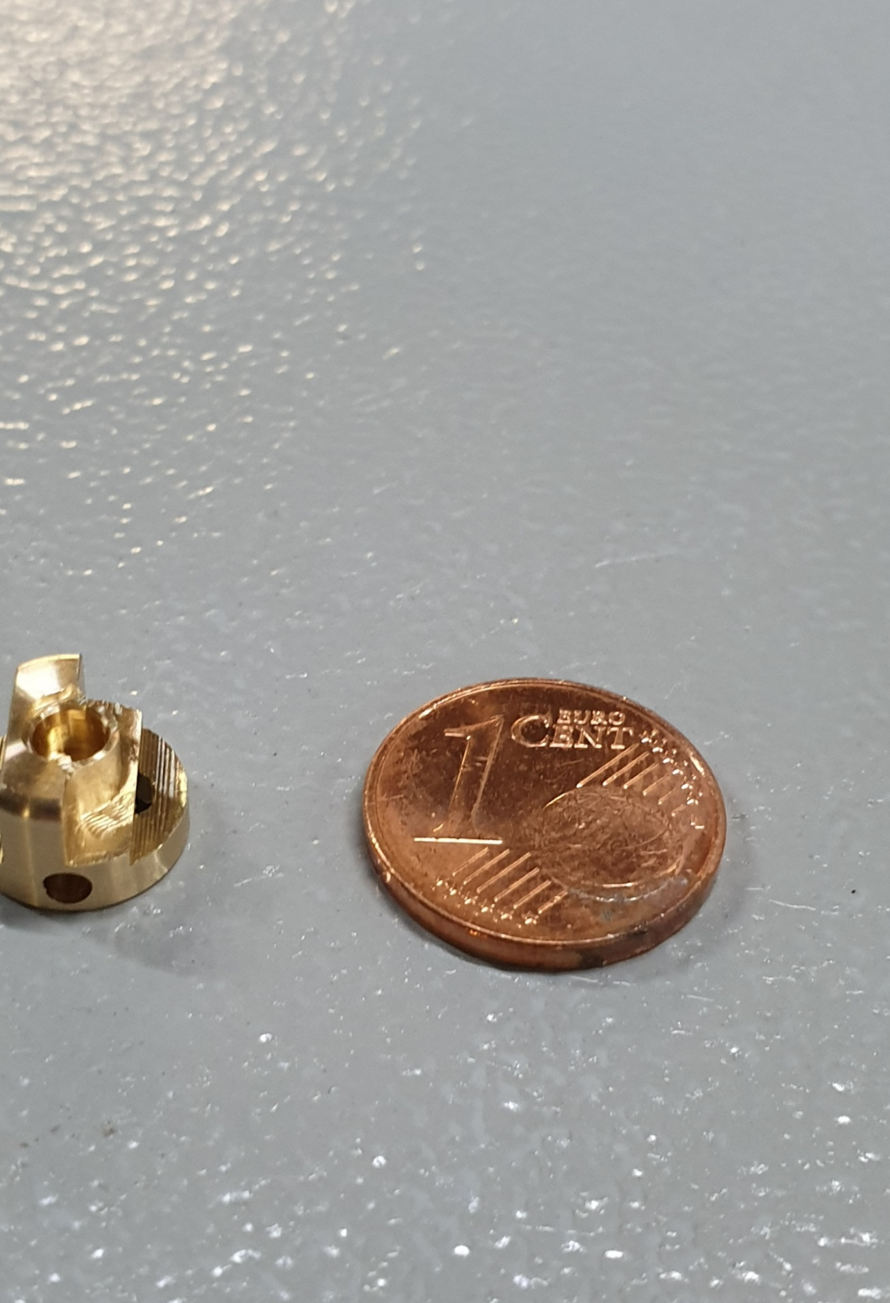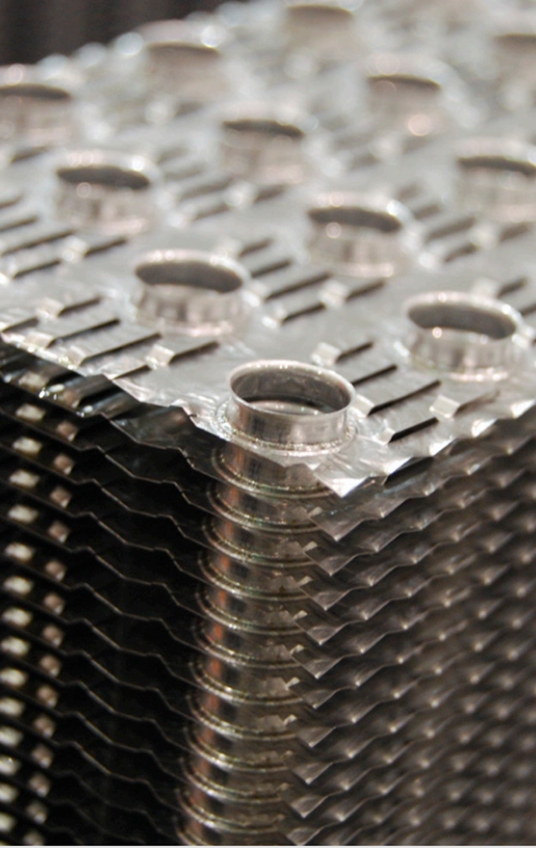

Burr Oak Tool Inc. is the leading producer of dies used to produce two types of fins for window air conditioners. Evaporator fins on the side of the air conditioner inside the window transfer heat from the inside air to the cold refrigerant flowing through the evaporator coil. Compressor fins located on the side of the air conditioner outside the window move heat from the now hot refrigerant to the outside air. Burr Oak Tool dies progressively stretch and reform the fins through a series of metal forming operations that extrude and reduce the thickness of the fins. The very complex geometry of the dies must be controlled within +5/-0 ten thousandths of an inch in order to meet fin tolerances.
Until recently, the company finished and semi-finished fins on a Makino Form Grinder because its machining centers could not hold the required tolerances. It took 9.2 hours to produce fins with a waffle form and 11.3 hours for sine wave fins. Burr Oak Tool recently purchased a Mazak VTC-800 4-axis vertical machining