
As a company that specialises in press tooling and subcontract machining, the throughput of work at Cube Precision Engineering can be as diverse as it is challenging. When the Rowley Regis based subcontract manufacturer was tasked with drilling 55,600 holes in a 3m by 2m press tool recently, it turned to the cutting tool experts from Industrial Tooling Corporation (ITC) and its industry-leading drilling lines.
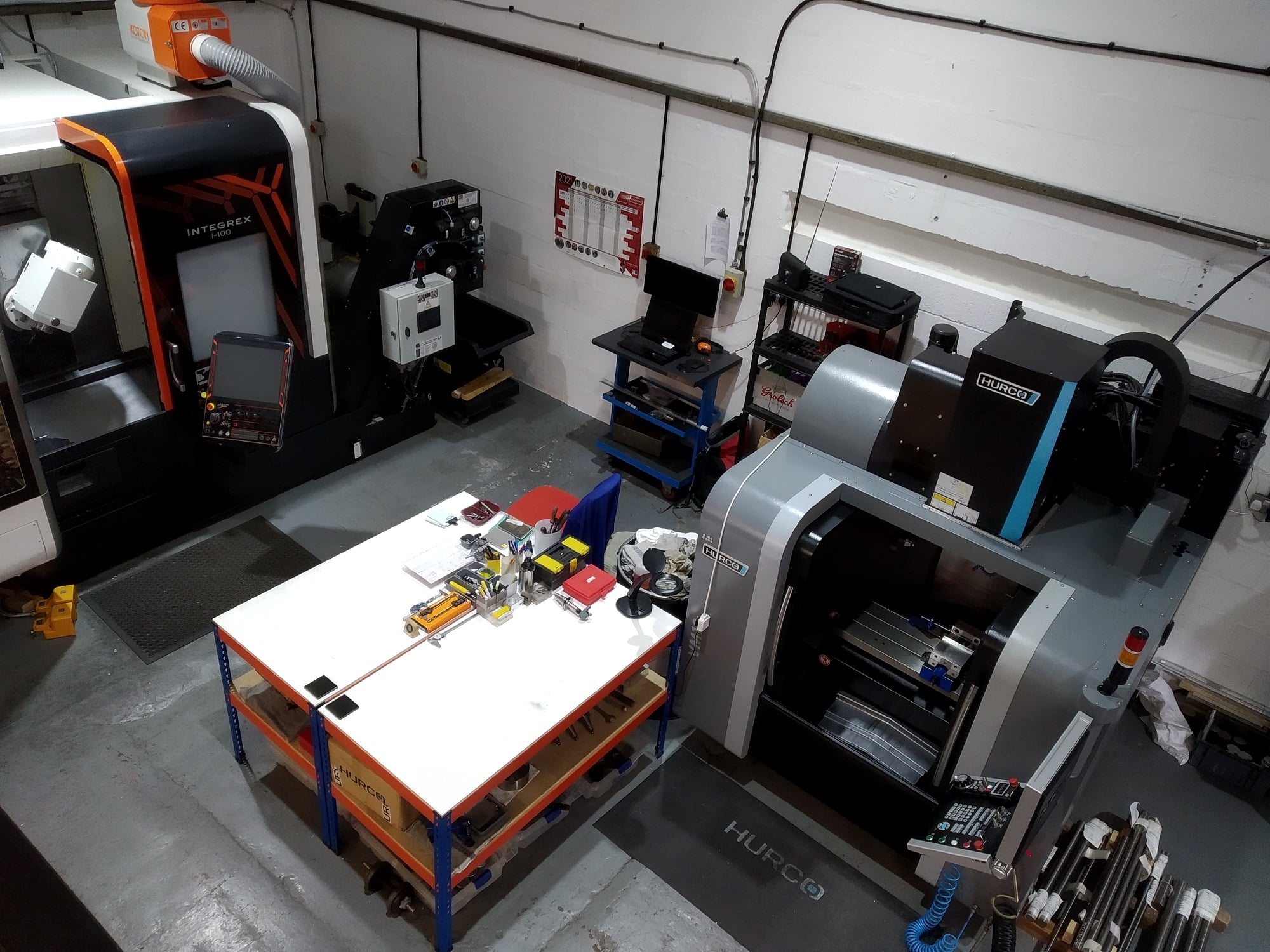
The Black Country manufacturer produces anything from small to large volume batches as well as bespoke tooling, stamping dies and more from an equally wide range of materials. To ensure the 37-employee toolmaking business can facilitate the production of large tooling projects, the company has a large bed Hurco DCX32i machining centre with a 3.2m by 2.1m bed – the perfect work envelope to accommodate the latest press tool that demands drilling over 55,000 holes in one 25mm thick plate and also a second 50mm thick EN8 steel plate.
