FOUNDRY TO DOUBLE PRODUCTION OUTPUT OF MACHINED TRANSMISSION CASTINGS
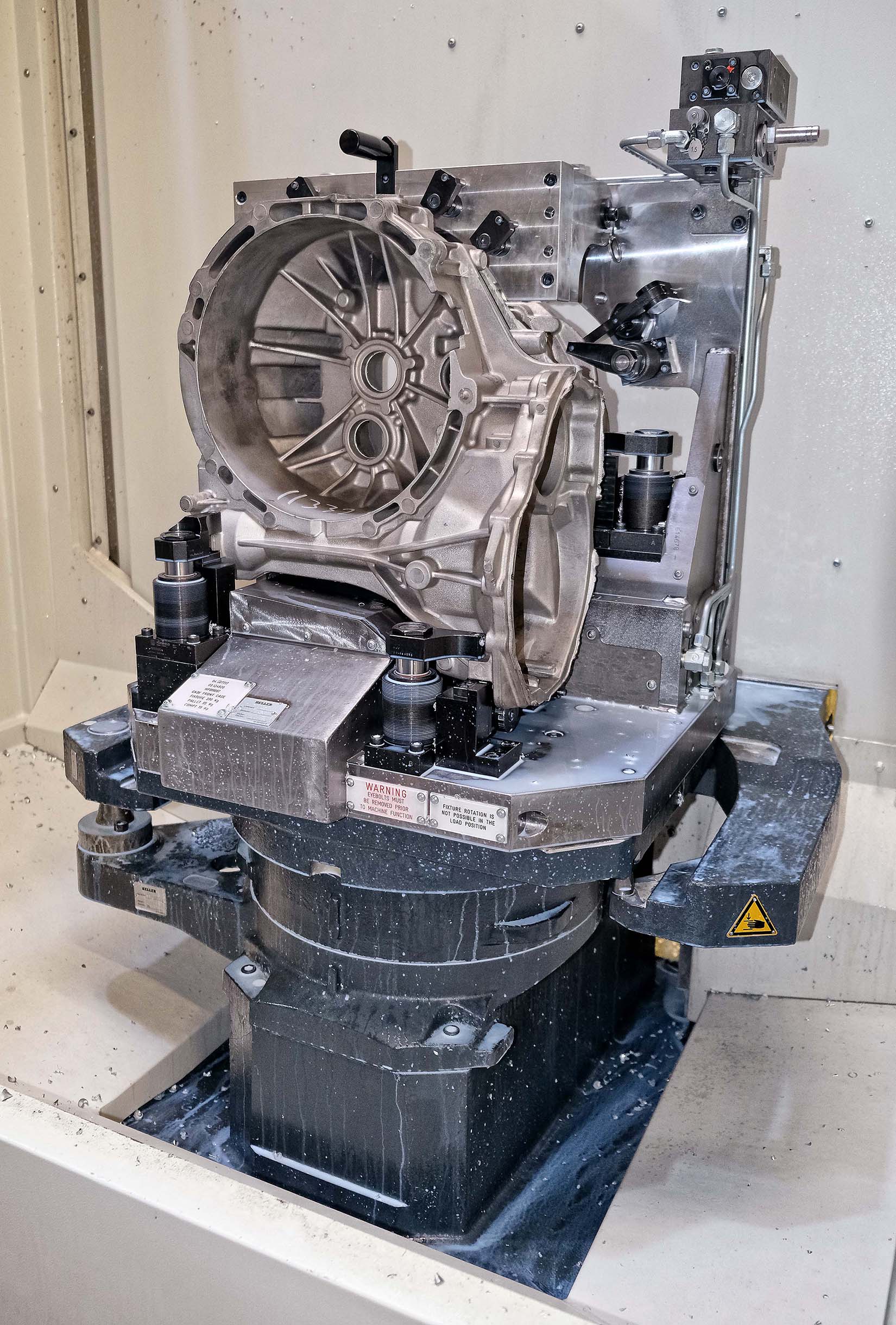
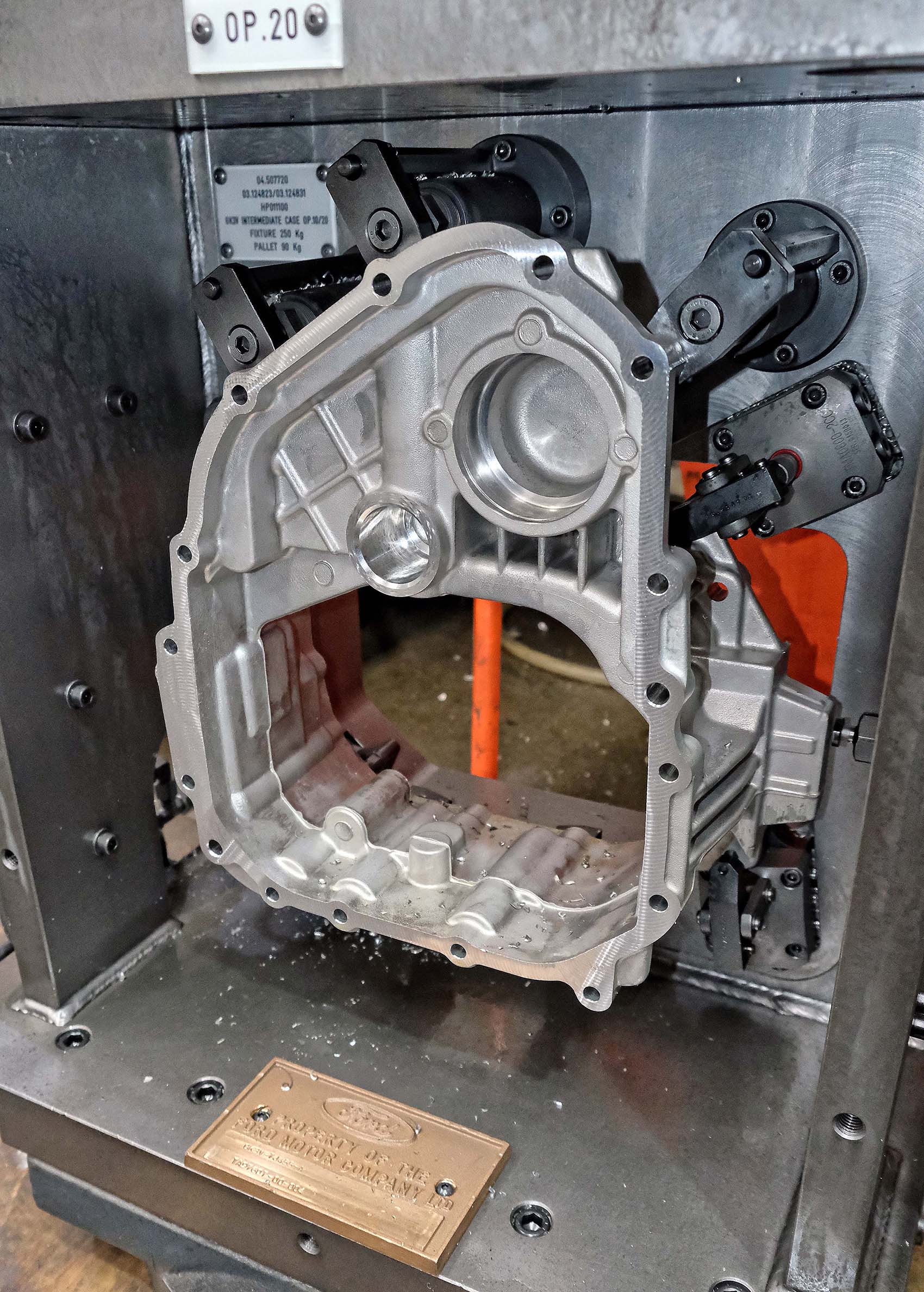
A substantial proportion of MJ Allen Group’s more than £30 million annual turnover comes from gravity die casting and machining the aluminium main case, intermediate and cover for a modified transmission that goes into the all-wheel-drive (AWD) version of the Ford Transit van. Currently 100 sets per week are delivered to Getrag Ford Transmissions in Halewood for assembly and export to a vehicle manufacturing plant in Turkey, but that number is predicted to double by the spring of 2020.
To cope with the extra demand, the subcontract casting and machining specialist is building a second die casting cell in Ashford, Kent, which is due to be operational in early 2020. Additionally, in September 2019 the company bought a second pair of Heller horizontal-spindle, twin-pallet production centres to machine the increasing quantity of components.
Back in 2007 when Ford approved the AWD transmission design, the rights for which passed to MJ Allen when it purchased four-wheel-drive specialist County in Knighton, Powys, only around 30 transmission sets per week were cast and machined. The number has gradually increased but will grow significantly faster over the next few years, as more vans are being purchased to deliver goods including those ordered over the internet. Such vehicles are also popular with sole traders and as mobile workshops. In some countries, they are used for postal delivery or converted into ambulances.
