

Kanyana delivers exceptional service
Kanyana Engineering has followed a policy of providing sheet metal services at its Greenfields, Western Australia manufacturing facility since its formation in 1997. Graham Dawe, Managing Director says: “We started this process with a 100-ton press capable of bending 6mm material when our competitors could only bend 3mm material.”
This policy is continuing and now the company has progressed from high tolerance plasma cutting to fibre laser cutting with a 15kW 1.5 by 3m Bystronic Bystar and the first Bystronic 20kW Penta laser with 2.5 by 6m bed in Western Australia. This machine can cut 50mm mild steel, stainless steel and aluminium, giving the company the largest job shop capacity in the region. The capabilities of the company make it sought after for supplying civil, mining, industrial, construction and creative arts projects. The variety is huge and includes balustrades for the Kalbarri Skywalk which soars 100m above the Murchison River Gorge and mining refuge chambers which are designed to protect miners in an emergency.
As part of its pursuit of excellence, it understood that software and the integration of the company’s systems were crucial to its plan. “I had experience from a previous computer business and wanted a fully integrated CAD/CAM and ERP system. With Lantek, this was all possible and we went for the full suite of Lantek Expert, Flex 3D and Integra. We can take DXF files and 3D models directly from the customer and use the system to nest parts, program the lasers and calculate a consistent and accurate price for the job, irrespective of who creates the quotation, offering our best price in a matter of a few minutes.”

Stock material is stored within the system as are remnants from previous jobs so the company knows what is available, what has been earmarked for a job, and what needs to be ordered and can trace the material down to the individual sheet used by its tracking number to produce material certificates for the customer.
Once a quotation becomes an order, all the details and history of the job are released to the workshop ready for manufacture. Lantek’s MES software keeps control of where parts are in the shop, the time taken for each operation and any lost or damaged parts which need to be remanufactured. The live information is collected via workshop PCs and iPads on the laser machines, the press brakes and in the six fabrication bays, where the operators log in to record and validate what is happening and the state of each part running through the factory, even subcontracted operations and bought in items are tracked. Graham Dawe adds, “We have put in two extra processes, quality control and pack and dispatch. These are a final check, allowing us to find and remedy any faults, control the status of the customer, for example, any credit limits, prepare delivery documentation and material certificates, create the invoice, and finally share the information with our Xero accounting software.”
Lantek’s Integra Sales Module helps Kanyana see where its orders are coming from, showing sales by staff member or by customer enabling it to analyse which quotations are working best. It also uses information about capacity in the workshop to provide realistic delivery times and looks through material stores to find how much extra material may need to be ordered. “We aim for a 3-day lead time if possible. We run a 1½ shift system which is 12-14 hours per day, so we can increase this to double shift if we need to create more capacity. With our exact knowledge of production capacity in the factory and automation on the lasers we get much higher beam-on times than most manufacturers can achieve. Similarly, with Lantek MES Manager we can always answer the customer’s questions about where their part is just by looking at the system, keeping them in the loop for realistic and accurate delivery dates even though we have thousands of parts going through the workshop at any one time.”
Kanyana installed the Lantek software in 2019 during Covid so all the training and installation was online. Graham Dawe says: “Now that we have had the system for a few years we get the full benefit and, if Lantek tells us that a job will take 5 days, we know that this is accurate as are the costs involved. This means that we can alter our quoting style where necessary to get valuable or prestigious projects. Overall, the integration and accuracy of the system is the key to our success, enabling us to be highly responsive and competitive, achieving much more with considerably fewer people than our competitors.”
 Laser Radar aligns with new automotive VDA standards
Laser Radar aligns with new automotive VDA standards
As a subsidiary of the Nikon Corporation, Nikon Metrology has welcomed the recent comprehensive update to Volume 5.1 of the automotive measurement standards issued by the German Association of the Automotive Industry (VDA). The newly updated VDA standards cover a more comprehensive array of measurement applications within the automotive sector, addressing the industry’s growing demand for more diverse and sophisticated metrology solutions.
As Andreas Fuchs, Application Engineer at Nikon Metrology explains: “We already offer innovative, traceable measurement solutions based on national and international standards for the automotive industry. The new standard defines very precisely the procedures for evaluating the precise technology that we provide. After all, with the APDIS Laser Radar, our portfolio has featured a product for some time now that can also deliver traceable inline measurements as described in VDA Volume 5.1. Incidentally, those who use this technology no longer need a dedicated measuring room for a fixed CMM – enabling them to save a great deal of money, time and space.”
The APDIS Laser Radar represents a USP with its proven ability to measure details at a distance without needing handheld probes, targets or surface preparation. This makes it ideal for automating repetitive inspection tasks with high accuracy. The system covers many manufacturing, industrial and research applications, including those that involve hard-to-reach features and are complex, delicate, or labour-intensive.
The additional benefits of the APDIS Laser Radar include fast and accurate automated measurements with minimal set-up time for maximum productivity with flexible and portable installation. This allows for the absolute and accurate measurement of parts during production or wherever required, including directly on the production line. The APDIS Laser Radar, in particular, displays its strengths in the automotive industry. For example, the system can measure automotive features with absolute accuracy at high speed with no part preparation, whether inline or offline.
With inline measurement, data can be collected in a much larger sample, resulting in a much more extensive data volume for process control. Therefore, it is wise to develop and use smart evaluation methods or systems and, in the process, adapt the reaction speed to the increased data volume.
“These days, inline measuring technology tends to measure 100% of the parts, giving a very dense test sample with an extremely short response time and close to production,” says Fuchs. “When the part goes through, a real-time statement regarding the quality of the part is delivered immediately – meaning the response time, as well as statistical and general process control, are far better than before. A measuring room, on the other hand, only provides information about ongoing quality with a delay. In addition, there are no statements about the ongoing process, and production continues.”

VDA Volume 5.1 appears to consider the trend that measurements are increasingly being made using traceable inline measuring systems instead of offline in the measuring room, making the implementation of suitability certificates for inline measuring processes in accordance with VDA Volume 5 more critical. VDA Volume 5.1 introduces an eight-stage model for evaluating inline measuring systems throughout their lifecycle. This model generates suitability certificates crucial for system release, ensuring compliance with automotive manufacturing standards. These certificates are significant in procurement as tenders for measuring systems regularly reference VDA volumes, highlighting the importance of standards in guiding industry-wide quality control and measurement practices.
‘The Beast’ devours everything placed before it
Many subcontract manufacturers have the challenge of knowing which machines to purchase to suit the diversity of work that comes through the door. For other businesses, it’s development and growth that dictate the purchasing decisions. For Ian Gibson, Managing Director of Vision Precision Engineering, the latter scenario led to investments in XYZ machine tools. Starting the business with his uncle, Dennis, they set about finding work – a significant challenge.
Using existing contacts, they found an unlikely source of work making parts for coffee machines in Costa Coffee stores. “We were approached to make improvements to the in-store machines so that the baristas could not make mistakes in loading the cleaning products used in the machines,” says Mr. Gibson. This influx of work prompted the business to seek improvements in their manufacturing processes, leading them to XYZ for a solution to make parts faster than on their traditional milling machine. Mr Gibson continues: “Steve Cox, the XYZ Area Salesman regularly called in and, when the company needed to invest in new equipment, he helped select the right machine which was an XYZ 710 vertical machining centre complete with a 4th axis.”
This investment created a new dilemma as making parts faster created a bottleneck in the secondary operations. This led to further investment in a smaller machining centre from XYZ to handle the increase in demand.
“Even with two machines and 4th axis fitted to the mill, we were still falling behind in supplying parts to our customers so again we contacted XYZ to see how we could improve our manufacturing further,” comments Mr. Gibson. The answer was to invest in an XYZ TC 320 LTY-driven tool lathe. “The ability to produce milled and drilled features on our turned parts was taking up capacity on the original mill, so it made sense to purchase a machine that could produce our parts in one hit which is why we decided to invest in the TC 320 LTY.”
With the hardened box way-built machine with its Y and C-axis, along with driven tool capability in place, Vision Precision set about getting the most out of its latest purchase. “Now we have this machine available to us, we have been able to quote for work that previously we could not tackle,” observes Mr Gibson. This is partly due to the maximum turning diameter of 320mm and the maximum turning length of 550mm. With a bar capacity of 78mm, it also means that Vision can produce more parts from bar rather than billets, and with a barfeed purchased for the machine, lights-out machining has now become a regular occurrence.
“The machine just seems to tackle everything we throw at it.” Mr. Gibson states. “Big or small, it does it all, and the material removal rates are phenomenal on jobs from 20mm depths of cut when turning to drilling a 70mm diameter hole with a modular drill in super duplex material. When you consider we were only running at 200rpm when performing the drilling and it was only using 25% of the available spindle power it’s a well-built machine with great power and it holds the tolerances we demand of it all day, every day”.
Mr. Gibson also notes: “It’s not only the machine that’s important to me but the whole package. From sales through to the installation, training and ongoing support from XYZ’, the whole experience has been second to none and that’s why I also purchased a CT65 HD.”
By posting about its work on social media, Vision has generated interest from companies looking to outsource jobs. Business is growing, which has led to a recent move to new premises. From modifications to coffee machines, Vision is attracting work from various sectors from green energy to defence.
Innovation fit for a King
In AML’s digitally enabled ‘war room’ the firm’s co-founder and Managing Director, Gareth Morgan, is discussing the good news with his colleagues: the 100-strong precision engineering team has just won the coveted King’s Award for Enterprise Innovation. The award recognises ‘leaders in their field who adopt exemplary working practices and inspire other businesses.’ It’s one of the UK’s highest accolades for business excellence.
Fittingly for an MTD aerospace issue, the award is in recognition of AML’s ability to apply technologies and lean processes more often seen in the automotive sector to unlock a staggering two-fold productivity increase in the aerospace sector: enabling a leading UK jet engine manufacturer to expand into the lucrative business aircraft market which is expected to grow to $36.4bn by 2030.