With 13 CNC machining centres on the shop floor and a range of additional machining technology, the West Midlands company that works in the aerospace and automotive industries among others has witnessed a significant upturn in business since the pandemic. Discussing this, Cube Precision Tools, Managing Director Mr Neil Clifton says: “The pandemic was a difficult time for most businesses in the manufacturing sector, but we were proud to retain all of our highly skilled staff and exit the period with a strong forward order book. Our expertise in the toolmaking arena has now seen our business win significant levels of new business from both existing and new customers. One new customer is a ceiling tile manufacturer, and it was the recent design and production of a press tool for ceiling tiles that required the support of ITC.”
The press tool for ceiling tiles for offices is an onshoring project with the work being brought from the US to the UK, a factor that brought another challenge with Cube Precision having to work to imperial drawings and dimensions. The 3 by 2m press tool that can press 6 tiles simultaneously has one punch plate accommodating 55,000 pins and a corresponding base plate for the pins to enter after punching through the ceiling tile material – the company needed to drill a colossal 111,000 holes.
With the daunting prospect of drilling 111,000 holes, Cube Precision turned to its long-term tooling supplier for a solution. The West Midlands company has worked closely with ITC for more than seven years and now has a complete consignment stock of cutting tools from the U.K.’s leading cutting tool manufacturer. Despite having an ITC vending machine with consignment stock of upwards of 60 different product lines that includes everything from end mills, taps, drills, indexable inserts, thread mills and more – the challenge of 111,000 holes in EN8 steel plate required something different.
Commenting upon the situation, Neil continues: “With a completely new press tool, we involved Simon Yeomans from ITC right from the start. Drilling such a large quantity of holes is a significant undertaking and estimation errors on cycle times and tooling costs can be the difference between a profitable project and a loss to the business. Fortunately, we have complete trust in Simon, the ITC products and the service he provides, he is more like a consultant – providing valuable advice and recommendations to support our machinists on the shop floor.”
On this extremely precise press tool, the holes being drilled had to meet tolerances of +/-1thou (0.025mm) to ensure the punching pins would locate in the base plate. The project required a solution that was the epitome of precision, concentricity and runout. The first step for Simon Yeomans, the ITC Application Engineer tasked to find a solution, was to enhance the working environment and particularly the concentricity and run-out of the tools. Luckily for Cube Precision, its preferred cutting tool partner is also the UK’s primary BIG KAISER solution provider.
Prior to trialling any drill, the ITC expert set about improving the toolholding environment for the subsequent drill by maximising process stability. This involved the installation of the BIG KAISER New Baby Chuck NBS13, an extremely high-precision through coolant collet chuck that demonstrates unparalleled accuracy, stability and run-out to within just a few microns.