Even at the start, 30 transmissions weekly involved much larger batches than MJ Allen traditionally manufactured. Ones and twos up to a maximum of 10 were more usual quantities for subcontract sand casting and machining of the company’s aluminium, iron and bronze components.
Existing horizontal- and vertical-spindle prismatic metalcutting equipment on the shop floor with working envelopes of up to 3 x 2 x 2 metres were ideal for milling and drilling these castings, which can weigh three tonnes, but were overly large, not sufficiently well specified and too slow for production machining of the smaller automotive transmission parts.
Group managing director Tim Allen explained, “Early in 2006 we realised that new equipment would be needed for the Ford AWD project, so we visited the MACH exhibition in Birmingham to review what was available. Of all the potential suppliers we spoke with, Heller Machine Tools stood out as being the most receptive to our requirements.
“We wanted a two-machine turnkey solution and a hand-holding approach with applications back-up, as this was the first significant automotive contract we had won and our initial entry into machining of production volumes. That level of service was forthcoming from their Redditch headquarters and factory and continues to this day.”
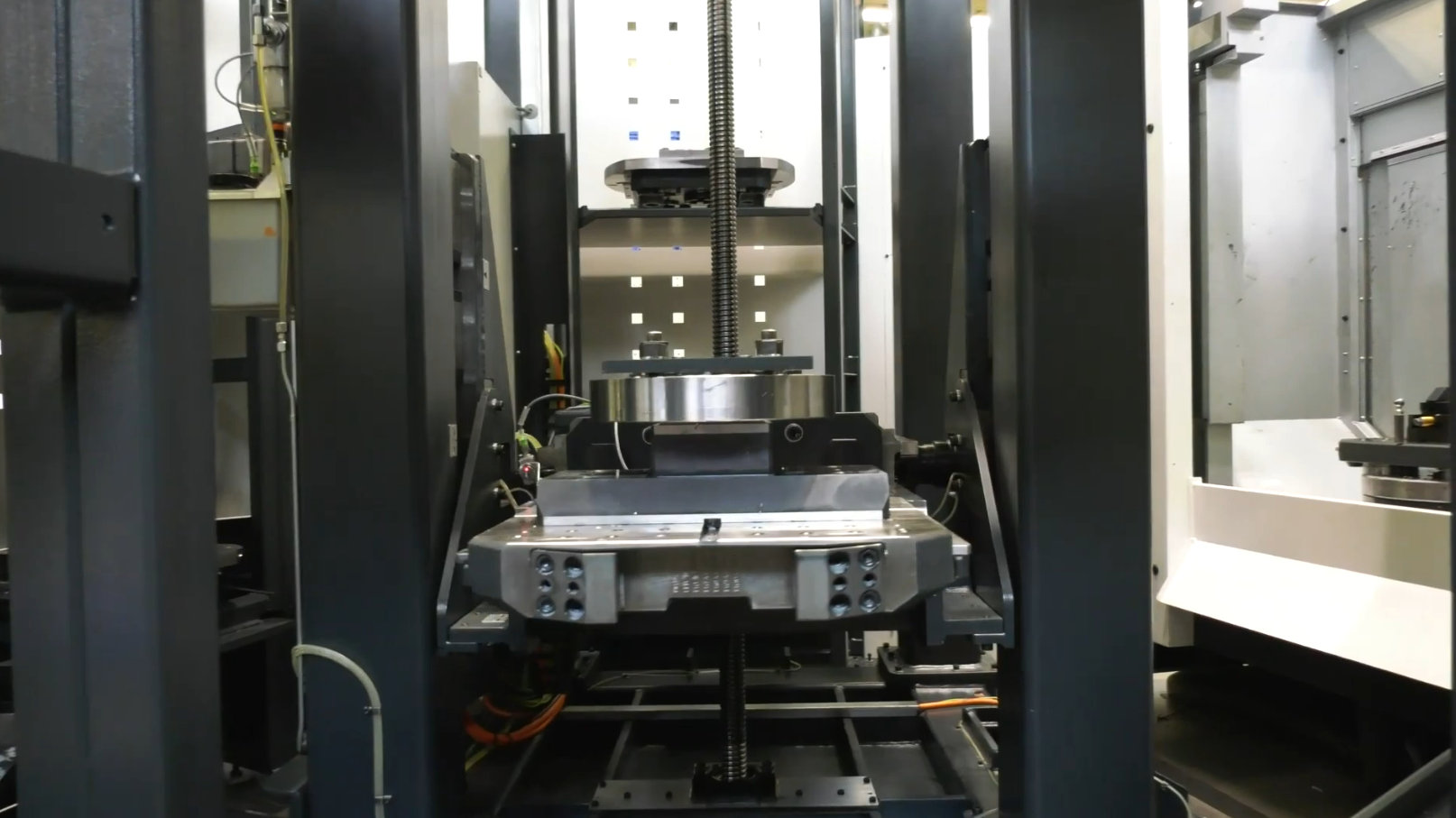
He added that the first models were Heller MCI16s with an 800 x 630 x 630 mm machining envelope, whereas the two latest models, H4000s, have a larger 800 mm cube working volume and are manufactured in Redditch, a fact that guarantees after-sales support of the highest level.