“We are all so proud of what we have achieved and that our skills and talents are recognised at the highest level. It sends a powerful message to our customers that we are constantly seeking better and smarter ways of delivering products to three sectors that are critical to the success of UK Plc – energy, aerospace and defence,” says Gareth, who established the company as a spinout from the Advanced Manufacturing Research Centre (AMRC)16 years ago.
The engines for this market require many novel design elements, materials and technologies to achieve the necessary performance levels demanded by manufacturers, regulators and governments. But behind every challenge, lies an opportunity.
“This combination of high demand and high technological requirements for an existing customer presented an opportunity for AML to develop a new aerofoil manufacturing process that meets the stringent demands of the next generation of business aircraft engines. This opportunity drove the subsequent R&D to develop this innovation project,” Gareth said.
“Our success in delivering this innovation has accelerated our growth by creating eight new roles – six machine operators and two manufacturing engineers – supporting the new robotic production cell built to manufacture these components. Several employees working on the cell have been trained to program and operate it, extending their knowledge and experience,” says Gareth, proving that robotics can increase the demand for skilled roles, rather than remove them.
Gareth acknowledges the role that others have played in helping the embryonic AML go from two co-founders and £90,000 turnover in 2008, to a 100-plus workforce and a turnover of £11m and growing today.
In the case of the King’s Award, he pays special tribute to the Aerospace Technology Institute (ATI) which, over the last decade, has invested £3.6bn in UK manufacturing in “a long-term plan to produce more than 400 cutting-edge aerospace R&D projects across the UK, driving world-class research in sustainable aviation and supporting thousands of jobs”.
Funding from the ATI for the Automotive Excellence in Aerospace (AXIS) project, along with R&D support from former colleagues at the nearby AMRC were critical in giving Gareth and his team the financial and technical support they needed to turn this challenge into an opportunity.

As with all innovations, this required a venture into the unknown. For AML it meant the adaptation and deployment of robotics using advanced automation simulation tools. It also required the development of a bespoke clamping design, which illustrates the value of having a world-leading R&D partner on your doorstep in the shape of the AMRC’s automation experts in Factory 2050.
“Working with the AMRC gave us the confidence to be bold as they have R&D strengths in both precision machining and robotics in the aerospace sector. Having such talent on the doorstep gives us a huge advantage as a business,” said Gareth.
It is also a reason why South Yorkshire is consolidating its reputation as global player in the aerospace, energy and defence sectors, which was recognised as it is the first Investment Zone in England with a focus on advanced manufacturing. This has been accompanied by an announcement that ATI is investing close to £30m in the AMRC-led COMPASS project to accelerate composite aerostructures with Boeing and Spirit AeroSystems.
For Gareth, the big message to government is that ATI’s long-term strategic R&D funding is key to expanding what UK aerospace OEMs and their supply chains can achieve when manufacturers have a public sector partner with a consistent vision for the sector and the financial firepower to fund innovation projects.
These investments, all match funded by the private sector, are essential to maintaining the UK aerospace industry’s position with a staggering 70% of domestic aerospace production being exported around the world.

As thousands gather for the Farnborough Air Show it is also worth reflecting that the sector directly employs 108,000 people and supports over 5,200 apprenticeships across the UK: delivering high-value jobs for a highly skilled workforce. The UK exports £18.6bn with a turnover of £27bn last year.
AML, and innovative supply chain firms like them, are key to the UK retaining its position as a leading player in this global market. But they are also key to driving inclusive economic growth in the regions and nations of the UK. The success of firms like AML shows that regions don’t need a major OEM to drive innovation and growth.
“You don’t need to produce or innovate the complete product to unlock a significant profit share of the final sale. It’s the same in tech. Ask HP or Dell whether it is them or Samsung and Intel who enjoy the best profit margins when a consumer buys Dell or HP computers?” Gareth said.
AML is now a digitally driven tech business. Cloud-based data analytics informs everything they do. But getting there required support. For Gareth, this meant engaging with what he describes as the ‘brilliant Sharing in Growth programme’ whose vision is ‘growing great businesses, by developing great people, for this generation and the next.’
“Our war room is the result of that collaboration giving us the manufacturing equivalent of the Starship Enterprise flight deck. No more Monday morning mayhem where people spend hours sifting through data, turning it into graphs and charts. It’s all there in real-time dashboards, freeing us to interpret the data and make much better, informed decisions.”
But digital is not confined to the war room, it runs like a thread through the whole business: from its extensive quality management system to its adaptive machining algorithms that enable AML to achieve the tightest of tolerances across a range of materials from titanium and nickel-based superalloys, to softer alloys such as aluminium.
For the King’s Award-winning project AML developed bespoke algorithms to generate efficiencies and ensure that each component’s features perfectly blend with the other components’ surfaces, increasing manufacturing performance and reducing rejected parts.