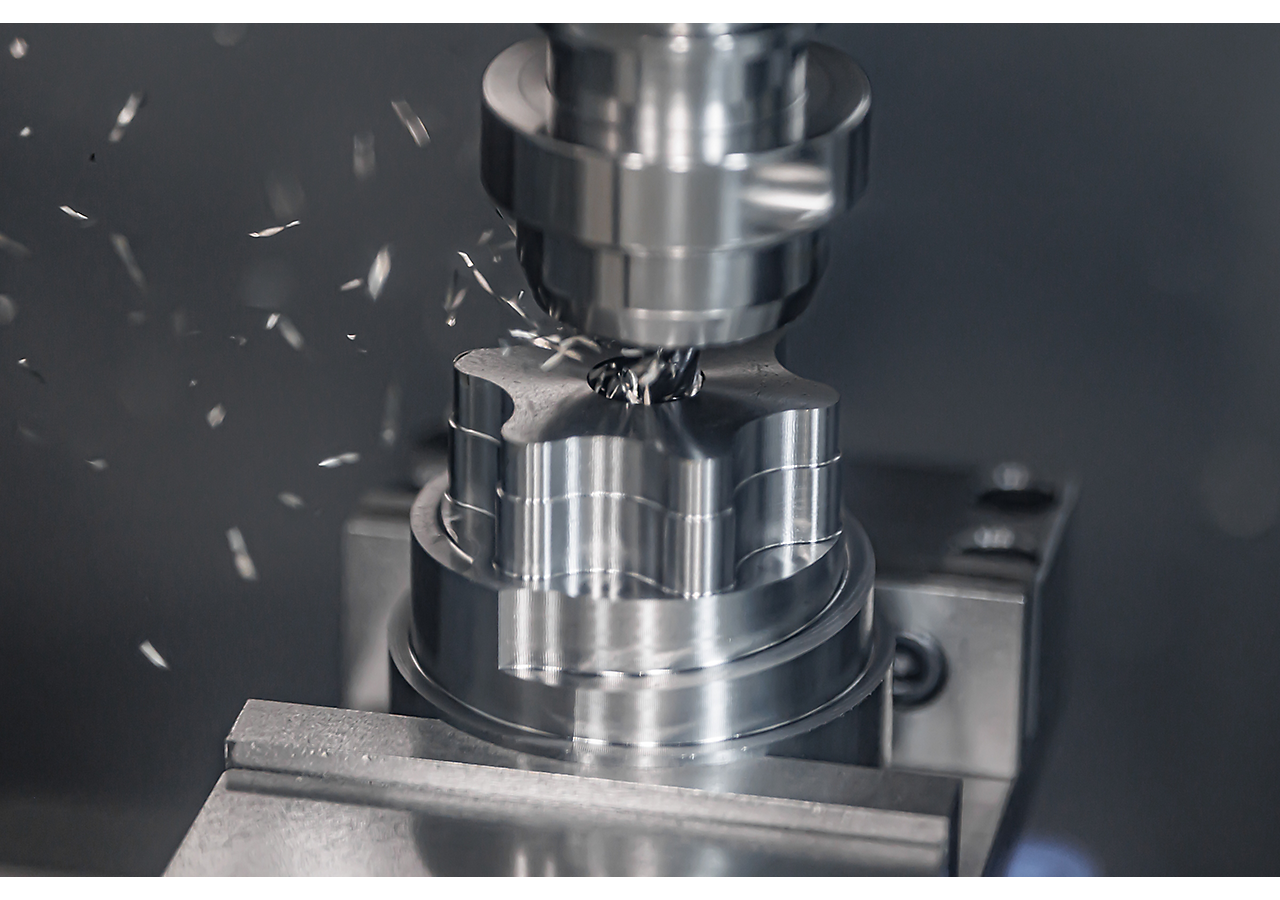
With the drilling environment optimised, the next step was to select the optimal drill. The challenge for the ITC engineer was to introduce a drill with an effective chipbreaker to break the swarf of the medium tensile and strong steel that inherently creates chipping challenges – especially when tasked with drilling 111,000 holes. Drilling the 1/8inch (3.175mm) holes, ITC’s Simon Yeomans trialled one or two drills with different cutting data. However, it was the performance of the ITC Widia VDS403 drills that stood out. The solid carbide 8XD 30 degree helix drill with through coolant facility performed like a dream, evacuating the swarf with ease.
On this challenging project, the VDS403 drill from ITC processed more than 1200 holes before swarf control proved difficult – a sign that the drill needed re-sharpening. Thankfully for the West Midlands manufacturer, as a fellow UK manufacturer, ITC has the facility to re-grind cutting tools to reduce tooling costs and waste for customers.
Concluding the project, Neil Clifton adds: “As always, Simon from ITC has been at our side throughout this project, supporting our engineers with the right solution for the job. The ITC Widia drills have performed impeccably and we are delighted with the results. The speed, precision, concentricity and surface finish within the holes has enabled us to comfortably meet our deadlines and exceed the customers’ quality expectations. Furthermore, the tool life has been extremely impressive and this has contributed to reducing our costs on the project.”