


06:48




When Medley Precision Ltd won a contract to produce fire suppression assembly systems, the Mansfield subcontract manufacturer was initially producing the parts on a single spindle turning centre. However, as the required quantities quickly escalated, a better solution was needed – the company turned to the Engineering Technology Group (ETG) and the renowned Nakamura-Tome brand for a solution.
Like many leading subcontract manufacturers, Medley has a plant list of high-end machine tools that epitomises the quality demanded by its equally prestigious customers in the offshore, power generation, rail, medical, aerospace and defence sectors. With the aluminium fire mist nozzle systems consisting of a family of four components, the initial requirement was for 200 parts (X4) per month – a volume sustainable for the existing turning centre. However, the volume rapidly exploded from a total of 800 parts to 6000 (1500-off X4) and a solution was needed urgently.
As Medley Precision Production Manager Stuart Solomon recalls: “The volume rapidly expanded and we looked at a sliding head lathe, but one of the parts in the assembly was over 50mm diameter – beyond the realm of a slider. We then looked at a range of other leading manufacturers, but it was the pedigree, quality and the price to performance ratio of the Nakamura-Tome brand that sold it to us.”
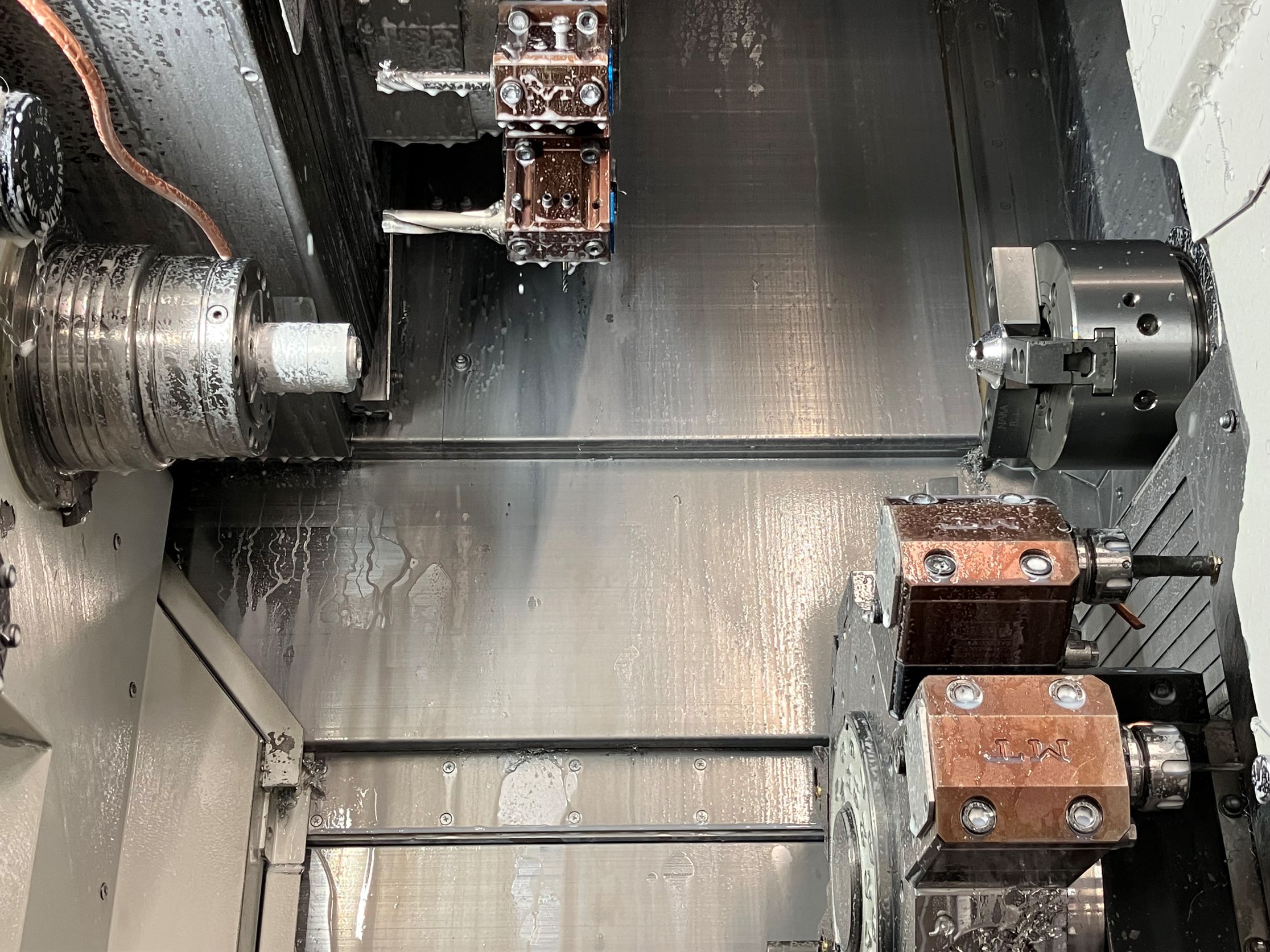
The AS: 9100 certified Nottingham company purchased a twin-spindle twin-turret Nakamura-Tome WT15II turning centre at the start of the Covid pandemic to cruise through the 6000 part per month order. “For us, having the facility for one-hit ‘lights-out’ machining via a barfed turning centre was crucial to our investment decision. Moving from a chucking single spindle lathe to the Nakamura WT150II was a complete revelation. On the four parts, we more than halved the cycle times. The cycle time for the aluminium nozzle body was cut from 14 minutes to 6 whilst the time for the other three parts were cut from 8, 6 and 4 minutes to 4, 3 and 2 minutes respectively. But this wasn’t just about cycle time improvements, we wanted to create a stable and efficient process.”
The results were immediately evident. Medley went from one operator permanently located on the single spindle lathe to one operator on two machines. The quality and consistency of the parts were vastly improved, as were the surface finishes. The same Nakamura stability that improved surface finishes and consistency also prolonged tool life significantly with operational costs falling sharply. As Stuart adds: “With the cycle time savings, we could also introduce a de-burring cycle for each part and still be more than 50% faster than before. The de-burring cycle eliminated the need for the parts to be put through a post-machining rumbler process to de-burr parts. Our operator would put 200 parts per hour into the rumbler for de-burring whilst running a single-spindle machine full-time. Not only have we eradicated this additional process, our consumable costs and the energy efficiency of running one machine instead of two is evident.”