But not every innovation is entirely high-tech. As part of the ATI-funded project, AML looked to the centuries’ old manufacturing technology of forging to deliver big savings in time, energy and cost. This required collaboration between Redditch-based forging specialists, Mettis Aerospace, the AMRC and AML to overcome many hurdles, making this a fully integrated manufacturing process that provided consistency throughout the whole manufacturing chain.
The lesson from this for policymakers and manufacturers is the need to identify niche capabilities in fragmented global production supply chains that open up new markets and products. But broad economic surveys of regions and sectors alone will not reveal where these gaps and opportunities can be found – that requires real manufacturing intelligence-gathering activity.
As AML’s success demonstrates, innovation can have a major impact on productivity. And productivity, which has flatlined in the UK since the 2008 financial crash, is what drives wealth creation, economic growth and personal prosperity.
Back in the war room, Gareth reflects on the importance of being part of the bigger advanced manufacturing cluster or innovation district taking shape in South Yorkshire. For him, it puts fast-growing companies like AML on the global stage. As Gareth says: “AML doesn’t win it on its own, it wins it by being an integral part of this growing advanced manufacturing cluster. If you’re going to compete globally, then you have to be part of a bigger team. When we are successful that means a win for AML is a win for South Yorkshire and a win for UK plc.”
Guhring ‘powers-up’ productivity for EVs
As a machine tool builder that manufactures high-end machines for the global market, Heller UK is frequently involved in turnkey projects for prestigious OEMs. On a recent project, the Redditch company enlisted the support of the cutting tool experts at Guhring.
There has been a wide spectrum of tools used on this project for a leading manufacturer of Electric Vehicles (EVs), including the Guhring tool holders and tool vending technology. As part of the package to accompany the cutting tools, the EV manufacturer has selected a vast range of standard shrink chucks, hydraulic chucks and synchro-tapping chucks.
The cutting tools incorporated in this project included a huge range of standard products, all carefully selected and tested to minimise cycle times while achieving tight tolerances. Whilst the standard range of Guhring products accounted for a significant element of the system integration project, it was the bespoke PCD combination tools that demonstrated Guhring UK’s expertise as a one-stop solution provider.
With the PCD combination tools manufactured at Guhring UK and Guhring Germany, the bespoke solutions were developed to achieve ‘one shot’ plunging. The bespoke tooling aimed to reduce cycle times and adhere to the high surface finishes required – and maintain this over the life of the tool.
Discussing the project, Guhring UK’s National Sales Manager Chris Bush says: “It is a project and industry that is at the very forefront of technology. The end user typically specifies a machine builder and cutting tool supplier – in this instance, it was Heller and Guhring for the cutting tools.”
Looking at how the process delivers a solution for the customer, Chris continues: “In Germany, we have a large project engineering team with over 200 employees. So, when we receive a CAD model of the customers’ component and the machine capabilities, we can develop the cutting tools and machining strategy from that and create an optimised solution in conjunction with Heller.”

“This requires several meetings to discuss the machining strategies and how we develop the tooling to create a seamless solution from machine tool to cutting tool. At Guhring, we supply everything from toolholder to the cutting-edge and that also entails all the speeds, feeds and cutting strategies in conjunction with the machine builder. Once we supply all the cutting data and tooling sheets, we will then visit Heller and do all the initial run-offs to ensure all the cutting data is optimised and the machining strategy is working well.”
Alluding to the overall project, Chris adds: “It has been a great partnership between Guhring and Heller and the current EV project is the biggest project we have collaborated on in the UK.”
Discussing the project from a Heller perspective, Tad Forys from Heller Machine Tools UK says: “We delivered 22 machines in this project. That includes eleven 5-axis machines and 11 4-axis machines – all built in the UK. With this project, we have gone from a customer drawing to a fully automated production line. From the initial enquiry with the customer, our engineers here in the UK conducted comprehensive cycle time studies. Following on from that, we developed custom hydraulic fixtures to hold the parts; and we have used these fixtures because it is a high-volume electric vehicle application.”
“This recent project that we collaborated on with Guhring has been a perfect demonstration of team work. When we talk about collaboration, it isn’t just about working together – it’s about aligning our values and expertise. The first two machines for the production line are here at Heller, so we can do the initial production ‘prove off’ before the machines land on the customers’ shop floor. Guhring has been with us for every step of the journey, clocking in tools, optimising speeds and feeds to make sure we have the most efficient process for the customer before the machines are delivered.”
“From a Heller perspective, this project has been an outstanding success. Our end user is very happy. Everything has been delivered on time to a particularly demanding customer – and this has been made possible by a close working partnership with Guhring who have helped us every step of the way,” adds Tad.
Discussing the tooling solution further, Guhring’s Chris Bush adds: “Even though we are supplying the tools and tool holding for this project, we are also supplying the tool management vending solution. As this is a significant project with a large number of tools, we are supplying the vending machine with some add-on units. The proprietary software that Guhring programs and supplies with this can also be linked to the customer’s ERP system. This provides complete synergy and automation for the end user from tool ordering with complete transparency of costing and cost centres by the operation, the individual machine and even by the operator. This system provides unparalleled transparency, so everyone can see the costs and where the costs are going.”
“From a Guhring point of view, this project has been a great success and working together with Heller has been a true partnership, and a fantastic example of delivering a proven process to the customer on time,” concludes Chris Bush.
Zero Point clamping systems from LANG
There are many quick-clamping systems and that’s good because every machinist’s day-to-day work is different. They all have a common machining job that follows the process of either turning, milling, grinding or a hybrid combination of these tasks.
Once the job or a machining sequence is finished, changeovers take place and everything starts again from the beginning. The most important task of a clamping system is to lock the part in place to handle the machining forces in the turning or milling process. The clamping system must match the component geometry and the machining process. Typical shapes for components in an industrial environment are cuboids, cubes, prisms, pyramids, cones, spheres and cylinders. If workpieces are manufactured individually or in series, part quality is assured by using a zero-point clamping system. This ensures the necessary accuracy and repeatability of the machining processes using a pre-defined reference point. Choosing the right clamping device has a significant impact on the efficiency of the machining process, as the machine can be set up more quickly.
Zero-point isn’t always the best direction
However, the potential is still being wasted here too, as the zero-point clamping system is often only placed in the centre of the machine table for simple single clamping. The remaining space often remains unused. As safe as zero-point clamping systems are, efficiency can certainly diminish at this point.
The Quick•Point® Rail clamping system puts an end to this and can be used more efficiently than many zero-point systems. It can be installed in any CNC machining centre and does not require a base plate.
Expanding the range of tasks
Quite simply by moving the clamping device variably using the Quick•Point® Rail clamping bars. The length will depend on the component length as anything is possible with combinations – especially when two clamping devices are in use. The distances between the two clamping devices can be flexibly adjusted using the Quick•Point® Rail clamping system. This is made possible by a 4mm grid that can be moved back and forth as required.