center with the goal of reducing machining time for these dies. The new machine is much more difficult to program than any of the machines used previously by the company. Adding to the challenge is the fact that parts are designed in 2D because they have so many holes and other features that it would take prohibitively long to design them as solid models.
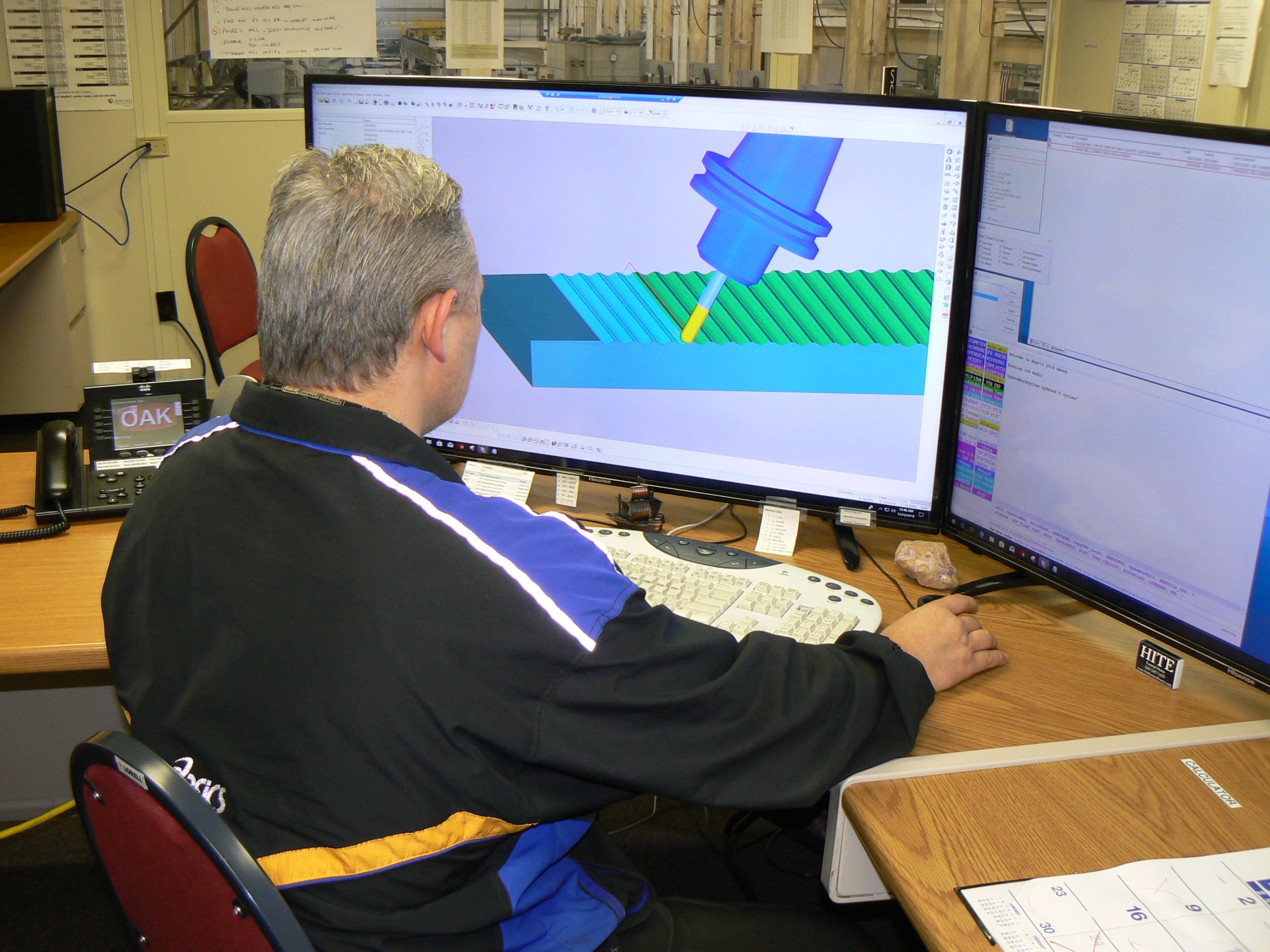
Burr Oak Tool previously used a CAM software package that did not accurately simulate machining operations. The company mounted many of the parts it machined on workholding devices called tombstones and it was not unusual for a spindle driven by a new program to crash into a tombstone, which often required expensive repairs. “We switched to ESPRIT CAM software from DP Technology because it accurately simulates the machine, turrets, spindles, tools and workpiece in real-time operation,” said David Schwartz, CNC Programming Manager for Burr Oak Tool. After switching to the new CAM software, Burr Oak Tool programmers attended ESPRIT training for the Mazak VTC-8000 and the company purchased a Solid Mill Free-Form 3-Axis add-on for one of its ESPRIT licenses.
With ESPRIT, Burr Oak tool programmers detect crashes and gouges during the programming process before downloading the program to the machine. ESPRIT’s simulation capabilities have eliminated crashes while substantially improving the productivity of the company’s programming team. Over the time it has used ESPRIT, the company has reduced its programming team from 12 to 6 people through attrition while substantially increasing its programming volume and its revenues.
The first step in programming the fin dies is importing the 2D models that contain the part definition. Only a few clicks are needed to extrude the 2D models to create the 3D surface geometry. The next step is to define features such as holes and bosses which map into machining operations. Burr Oak Tool programmers currently perform this step manually although in the future they plan to investigate the automatic feature recognition capability of ESPRIT. Burr Oak Tool programmers use ESPRIT’s mill between curves feature to define the surface to be milled.