With the first Nakamura-Tome WT150II proving such a success for Medley, the company once again turned to ETG when the order books in the turned parts department continued to bulge. As Stuart recalls: “With the first Nakamura dedicated to 24 hour 5 days a week production of the fire suppression system, we were noticing our remaining single and twin-spindle turning centres were increasingly close to hitting full capacity – we needed another Nak.”
The East Midlands manufacturer was witnessing a surge in rail work with an increasing demand for fuel systems and associated parts for trains in batches of 100+ as well as an increase in high-value oil and gas exploration parts such as flow regulators and pins in varying quantities from 20 to 150+ parts. Medley specified the Nakamura WY150F, a turning centre with a larger footprint and work area than the WT150II – a footprint that accommodates Y-axis cutting on both the upper and lower turrets. Confirming this, Stuart says: “The Nakamura WY150F is a slightly larger machine than the WT150II, but it offers additional capabilities. The machine was only commissioned in September and we are already seeing the benefits of this. We swapped the single spindle machine out and replaced it with the WY150F, as the single spindle machine no longer meets our profile for a turned parts machine. Whilst we can acknowledge that the single spindle turning centre is no match for a twin-spindle Nakamura in productivity terms, we are realising the true value of the Nakamura WY150F, as we are now transferring parts from our other twin-spindle turning centre.”
“We have just moved a part from our other twin-spindle machine to the Nakamura WY150F and the Nakamura has cut the cycle time from 15 minutes to less than 8 on a brass component for the rail industry. This cycle time saving is being achieved by hitting both sides of the part at the same time by using the upper tooling turret on the main spindle and simultaneously hitting the back end of the part in the sub-spindle with the lower tooling turret. By identifying this saving, we will be gradually moving more of our volume components to the new Nakamura and moving our lower batch quantity work to the single turret turning centre. Another factor that is making the Nakamura perform so well is the impressive technology and software within the control panel as well as the Hainbuch workholding system.”
With the first Nakamura WT150II turning centre dedicated to producing a family of fire suppression components and the second Nakamura WY150F rapidly churning its way through the capacity for Medley, the reduced lead times and improved component quality is bringing more work to the subcontract manufacturer. Will we see a third Nakamura being ordered any time soon….
Opt in today to our newsletter











