


06:48





When it comes to machining turned parts, there are very few companies with the experience, prestige and capabilities of HPC Services Ltd. As an industry leader, when Ilkeston-based HPC specifies new fixed-head CNC turning centres, it turns to the Engineering Technology Group (ETG) and its Nakamura-Tome brand.
Established in 1997 with a single sliding head lathe, the BTMA member now has 10 sliding heads and eight fixed head machines, and along with sister company Hemlock Engineering Ltd, the two companies have more than 80 staff and 45 CNC machine tools. This is why they are acknowledged as one of the largest subcontract organisations in the East Midlands.
Typically producing batches from 200 to 2000 off on its fixed head machines and larger runs on its sliders, HPC Services holds upwards of £1m of stock components for its multitude of long-term customers to ‘call off’ at any point. With the majority of its machine tools operating at a 92% spindle uptime, when stock depletes below a certain level, the company recognises it needs to invest in new machines to meet customer demand. So, with stock levels diminishing in line with increased customer demand and the company witnessing a period of significant growth, HPC needed more capacity – the answer was a Nakamura-Tome WT150II-F turning centre that was installed in May.
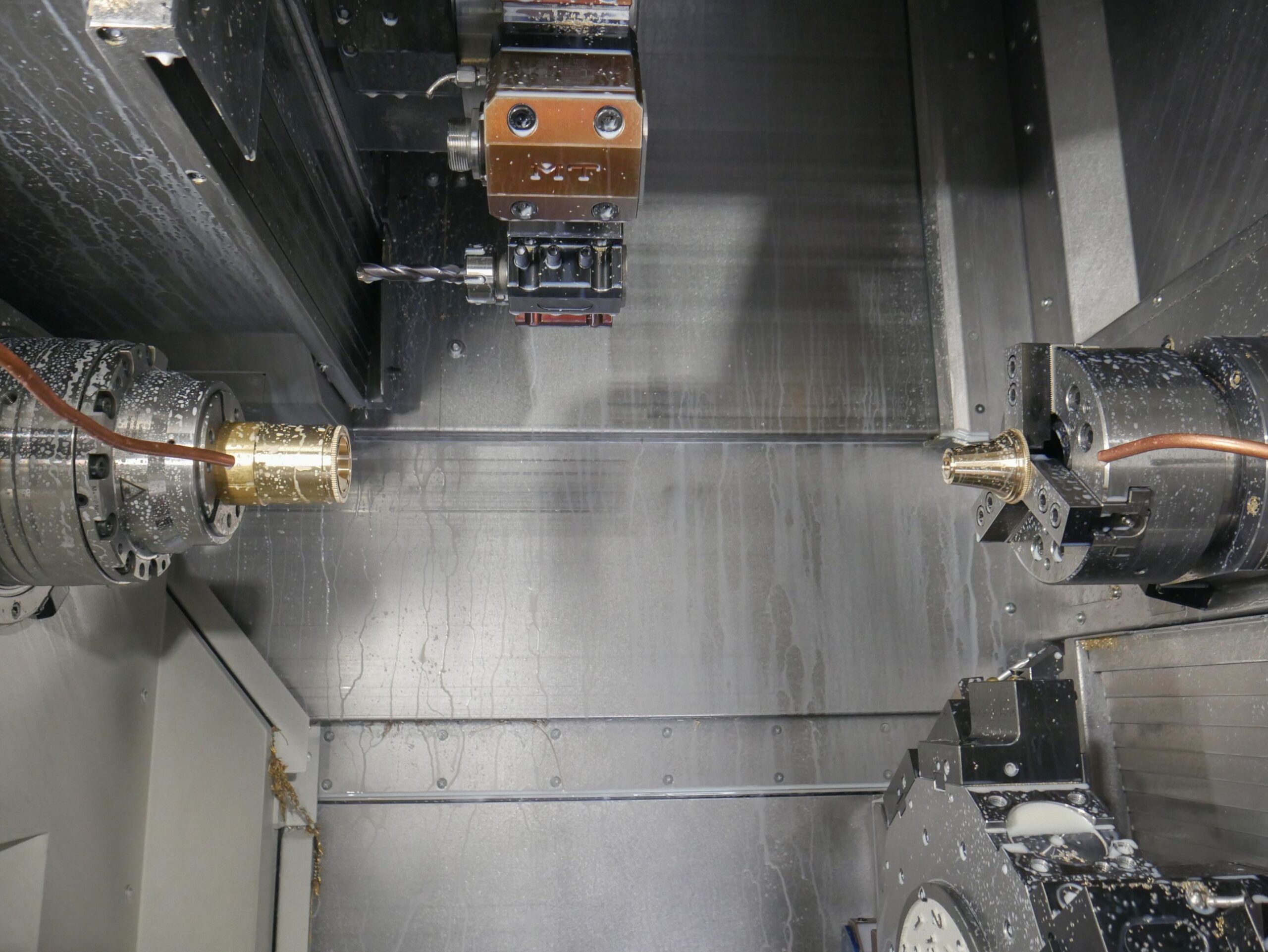
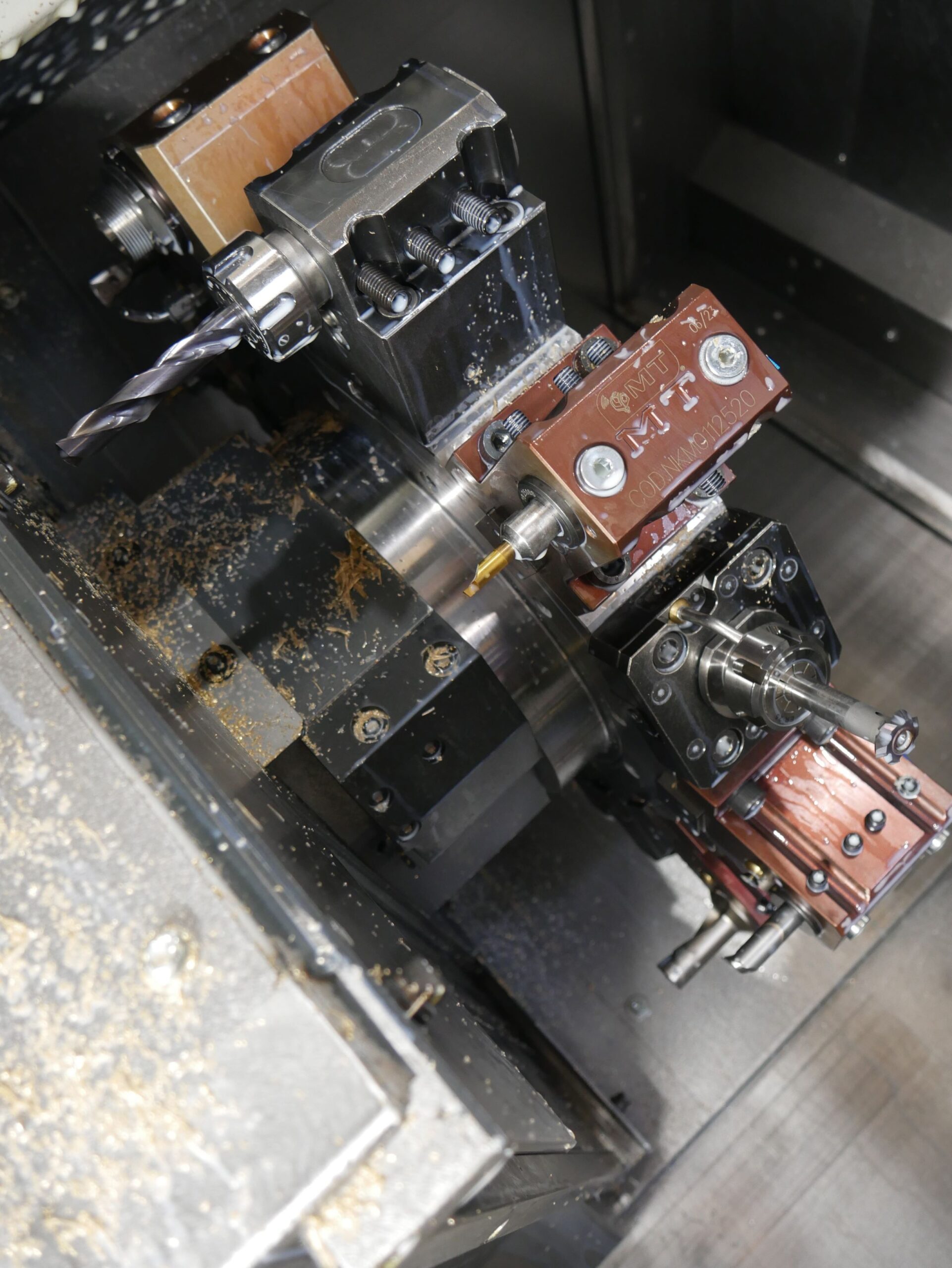
Discussing why the company specified a twin-spindle twin-turret Nakamura-Tome WT150II-F, HPC Services Managing Director Mr Paul Cobb simply says: “The Nakamura is the ‘ultimate subcontractor’s machine’. It’s fast, powerful, and productive but above all else, it’s an extremely flexible machine. That is what you need when you don’t know what job is coming through the door next.”