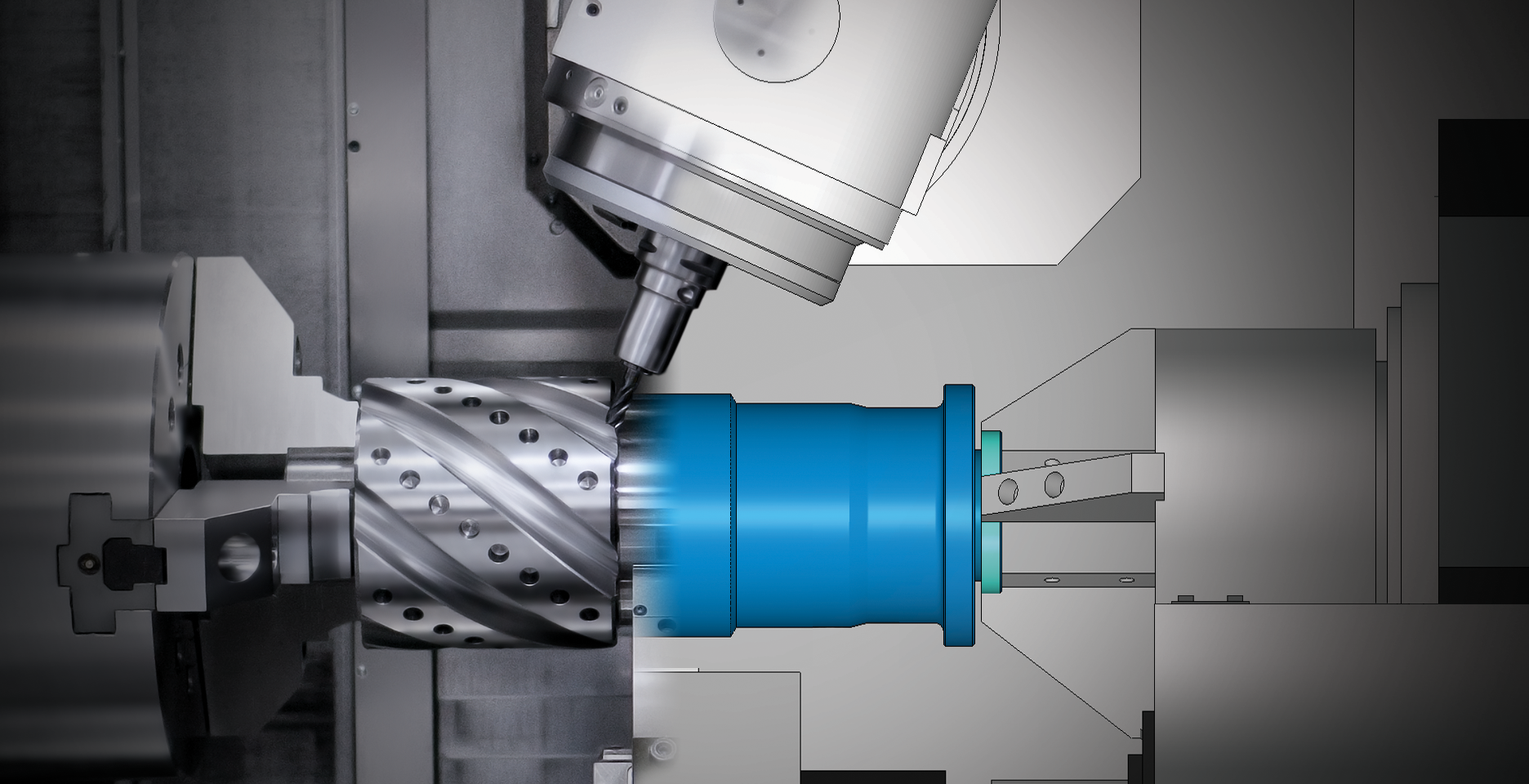
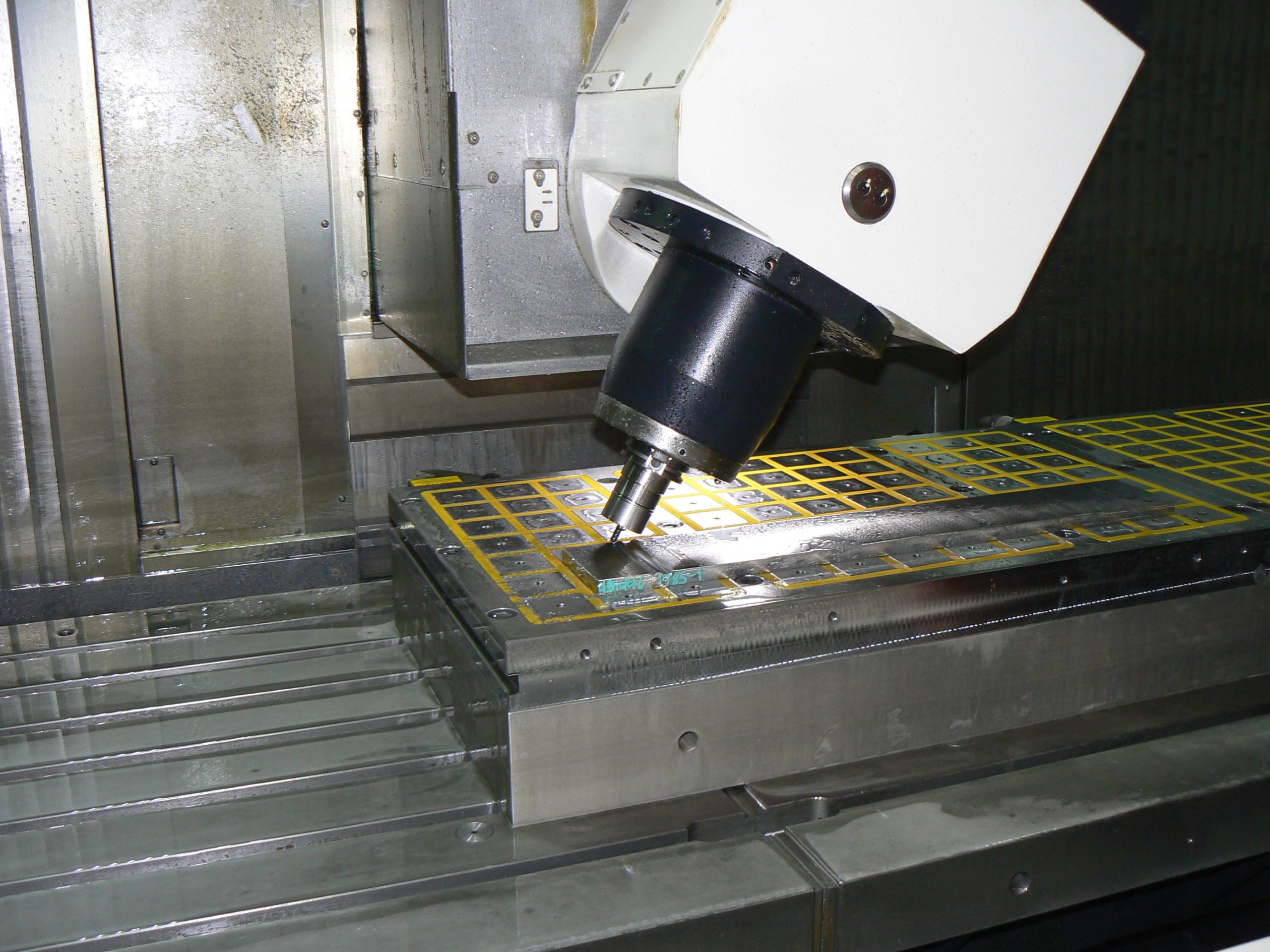
Most machining operations are performed with the spindle tilted at 30 degrees with respect to the workpiece because ball nose end mills perform better when cutting on their sides than on their points. The milling operation is typically run at a 250 inches per minute feed rate and produces an 8 ra finish, even better than the 16 ra finish produced by grinding. The roughing operations are performed on the same vertical machining centers as in the past and leave about 0.010 inch of stock. The semi-finishing operation is performed on the Mazak machine to remove all but the last 0.002 inch. A small ball nose end mill removes the last 0.002 inch. ESPRIT simulation automatically identifies any moves where the spindle or tool passes too close to the part or machine. Programmers closely compare the part after machining to make sure it matches the design spec. As a final step, programmers use the ESPRIT post-processor for the Mazak VTC-800 to produce code that runs perfectly every time.
“We have reduced machining time to 3 hours on the waffle dies and 4 hours on the sine wave dies, substantially reducing the cost of producing these critical tools,” Schwartz concluded. “Programming the form milling operations on the dies takes only about 2 hours, which is remarkably low considering the complexity of the part. We are confident that once we fully incorporate the capabilities of ESPRIT into our programming methodology we will be able to reduce fin die programming time to only 1 hour.”