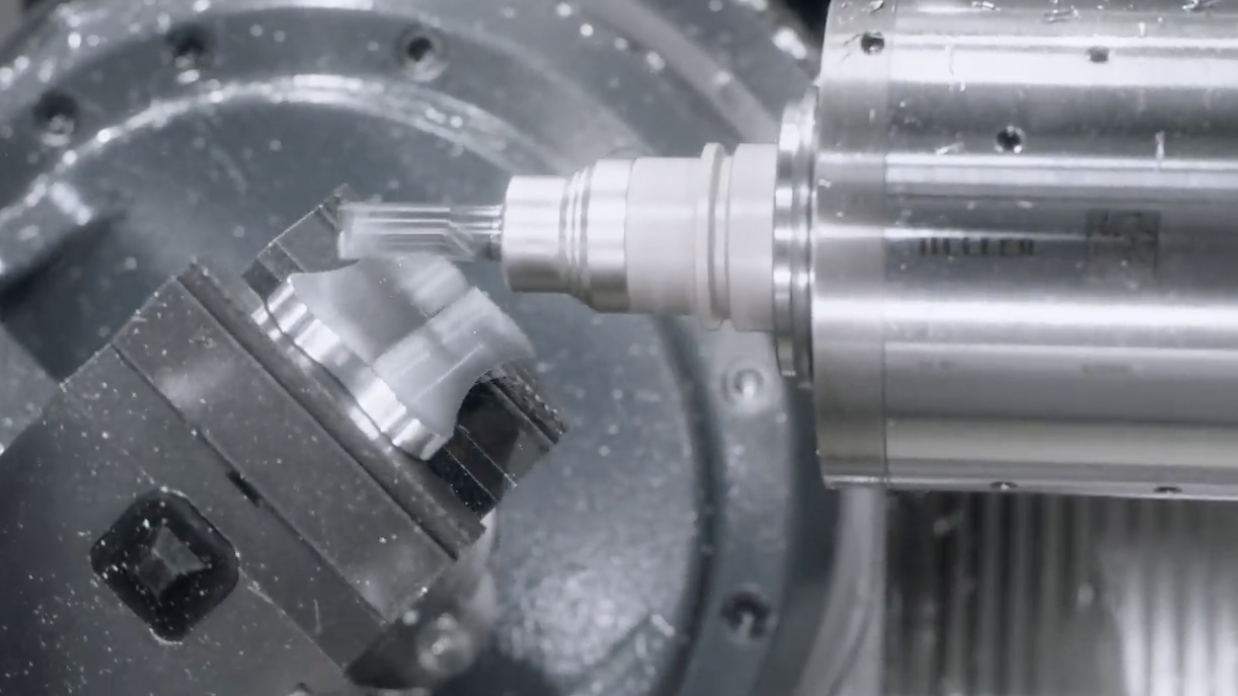
Installed in a space in MJ Allen’s 18,000 sq ft machine shop previously occupied by test equipment that was relocated to a new, 2,000 sq ft extension, the H4000s mirror the duties of the MCI16s. One of each pair is devoted to producing the transmission’s main case in three operations, the longest cycle being one hour. The other two are able to machine both the intermediate and cover castings four at a time per pallet in two operations apiece, as the cycle times are shorter.