The ISO: 9001 manufacturer now has 6 Nakamura machines and alluding to this, Paul continues: “We’ve had Nakamura machines for over 20 years – they never let us down. We had three Nakamura machines and when the brand underwent a significant upgrade over 10 years ago, we bought a new WT150 machine and its enhanced capabilities and speed enabled it to replace two of the previous Nakamura’s. The major upgrades at that time were a move from worm to tang drives that increased the rigidity of the axes and milling capabilities, Nakamura also introduced a new control and software system. From that point, we have bought another three WT150II-F machines, a WT100 and we also bought a smaller single spindle single turret Nakamura AS200.
Nestled between Derby and Nottingham, the subcontractor manufactures everything from high-end kitchen and bathroom taps and ancillaries to fire suppression systems, camera and scientific devices to hydraulic components for the rail industry, primarily machining brass, stainless steel and aluminium. Discussing the variation of parts manufactured, Paul says: “Our sliders produce small components and the Nakamura machines are dedicated to larger parts. However, when it comes to machining small stainless parts, we move these to the Nakamura’s. The Nakamura’s are more powerful and robust, which results in higher cutting speeds and feeds, better surface finishes and extended tool life. Whilst sliders will be inherently faster than fixed-head machines, the ability to use larger more rigid tools on the Nakamura’s along with the flexibility to machine any part with multiple tools cutting simultaneously is fantastic. Furthermore, this stability and versatility means we can get jobs off the machines in one hit and by using the Hydrafeed Rota-Rack system on the WT150II-F machines, we can run the machines unmanned over the weekends.”
Regarding the seamless installation of the most recent Nakamura WT150II-F, Paul adds: “We have our Nakamura machines set up with the programs and tools ready to run. All our tools are stored on shelves with the pre-sets, so they are ready to go. This means that any time a repeat job arrives, we have the programme and tools ready to run. This may be more costly from a tooling perspective, but it drastically reduces set-ups and changeovers. We can have some pretty complex jobs set up and running in less than an hour and this system of operating also works when when new machines are installed. For example, the latest Nakamura WT150II-F that just arrived was up and running within hours of it being commissioned.”
The bank of Nakamura machines now runs for 18 hours a day during manned shifts and the remaining 6 hours of the day unmanned. The new Nakamura WT150II-F that was installed in May has run 18 hours a day and 5 days a week since it landed on the shop floor. “The Nakamura’s are fantastic. We had space under a staircase for a smaller machine and we bought a Nakamura AS200 single spindle machine – even that has been running around the clock since it was installed. In fact, we keep our WT150 and WT100 machines for barfed work and the smaller AS200 is used for 3-4 inch billet jobs.”
Looking to the future, Paul concludes: “We are about to launch a new milling company called Skyblade for high-volume automated milling and we also want a dedicated facility for our Nakamura machines. We are confident that with our growth trajectory, we will have 10 and maybe more Nakamura machines soon.”
Opt in today to our newsletter