Risers are also frequently used in the zero-point clamping system to increase the distance between the machine table and the workpiece. Once inserted in the zero-point clamping system, these are firmly locked in place on the automation pallet or machine table. With the Quick•Point® Rail quick clamping system, a zero-point riser can now be moved for the first time and still leave the desired space. The Quick•Point® Rail takes just a few minutes to install and turns a reliable zero-point clamping system into a movable zero-point system with a wide range of options.
The quick-clamping system makes use of the existing conditions in the machine tool. Quick•Point® Rail can be fastened in the grooves of the machine table. This is done with the aid of sliding blocks. The clamping bars are fixed above this using cylinder head screws. If you are working with automation pallets, simply screw the clamping bar of the Quick•Point® Rail clamping system directly onto the automation pallet using the existing threaded holes. The clamping rails are available in different versions so that it can always be guaranteed that the available width of the base is ideally utilised. The Quick•Point® Rail starts with performance improvements where every machining task begins – increasing the clamping efficiency.
Innovative tools for creative metal-cutting
Companies that manufacture one-off parts and small batches primarily for the mechanical engineering industry require tools that are versatile all-rounders. Just as important is a tool partner who understands what metalcutting is all about and can ‘read’ the production process. If the partner just happens to be located in the region, then they are just the right partner. Otto Beckert Feinmechanik GmbH & Co. KG discovered this when it turned to ARNO Werkzeuge not only to supply turning, milling and drilling tools but also advice and assistance.
“We think European and that’s how we buy. Even if our work is focused on products and applications for the world market, we aim to keep the added value here in the region. After all, most of our customers are also from this region,” stresses Ralf Beckert, Managing Director of Otto Beckert GmbH & Co. KG in Kirchentellinsfurt. The medium-sized manufacturer is an innovative solution finder and most of its customers are located within a 50km radius.
Customers include well-known machine manufacturers as well as suppliers to the semiconductor industry, powertrain specialists and other global market leaders, of which there are many in the Stuttgart region. The company’s management attaches great importance to regional responsibility and a stable supply chain with rapid response and personal dialogue. This is why ARNO Werkzeuge GmbH with its universal cutting tools has been a dependable partner.
With 40 employees and 19 CNC machines that produce high-quality components from all conceivable materials, batch sizes range mostly between one and 100 or small runs up to 2,000 parts. Customers come from the motorsport, medical, drilling platform and chip production industries. “Frequent tool changes foul up any calculation,” says Kevin Göhner, Industrial Mechanic and CNC operator at Otto Beckert.
The aim is not to squeeze the last hours, minutes or metres of tool life out of a tool. The essential thing, he finds, is universal tools that can be used for as many processes as possible and a wide range of materials. Here is where Tobias Breitling from ARNO Werkzeuge has arrived with the right products.
The technical consultant also comes with a wealth of application knowledge and universal products for efficient machining. One highlight is the patented DuoMill FD milling system. With only one basic body, the tools can be used for corner and high-feed milling operations on steel, stainless and aluminium. “And you can even do this from a corner radius of just 0.2mm, which is virtually unrivalled,” assures Breitling. The fact that corner and high feed inserts are mounted in one insert seat is unique and patented. To machine non-ferrous metals, the indexable inserts are precision-ground and polished around their entire circumference. In addition, the nickel-plated long-life basic holders with four cutting edges per insert allow a high feed rate.
Efficient milling with unique patented tools
Universal tools with these features not only have a positive effect on tool change times but also the cost of the tool holders. They simplify handling, storage and stocking. “The fact that two different types of indexable inserts can be mounted on the same tool holder provides our customers with enormous flexibility,” says Breitling. “And flexibility is our top priority,” adds Beckert. The product range includes screw-in end milling cutters from 25 to 42mm diameter, as well as shell-type cutters with diameters of 40 to 160mm.
The differential pitch of the tool holders significantly reduces vibrations during milling. Four efficient cutting edges at 90° angles ensure high efficiency in corner and high feed milling operations. “This is the real strength of the DuoMill and produces very smooth surfaces as a result,” says Göhner. Breitling explains that in some cases, it can even eliminate downstream work steps. “If you want to work both rapidly and at high precision, you should opt for our FD milling system.”
Showing the workpiece more teeth
Milling, roughing and finishing at 90° requires a lot of material removal, so Otto Beckert switches to the all-around BLN corner milling system. When a solid tool holder, large and stable indexable inserts and an infeed of up to 12mm come into play, there is no stopping them. “The machine is more likely to fail than the tool,” surmises Breitling.
Göhner also enjoys using the FT face milling systems 09 and 12 with the same enthusiasm. They consist of stable tool holders with more teeth and smaller indexable inserts to match. Here too, the tool holders have a differential pitch that also ensures a smooth milling process with less vibration. “We can run at significantly higher feed rates and achieve a higher metal removal rate, especially with small allowances,” says Göhner, adding that time and flexibility are crucial factors.
“Despite the small diameter, we can place more teeth in the tool,” explains Breitling. Whereas previously there was only room to fit six indexable inserts, now up to nine can be installed. This reduces throughput times and costs. The indexable inserts also cut very softly and this reduces wear on the spindle and machine. So, when the FT face milling system is tooled with cutting edges and matching smaller indexable inserts, it covers a diameter range of 20 to 125mm.
Parting off and grooving
In process optimiser, Tobias Nagel’s opinion, the SA parting-off tools with flange-mounted holders that Breitling has in his bag are indispensable for lathes. He likes to use the two-edged SA parting and grooving system with grooving widths of 1.5 to 10mm for grooving and parting off at large grooving depths of up to 140mm in diameter. “That’s important for us, so we don’t have to change so often,” explains Nagel. The parting-off tool, together with its many modules, holders and blades, is ideal for many applications at Otto Beckert. Nagel also appreciates the wide variety of matching flange-mounted holders for various machines.
The patented ACS (ARNO Cooling System), which the manufacturer developed specifically for parting off, is an extremely important factor. In the ACS 2 variant, the coolant channel at the insert seat is coupled with a second jet that sprays coolant from the bottom onto the tool flank. The coolant channel is a 3D-printed variant and has a triangular optimised-flow shape which supplies coolant across the full width of the insert right through to the edge of the cutting edge. Nagel is therefore delighted with the tool life that is three times longer.
Icing on the cake for drilling
The machining specialists are also thrilled about significant savings when it comes to drilling. That’s because Breitling introduced the insert drilling system. The core drills are designed for stationary or rotary operations. Depending on the application, ten types of coated and uncoated inserts in four geometries can be attached to a range of twelve spiral or straight-fluted tool holders.
They do not need the full diameter range from 14 to 32mm by any means. “But they replace our solid tungsten carbide tools for diameters from 14 to 20mm. That cuts our costs by a huge amount,” says Beckert happily.
A SMART, new machine tool for the UK & Ireland
SMARTEK CNC LTD has recently been appointed as the UK and Ireland agents for the Korean-manufactured SMART MACHINE TOOL (SMT) range of machine tools. As the UK & Ireland technical partner for the high-quality range of SMART MACHINE TOOL turning and machining centres, SMARTEK CNC LTD is already reaping the rewards of introducing this new brand of machines to UK manufacturers.
As a company, SMARTEK CNC was incorporated following a collaboration between two highly experienced CNC service engineers, Kevin Wright and Bobby Graham. Kevin and Bobby often had conversations regarding starting a machine tool business that could offer high-quality machine tools with an aftersales service and support package to match – a combination often lacking with many machine tool vendors.

The highly skilled engineers met when employed by another machine tool agency that also worked with a South Korean manufacturer. On achieving access to the SMART MACHINE TOOL range Kevin commented: “Even as an established agency, being selected to represent a machine tool builder is extremely rare, but to be presented with this opportunity as a new entity is unheard of. We are fully committed to ensuring that we do justice to these quality-built machine tools.”
SMART MACHINE TOOL has manufactured CNC machine tools in the Republic of Korea since 2018 and its brand and product portfolio continually expands. The shareholders of SMT have a combined experience within the machine tool industry of over 100 years, having worked previously for various prestigious South Korean machine tool manufacturers.
The Chairman and majority shareholder of SMART MACHINE TOOL is Mr Richard Layo, who is also the owner of Dynamic International, a Wisconsin-based dealership, that has been importing high-end CNC machine tools into North America since 1986.
Regarding the SMART products Richard states: “Since introducing the SMART NL series of CNC Lathes and NV Vertical Milling Machines, we have sold more than 2,000 machine tools to North America, Canada and Europe. Our NL range incorporates a boxway slide design that delivers a rigid and robust machine with genuine power and accuracy. This provides a highly productive platform that also has a reliable and aesthetically pleasing overall build.”
When questioned as to why SMT has chosen SMARTEK CNC to join the SMART family, Richard proudly responds: “We’ve had great success in recruiting machine tool service engineers to represent us in the form of agents, as we believe they have a unique relationship with prospective customers. These engineers have been trusted to repair existing machinery and have been relied upon to maintain expensive equipment. Who is better positioned than Bobby and Kevin to present our range of machine tools in the UK & Ireland, to their existing customers and enhance our growing reputation”
Discussing how SMARTEK CNC expects to sell an unknown product into a marketplace that already has a substantial amount of well-known machine tool suppliers, Bobby comments: “We have already been fortunate enough to have had an existing customer of Kevin’s, who respects Kevin’s opinion well enough to place his faith in us and they have already placed an order! As experienced engineers, we are extremely confident in these machines. We have visited various users in the USA and seen how well the machines perform – when you combine this with an unbelievable and completely open pricing strategy, we know more orders will follow. We are extremely grateful to Richard for giving us this opportunity and we are beyond determined to make our ‘SMART’ partnership, extremely fruitful and fulfilling for both parties”.
Aerospace subcontractor improves efficiency with Citizen
Specialising in the manufacture of precision components for the aerospace industry, subcontract machining firm Apel began investing in Citizen CNC turning centres in the 1980s to help raise efficiency. Founded in 1965, the company has over time continued to re-invest in modern, highly productive lathes purchased exclusively from Citizen Machinery UK.
Nowadays, Apel operates nine Cincom sliding-head lathes and one Miyano fixed-head model at its Wilmslow facility. Together they produce around 50,000 components per month across more than 3,000 part numbers. Utilisation of these Citizen CNC lathes and related technologies has led to significantly increased levels of productivity and profitability.

