graphs.
The same wider hyperMILL stack is delivering value beyond quoting. It now connects to the company’s ERP system and allows Charles to pull a component into the system, generate a runtime, generate a billet size and check stock automatically. “Importantly, no human interaction,” he says.
Where Stoneswood goes next
For Tom, HEART is the start of a wider automation roadmap rather than the destination. Within hyperMILL Automation, the next phase is to push automation deeper into the programming workflow, drilling cycles, billet preparation, probing routines and other repetitive front-end tasks, so that engineering attention is reserved for genuinely complex 5-axis challenges.
“It will become more conversational rather than based on the experience of the user,” Tom says. “That creates more regularity between quoting and programming, rather than large variations based on different strategies. Programming output can support the Excel quotation as a verification, comparing two independent methods against each other almost to the minute.”
A further strand of work targets the front-end of the quotation process. Integration with hyperMILL’s feature recognition system will allow pockets, holes and bosses to be identified directly from CAD models, eliminating manual feature counting. An OCR layer will pull dimensional information and tolerances from engineering drawings, closing the loop on Industry 4.0 digital continuity. A component nesting algorithm will optimise billet layout across multiple parts on the modular matrix fixture, minimising material waste on batch quotes. Bringing tool drawings out of CATIA and into hyperMILL is also on Tom’s list.
The longer-term ambition Tom puts simply: “I’d love to get to the point where we’re only programming the complex 5-axis stuff ourselves. The simpler 3+2 brackets become more of a verification exercise than a programming exercise.” Charles is investing accordingly. “Part of the journey is to release Tom from his current function and get him on hyperMILL full time, then we’ll really start to get the best out of hyperMILL,” he says.