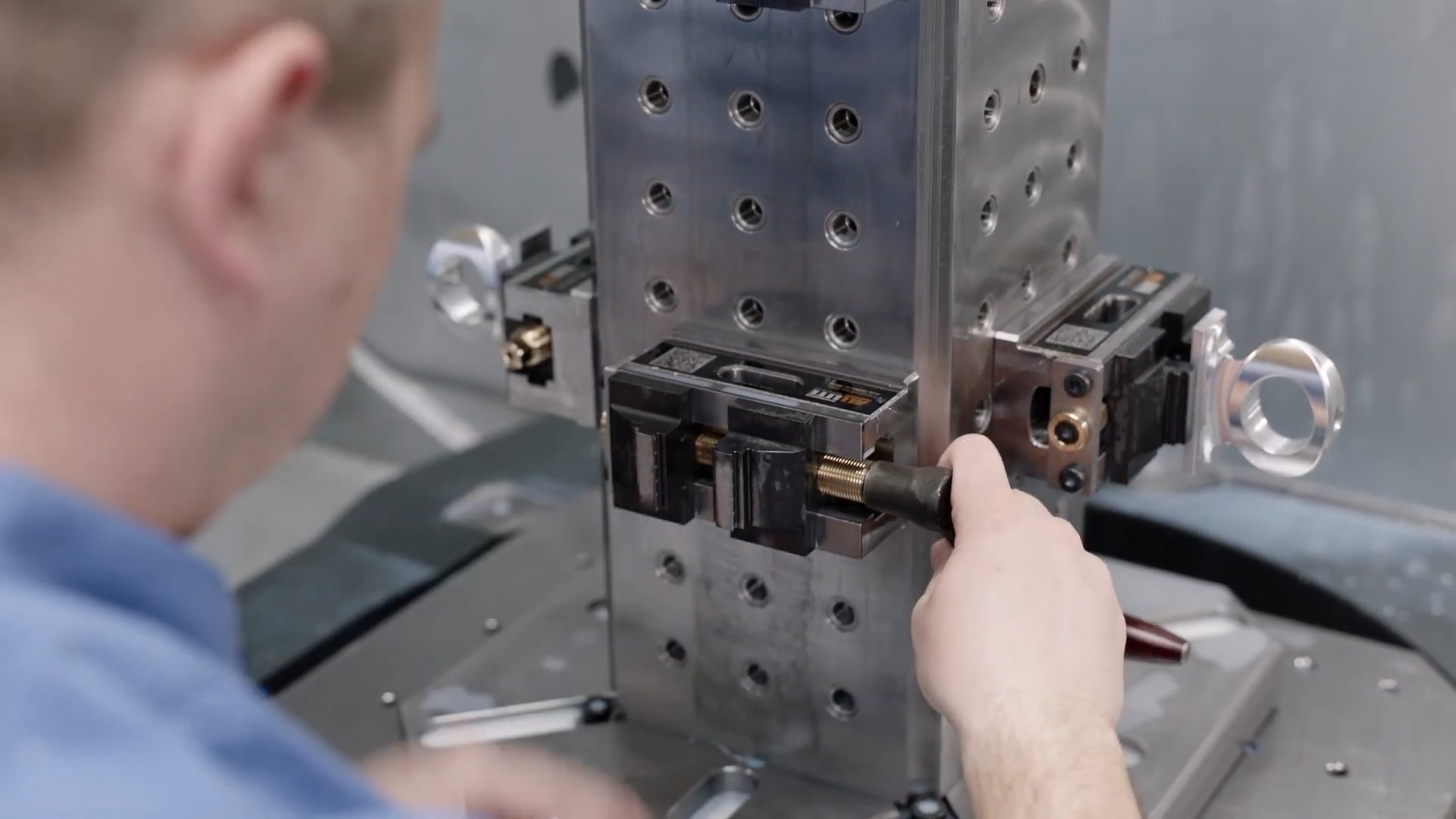
Dedicated hydraulic fixtures, which are freely interchangeable between all four machines, secure the workpieces. Similarly, all programs run in any of the Siemens 840D controls. Accuracies down to ± 10 microns are achieved, which is the drawing tolerance for gear centres.
The Ford AWD contract is long-term, but with electromobility transforming the automotive world there will undoubtedly be changes coming. With this in mind, when opting for the Heller H4000s Mr Allen chose a larger working area than is actually needed for the transmission application and a B-axis rotary table, which is not currently used, thus providing flexibility for future changes of use.
In conclusion, Mr Allen said, “When it came to doubling our transmission production capacity for Ford we had no hesitation in returning to Heller.
“The original machines have proved very reliable for more than a decade and still perform well, while the new models offer larger capacity in a similar footprint.
“Also, the supplier’s response to our service requests throughout has been prompt and comprehensive, whether it involves a telephone query or an engineer’s visit.”