The technology that has contributed most to raising the efficiency of production at Apel is Citizen’s proprietary LFV (low-frequency vibration) chip-breaking software, which is part of the operating system in the control of three of the six 20mm capacity Cincom L20s on site. When activated, the function breaks what would otherwise be long, stringy swarf into short, manageable chips. Around 50% of the material processed by Apel is aerospace-grade stainless steel bar. LFV is especially effective when processing this alloy.
Paul Bowker, Apel’s Quality Director said: “We were an early adopter of LFV in 2018 following a visit to Citizen Machinery’s technical centre in Bushey to witness demonstrations. The function reduces the metal removal rate slightly, so we don’t use it all the time, but it’s really useful to be able to pick and choose when to program the function to start and stop. We switch it on mainly when turning stainless steel components on the LFV-equipped machines, especially when processing parts shorter than 25mm. It is normally chip breaking the metal for up to half of a typical cutting cycle.”

He further explained that the decision to use LFV is also based on the surface finish required on components. Some customers’ drawings stipulate a very high surface tolerance and machining with the LFV function switched on allows this to be achieved by turning alone. It avoids the need to centreless grind parts afterwards, thereby reducing unit manufacturing costs and raising profitability. Dimensional and surface finish tolerances on many component drawings can be met and maintained when using this facility.
Apel also uses Citizen’s adaptive guide bush (AGB) system. This automatically compensates for variation in bar diameter, preventing the stock from seizing in the bush. It also constantly maintains concentricity to prevent run-out issues. Downtime is avoided and tight machining tolerances are maintained. The system is used not only on the 20mm capacity sliding-head lathes but also on three 32mm capacity Cincom models on the shop floor.

The aerospace sector is very busy presently and Apel is well placed to win work due to the quality management system it operates, competitive pricing and the many industry and customer approvals it holds. Exports account for 20% of turnover with India and Saudi Arabia being major overseas markets.
The AGB systems ensure reliability during unattended operation by compensating for bar diameter inconsistency and preventing stoppages. Additionally, the LFV machines do not have swarf clogging the working area when processing stainless steel. It contributes further to reliability and eliminates the need for an operator to be in attendance to untangle ribbons from the components and tooling.
Mr Bowker concluded: “Our nine Cincoms, as well as the Miyano for turn-milling larger components up to 50mm diameter, support all of our production and will continue to do so as we increase our volume of work in the expanding global aerospace industry.”

Selecting Toolholders
Tool holders play a critical role in connecting elements and maximising performance. With several types available, the most suitable one for your application will depend on the operation. Consider key characteristics as they will differentiate a standard tool holder from one that’s the right choice for precise machining.
Selecting a high-speed tool holder that will consistently produce high-quality, machine shops need to focus on balance, taper contact and accuracy. Alan Miller, Senior Engineering Manager at BIG DAISHOWA, the brand available from Industrial Tooling Corporation (ITC) discusses why these aspects are top priorities for manufacturers and reveals the attainable outcomes of each.
Taper considerations
For precision machining, the taper must be manufactured to extremely tight tolerances for the tool holder to provide a rigid connection for the axial and radial loads. Good repeatability in and out of the machine must be consistent. The requirements will depend on the tool holder used, such as the HSK, CAT/BT, and polygon styles. HSK are hollow shank tapers and available types include the A, E, and F. These offer radial stiffness and high-speed precision. This taper is much shorter (25 to 125mm) and has a mechanism for radial and axial connection.
“Since this is a small hollow taper, material selection is extremely important,” Miller says. “HSK is clamped by fingers reaching inside the hollow core and stretching the taper back into the spindle. The wall thickness is very thin and it’s critical to have a high-quality grade of steel.”
Another consideration for HSK is the finishing of clamping features after heat treatment because the fingers reach inside and grab on a feature inside the hollow taper. So, making sure it’s finished after heat treatment assures it’s in the correct location.
CAT and BT style are steep taper holders with a traditional style cone. Both have a 7:24 taper ratio and require a pull stud to secure the holder. As the machine grabs and pulls, the spindle expands to secure taper contact. With the larger size and the cone shape spindle, the taper will open as speeds increase. As the spindle opens, the force of the clamping unit draws the holder deeper into the spindle, causing the loss of accuracy.
To address this issue, BIG KAISER’s BIG-PLUS spindle system (BBT) available from ITC allows the shank to contact the spindle taper and the spindle face simultaneously, allowing increased tool rigidity due to the larger contact diameter of the tool holder flange face. This works together to resist deflection.
The polygon tapers put the face and taper of a machine spindle and tool holder in contact, ensuring high repeatability. The polygon design also allows for self-centering to improve accuracy. However, these types are more difficult to grind because of the slope, so it takes a high-end machine to achieve the desired accuracy.
As spindle speeds increase, it becomes more important to obtain tool holder balance. Balanced tool holders allow users to run at high speeds and feeds while maximising tool life, surface finish and spindle life. Balancing ensures the tool consistently engages with the material to prevent chatter and poor surface finish.
“For balance, we’re talking about side loads generated by that unbalanced mass running at high speeds,” Miller explains. “So, that can influence the bearings of the machine spindle to the actual cutting performance at the business end of the tool. It’s very important to consider, and there’s a new ISO toolholder balance standard that was released in 2017 to help users.”
The updated ISO:16084 standard accounts for all variables for safe machining. It also considers factors that can lead to imbalance, like the interaction between the spindle and tool, factoring in allowable loads on spindle bearings generated by tool imbalance.
The best way to ensure balance is to measure the tool holder as a full assembly. Ultimately, this results in a better-performing tool. Although each part can be balanced individually, this will not guarantee the highest level of overall balance. The benefits include optimal surface finish, machine sustainability, better part geometry and extended spindle life.
Miller also cautions: “When dealing with balance, there’s also a plateau point, where additional balancing won’t help anymore. The goal could be exact balancing, but we’re going to spend a lot of time on every tools, trying to achieve that same amount of balance. No matter how much more balancing you do, it won’t change the way the tool performs.”
Accuracy
Improved quality will depend on the accuracy of the tool, which is largely affected by tool runout. Very low runout of the holder will give better quality and improved cutting for more consistency and lower costs.
“Runout accuracy is a very important consideration. Low runout will give better part quality and it will improve tool life and allow you to get more consistency, longer run times, and fewer tool breakages,” Miller adds.
BIG DAISHOWA designs and manufactures tool holders to reduce runout, by using precision materials, production processes and heat treatment selected for precision. This includes pull studs built with through-hardened H13 tool steel where all features are precision ground. Each collet is inspected for 100% concentricity, guaranteeing runout within 0.001mm at the nose. Most of the customer base follows guidelines of 0.007mm to 0.0013mm to be a good runout. This may only give 50% to 60% of the potential cutting tool lifespan.
“Our programs are down to 0.0002mm and 4XD to make sure you have accurate tool assemblies,” Miller says. “All of our collet chucks and finishing tool holders guarantee that runout accuracy is about 3 to 5 times better than what is considered good.” Runout can also impact cutting force, which can cause vibration and ultimately inhibit machining accuracy. “Vibration is challenging the function of the cutting parameters, mostly back to the cutting speed and rotational speed,” Miller explains. “The best tip that we have for anyone experiencing vibration is to adjust the speed in one direction or the other, change lanes and get into a harmonic situation.”
Getting in gear with Vargus
Taking the opportunity to see new technology in the flesh can very often be the light bulb of innovation for manufacturers – the recent MACH exhibition was a casing point. At this year’s MACH exhibition, cutting tool specialists Vargus UK presented their latest range of gear milling tools, the Vardex. This system brought the realisation to many manufacturers attending the show that they don’t need specialist gear-cutting machinery to generate gears.
For years, this niche area was the reserve of specialist manufacturers with gear-cutting machine tools. However, the onset of more advanced multi-function turn/mill centres and multi-axis machining centres means that activities like spline milling no longer have to be subcontracted out as a specialist service. As Vargus UK Managing Director Graeme Troughton says: “We had a live gear machining process running at MACH 2024 and this was a revelation to so many engineers. After the MACH show, we had a customer who had seen our gear machining process running live at the exhibition. Following this, we were invited to trial at this Midlands-based company. Compared to their existing conventional hobbing process, we reduced the cycle times by more than 65%.”
“However, this is not the full story as previously, this customer was also subcontracting additional work out. Not only was the customer losing control of their processes, but they had to endure a 6-week lead time for parts and this all came at a cost that was double the price of the tooling from Vargus which will last for years to come. By switching to our system, the customer can now quote shorter lead times, offer more competitive pricing and control the full process themselves, factors that will undoubtedly lead to this company winning more of this type of work,” adds Graeme.
This is just one example of what can be achieved with the Vargus Vardex gear machine technology. Hobbing has always traditionally been the common process for gear, spline and rack machining, but now Vargus offers a solution with its Vardex gear milling tools that are a competitive alternative to traditional hobbing. To meet the wide demands of industry, Vargus offers four types of tooling solution – indexable end mills, shell mills, disc mills and solid carbide tools. For gear milling, the Vardex gear milling tools are suitable for machining straight gears covering modules from 0.5 to 6.0mm or DP 52-4, these identical parameters are also covered by the Vardex rack milling tools. Concerning spline milling tools, the Vardex system is suitable for machining both involute or straight-sided profiles covering modules from 0.5 to 0.8mm or DP 48/96-4/8. Complementing these solutions, the TM solid carbide series provides an excellent alternative for applications that require cutting close to the shoulder. Suitable for both gear and rack modules, the solid carbide series can work in parameters from 0.5 to 2.0mm with DP52 to DP13 whilst the spline module range applies to 0.8 to 3.0mm with a Dp40/80 to DP8/16.
The advantages of the Vardex gear milling concept is multi-fluted indexable carbide grade inserts for superfast machining that offer a competitive alternative to traditional hobbing systems. Furthermore, this innovation provides exceptional tool life, high accuracy and impeccable surface finishes that yield an economical option with simplified machining.
What comes next?
In the May issue, we featured our European trip with Ceratizit that took in the fantastic sights of Ruette, Kreckelmoos and Kempten in Austria and Germany to see the investment in new production sites, a new logistics facility and the brand new tech centre. In the run-up to the Autumn exhibition season with AMB and IMTS on the horizon, we take a closer look at some of the innovations shown during the tour that will be making an appearance at these September events. By Rhys Williams
The May issue of MTD magazine covered Ceratizit’s major investments, the sustainability targets and how they are being achieved. We also captured some of the new technology in the pipeline. This month, we take a closer look at the innovations that were put through their paces during the event – this is particularly pertinent as some will have been seen at MACH whereas others will be uncovered for the first time during the Autumn exhibition season.

Following an initial presentation, a tour of the Reutte manufacturing facility in Austria and a spot of lunch, our touring press party was invited to participate in technical demonstrations. These presentations covered everything from the sustainability journey and the roadmap for the future, additive manufacturing and of course the live machining demonstrations. The first demonstration conducted on a DMG MORI CTX1250 involved the turning of a steel billet with the use of the EcoCut multi-functional tool for face and profile turning.
Considered the ‘Swiss Army Knife’ in Ceratizit’s toolbox, Ceratizit customers will know that this range has been around for some time. However, the demonstration was of the new Dragonskin ISO-P steel grade launched in February. This new grade has proven to extend tool life by 15% under trials. Alternatively, users can increase their cutting data and retain the same longevity as their existing Ceratizit grades. An impressive start, but what came next was somewhat different…
Following the profiling of a billet with EcoCut was FreeTurn. Initially launched in 2019, this gem was a lightning rod innovation that won awards when it landed. However, machine tool manufacturers, CNC control manufacturers and CAM developers were somewhat caught napping with only OPEN MIND’s hyperMILL and a few machine tool brands having the capability to work with FreeTurn. Capable of making huge productivity gains and equally impressive tool life savings, this groundbreaker was waiting for the industry to catch up. While the industry has been catching up with High Dynamic Turning (HDT), Ceratizit went ahead and developed and evolved CERASmart – but we’ll circle back to that.
High Dynamic Turning (HDT) is now available with most CAM developers with CNC control manufacturers having some functionality, but still playing catch-up. Why is everyone starting to sit up and pay attention? Well, FreeTurn can increase feed rates by 40%, reduce ‘air-cutting’ toolpaths by 90% and reduce machining times by at least 25%. However, to take advantage of this, manufacturers need a turning centre with a Y-axis milling spindle and an HSK-T or PSC interface.

Running Free With Innovation
Ceratizit ran FreeTurn on the DMG MORI CTX1250 TC as it fulfils all the requirements of HDT. It is both HDT-ready and counts among the most commonly used turn/mill centres on the market. “This means we can confirm that it’s already possible for many manufacturing companies to use HDT and FreeTurn,” explains Product Manager Paul Höckberg.
The component, the base body of an indexable insert drill was optimised and entered using the Siemens Sinumerik 840D control system and a 5-axis simultaneous cycle from OPEN MIND, resulting in astounding cutting speeds. Just to highlight the benefits of this demo – It ran at a cutting speed of 220m/min, a feed of f0.48mm/rev and a depth of cut ap 4mm. During finishing, a cutting speed of 400m/min was applied. “We knew our FreeTurn was good, but we never thought it was possible to machine structural steel (X40CrMoV51) at such high cutting speeds,” marvels Höckberg.
Instead of using three different tools that would usually have been required, the component is now produced with only one FreeTurn tool, saving the use of two tools and reducing the production time from 5:10 to 2:45 minutes.
For manufacturers that can see the merits of this technology, Ceratizit has developed CERASmart – a system that enables manufacturers to quickly and easily generate NC code to create tool paths for HDT with FreeTurn tools….and much more! This ‘plug and play’ system can be installed on a PC or directly to a machine tool CNC and customers can then import DXF files to the software. CERASmart permits dialog-based programming and generation of standard NC code for machines regardless of component complexity and it also allows the dynamic cutting angle adjustment for tool paths along the component contour. With Ceratizit tool data pre-defined in the software, optical simulation and optimisation of tool paths and movements are available in the software without requiring a 5-axis ‘option’ that is normally needed for simultaneous turning.
The CERASmart software for HDT FreeTurn programming is not available to download yet, but Ceratizit expects this to be available for the autumn exhibition season. Why should you be looking at it? If you are heavily involved in turning, the benefits of HDT and FreeTurn have already been emphasised, but concerning CERASmart, it now incorporates HDT with FreeTurn tools specifically for customers to take full advantage of. It allows shop floor programming without CAM and integrates smoothly without interrupting existing programming processes. Furthermore, it incorporates collision avoidance via its simulation and optimisation capabilities and this is all available at a minimal investment when compared to a full CAM solution. The demonstration on the DMG MORI machine was concluded with the FreeTurn tool being replaced by the MaxiMill Slot-SX grooving, parting and slotting system.
Moving to a Mazak MTV815/15 machining centre, the Ceratizit team presented the MaxiMill extended flute porcupine cutter that ran at a cutting speed of 160m/min at a feed rate of 50mm/rev. Utilised by Airbus in France for titanium structural parts, both the Ceratizit engineers and the MaxiMill tool were not shirking away from the challenge of cutting P35 steel in anger. The demo part then underwent slotting and shoulder milling with the MaxiMill 211-15 Shell Mill at a cutting speed of 180m/min before the MaxiMill Shell End Mill was applied to complete the part with helical milling and contouring.
Heading off the shop floor to the solace of a quiet meeting room, Ceratizit then presented more of its latest cutting tool innovations. This included the new MaxiLock N-DC introduced to the industry in February. The (DC) DirectCooling product range has now been added to the MaxiLock-N turning tool holders and this provides two coolant holes that aim coolant directly at the cutting edge, preventing wear and ensuring stable processes.
With three nozzles aimed at the clamping flat of the turning tool from above, another is directed at the flank from below – specifically at the cutting edges. This targeted cooling system is suitable for all materials, although it delivers advantages with ISO-P, M and S in particular due to the rapid heat development in the cutting process. “It is precisely this flank cooling that makes the difference. It extends tool life by 60% compared to cooling that is exclusively aimed at the clamping flat,” explained Stefan Karl, Product Manager of Cutting Tools.
This (DC) DirectCooling has also been added to the Ceratizit range of tried-and-tested MaxiLock-S turning tools. Similar to the MaxiLock-N, the MaxiLock-S holders feature two internal holes ensuring that the coolant is applied precisely to the cutting edge. One hole targets the rake face from above and the other hits the flank from below. Again, this flank cooling system is said to boost service life by 60% compared with cooling exclusively on the rake face.
The final tooling innovation for the day was the Multilock exchangeable head system. Ceratizit customers will know the name has been around for several years, however, the company now offers both steel and carbide tool bodies with exchangeable heads, now offered as precision sintered cutting heads that are not ground. The benefit is a reduced manufacturing cost that is passed to customers who can now acquire reduced-cost sintered cutting heads whilst retaining performance characteristics. The application of carbide and sintering processes was particularly pertinent considering our next presentation.
Turning the impossible to…
….making the additive printing of cemented carbide products possible. Demonstrating its position as a pioneer in carbide research and production, Ceratizit analyses trends to offer optimal solutions. It has now developed additive manufacturing technologies for its cemented carbide grades that enable it to offer carbide-manufactured parts with unlimited design possibilities. The 3D printing of carbide products delivers technological possibilities to overcome design limitations and create designs with minimal batches. Offering simulation and modelling, design adaptation and material selection support, Ceratizit can take manufacturers from the ore to the ready-to-use tool.
With the facility to print every cemented carbide grade from coarse to ultrafine and offering a complete variety of binding agents and levels of binder content, Ceratizit can manufacture everything from wear-grade carbides to grades for cutting tools. Utilising a complete range of printing technologies to provide maximum flexibility with both the powder and binder composition, the design freedom, turnaround times and scalability of production volumes are making this technology a genuine opportunity area.
And of course, there are the environmental benefits. During a presentation, Dr Manuel Walch discussed a formed tool from a sintered block that required EDM processing to attain the final net shape. This example highlighted how eroding a form tool from a carbide block with a weight of 574g required erosion of starter holes, cavity cutting, the removal of scrap and re-wiring the wire EDM machine. With all this effort, the process left 341g of scrap whereas a 3D printed carbide form tool could be printed near net shape with a weight of 260g requiring a finishing cut that resulted in just 28g of scrap. With a material saving of more than 60% over conventional methods, it is evident why Ceratizit is pursuing this route.
Building for the Future
On the final day of the tour, the press delegation crossed the border to Kempten in Germany where we visited the brand new sales and technical centre. When I say ‘brand new’, this site opened on a Monday and we toured it on Wednesday. Some of the staff in this facility with 5,000m2 of meeting rooms and 725m2 of tech centre hadn’t yet learnt where the bathrooms were.
The second tech centre of the tour was of course filled with brand new machines and the first set of demos was conducted on a DMG MORI DMC90 U. This provided an opportunity to showcase the WTX-TB UNI 50XD deep hole drills. Available in diameters from 0.8 to 2.9mm, the WTX micro-drills may be a name familiar to customers who have previously purchased 5XD to 20XD variants and the more recently introduced 25XD and 30XD drills. However, pushing the envelope even further, Ceratizit showcased the new 50XD drill. Anybody applying 50XD micro drills can appreciate the potential for drill breakage, so this was an opportune moment to give the audience a demo of its ToolScope suite that sits within CERASmart to measure everything from the tool load and cutting parameters to machine usage, hours, number of stops, the programmes running, alarms and usage by specific tool – and much more.
Trochoidal milling followed with the CCR-UNI 5XD tool and then came the revelation that the next tool was manufactured from 99% recycled carbide substrate. The ProACT-Mill UNI solid carbide milling cutters are a new independent upGRADE product line of universal milling cutters that combine performance with sustainability. The ProACT-Mill features the same performance as all-around high-performance milling cutters with the most sustainable carbide substrate, providing an economic and ecological advantage. You’ll be able to discover more during the autumn exhibition season on these tools.
Circular Economy
The new recycled ProACT milling line is supplied with data matrix codes on the tools and this connects to the ToolCycle module that feeds back to the previously mentioned CERASmart suite that has the facility to provide the entire life-cycle of the tool via its ‘digital twin’. Within the CERASmart suite sits ToolScope which has been available for several years. Like any software platform, if it receives the right level of investment and innovation the growth can be exponential. Now, the system offers complete process monitoring of tools and with fast-acting mechanisms, tool defects can be detected and machining stopped before any tool is damaged.
ToolScope collects, displays and evaluates data and detects deviations in real-time, allowing customers to intervene in production processes. The machine condition is also monitored for maintenance purposes, making ToolScope act like an airbag inside the machine. It also prevents overloading of the tool and the machine with data recorded for full tool service life analysis. ToolScope incorporates process monitoring, wear detection, adaptive feed control and collision detection, and with functions individually tailored to the customer, tool life improvements and cycle time reductions are easily achievable. Ceratizit is continually evolving the system and it has now introduced a series of iTENDO hydraulic toolholders with sensors that can communicate directly with ToolScope to enhance the feedback loop and machining performance further.
As a critical element in the overall CERASmart suite, ToolScope is an impressive data collection tool that feeds back to CERASmart which itself has been expanded to incorporate data from ERP systems, tool and quality management systems and also ToolCycle. This central portal of information is an Industry 4.0 solution that enables customers to collate data to make better-informed decisions, automate and streamline processes and also create a feedback loop with experts from Ceratizit. A fascinating system, Ceratizit is continually evolving this portal and the HDT FreeTurn programming suite is just one in a long pipeline of innovations to come.
Aerospace delivers decade of ‘staggering’ growth
ADS Group’s latest annual report shows bullish growth across the aerospace, defence, security and space sectors, with aerospace, in particular, continuing to rebound strongly from the pandemic. These industries contributed £38.2bn in gross value add (GVA) to the UK economy, a sizeable increase from £37bn the previous year and almost 20% of total manufacturing GVA. Turnover rose to £88.4bn, up from £82bn, and exports to £38.7bn, compared to £36bn. Direct employment also experienced a sizeable uptick, reaching 427,500 jobs, up from 417,000.
As uplifting as these year-on-year increases are, the true scale of expansion becomes more apparent when viewed over a somewhat longer period. For the first time, the 2024 report includes ADS’ analysis of how the UK aerospace, defence, security and space sectors have performed over the past decade.
Between 2013 and 2023, these industries delivered ‘truly staggering’ growth, as described by one spokesperson: GVA increased by 50%, turnover by 40%, exports by 32% and employment by 29%. That the past decade has been marked by frequent disruption, downturns and delays makes this more remarkable.
Aimie Stone, Chief Economist at ADS, says this success is due to aerospace, defence, security and space is reliant on a highly skilled workforce, a strong culture of innovation and the rapid development and adoption of new technologies and techniques.
WORLD-LEADING R&D
The Aerospace Technology Institute (ATI), for example, plays a pivotal role in advancing the UK’s global reputation for innovation. Celebrating its 10th anniversary in 2024, the strategic partnership between industry and government has a particular focus on cleaner and greener air travel.
Since its creation, the ATI programme has allocated £3.6bn of joint government-industry funding to more than 400 aerospace R&D projects across the UK. Notable successes include the Rolls-Royce UltraFan demonstrator engine, which reportedly boasts a 10% efficiency improvement over the Trent XWB, the world’s most efficient engine in service today.
Another key initiative is the Airbus-led Wing of Tomorrow programme, which is developing the next generation of carbon composite aircraft wings. A new Wing Technology Development Centre (WTDC) recently opened in Bristol and is now working in parallel with Filton’s existing Aerospace Integrated Research and Technology Centre (AIRTeC), which opened in 2021.
Other research facilities that have benefited from substantial ATI investment include the Osney lab in Oxford, the new Whittle Lab in Cambridge and the National Centre for Combustion and Aerothermal Technology in Loughborough.
Alongside supporting global OEMs, the ATI is also helping nurture the UK’s thriving ecosystem of SMEs, such as ZeroAvia, developing hydrogen-electric engines for zero-emission flight. Reflecting on the 10-year milestone, Val Miftakhov, Founder and CEO of ZeroAvia, says the ATI’s impact on advancing zero-emission hydrogen engines within the industry is of ‘huge importance.’
He says this will not only help deliver “a clean future for flight” but predicts it will bolster the UK’s ability to “capture more exports as the world becomes reliant on cleaner propulsion technologies.”
SOARING EXPORT GROWTH
Strong export performances underpin growth, generating nearly half of the combined turnover. The security sector has seen tremendous export growth of 228% since 2013, demonstrating the growing global demand for the UK’s cutting-edge security technologies and solutions.
Geopolitical tensions and proliferating international security challenges have also heightened demand for advanced military equipment and cybersecurity measures. The UK has established itself as a leading developer of high-tech defence systems, whether on land, sea, beneath the waves or in the air – manned, partially unmanned or fully autonomous. This strategic positioning has led to a substantial 28% year-on-year increase in defence exports.
ADS’ Aimie Stone expects defence exports to continue to grow, driven by the UK’s continued strengthening relations with the EU, collaborative efforts with NATO allies and participation in major international programmes such as AUKUS and the Global Combat Air Programme (GCAP).
Rising passenger demand for long-haul travel and renewed interest from airlines in updating their fleets with more fuel-efficient and technologically advanced aircraft have seen record-breaking global orders for widebody aircraft – up 169% in 2023 compared to 2022. This trend will bring significant benefits to the UK, says Stone, as almost 20% of the value content of widebody aircraft comes from the UK, with engines and wings representing the largest share.
One company reaping the benefit is Arrowsmith Engineering, whose overseas sales have rocketed by nearly 400% following the pandemic and now account for a third of its £8.3m turnover. Precision components manufactured at its Coventry factory are shipped to customers in Brazil, China, France, Germany, Singapore and Spain for use in aerospace engines, landing gears and airframes.
Shortly after receiving its second King’s Award for International Trade earlier this year, Arrowsmith Engineering announced a string of new contract wins, resulting in the largest order book in its 57-year history. According to Jason Aldridge, Managing Director, investments in new technology and robotics, along with the creation of 10 new jobs, have provided the capacity and capability to win work against much larger rivals.
The company recently expanded its capacity further with the delivery of two additional dual spindle Lynx 21000ISLYA/B CNC machines from Mills. This follows the success of its installed 5-axis DVF5000 and 4-axis DNM4500 cobot systems.
A LONG-TERM VISION
Another transformative opportunity for the UK lies in the rapidly expanding global space economy, where the country has already established itself as a world leader across multiple domains. Bolstered by technological innovations and strategic investments – both public and private, the UK is poised to unlock new capabilities and skills in launch capabilities, satellite communications, surveillance and reconnaissance, position, navigation and timing (PNT), in-orbit services and manufacturing, among others.
Ensuring space exploration and operations are sustainable is a key focus, as it is across aerospace, defence and security. Efforts are underway to develop cleaner propulsion technologies for satellite launches and to tackle the escalating challenge of space debris.
ClearSpace, for instance, intends to do just that through its CLEAR Mission, funded under the UK Space Agency’s national debris removal programme. The company plans to deploy its novel robotic capture system to safely remove two obsolete, washing-machine-sized UK satellites from orbit. By leveraging advanced technologies to mitigate the risks posed by space debris to satellites and crewed space stations, ClearSpace aims to ensure cleaner, safer and more sustainable space orbits.
Space and sustainability are central themes for Farnborough International Airshow (FIA) 2024, alongside innovation, defence, skills and future flight. FIA provides a crucial platform to showcase the UK’s aerospace, defence, security and space capabilities to a global audience, and holds tremendous political importance. Even more so this year.
FIA 2024 is scheduled just two weeks after a general election, which could bring a change of government. This shift brings new uncertainty at a critical time. Recent government commitments indicate a growing intent to develop a new generation of aircraft, defence systems and space technologies, supporting thousands of high-skilled jobs nationwide.
The UK has untold opportunities to develop and expand its existing strengths, from additive manufacturing and lightweighting to decarbonisation and the use of quantum computers for threat mapping. Given the political instability the country has experienced of late, it’s imperative that the party in power acknowledges the international attention FIA receives and harnesses it to send a clear signal to industry and the global community that the UK takes these opportunities seriously.
Uncertainty and ambiguity often spook markets, notes ADS’ Aimie Stone, adding that while the UK may not match other nations in funding levels, it can surpass them with a clear, robust and long-term strategy. Reflecting on the past 10 years, the UK aerospace, defence, security and space sectors have made remarkable progress. Looking ahead to the next decade and beyond, the stage is set for the UK to build on these achievements. And the time to start is now.
Helical Motion
The introduction of the ISCAR HELIMILL in the 1990s marked a significant milestone in milling tools. It changed the design of milling tools with indexable inserts, establishing a new approach that would help to shape the industry.
The breakthrough was achieved using a parallelogram-shaped carbide insert, featuring a helical cutting edge formed by the intersection of the insert’s helical side and shaped top surfaces (Fig. 1). The HELIMILL concept offers several advantages. Firstly, the consistency of the rake and relief angles along the insert’s cutting edge, when mounted on a tool reduces cutting force variations and ensures a smooth cutting action. Secondly, the uniformity of the insert’s cutting wedge enhances its strength. Lastly, the helical cutting edge’s proximity to the imaginary cylinder generated by a rotating tool improves accuracy compared to the straight edge found in previous-generation milling inserts. These advancements have elevated milling performance.
Over the years, continuous improvement has led to significant changes in the HELIMILL inserts. The helix of the cutting edge has become more aggressive, and the top surface topology has become more intricate. Combined with advanced carbide grades, these new designs have ushered in a new level of performance. However, the parallelogram insert shape limits the number of indexable cutting edges to two.
To maximise the efficiency of cemented carbides, a new round of insert development was initiated. The successful adaptation of the helical cutting edge to triangular inserts addressed this limitation. The triangular insert concept not only provides three cutting edges but also offers additional benefits. When compared to other shapes with equal cutting-edge lengths, the triangular shape provides a wider central area. This allows for an increase in the central bore size, enabling the use of a clamping screw with a larger thread. As a result, the insert securing is strengthened, contributing to the overall durability of the milling tool assembly. Additionally, the triangular shape enhances the ramping-down cutting capability.
Overall, the introduction of the ISCAR HELIMILL and its subsequent advancements have revolutionised the milling tool industry. The use of helical cutting edges and triangular inserts has significantly improved performance, accuracy and durability, pushing milling capabilities to new levels.
A proximate successor to the HELIMILL is the HELI-3-MILL, a family of milling tools introduced by ISCAR that features triangular indexable inserts (Fig. 2). The advantages of the ‘helical triangle’ highlight why this family has gained popularity in the market. However, it is important to note that this does not mean the triangle shape will completely replace the traditional parallelogram contour with helical cutting edges soon. The parallelogram shape still possesses a competitive edge.
Paradoxically, the narrow width of the parallelogram-shaped insert, which is considered a drawback when compared to the triangular shape, also offers certain advantages. Firstly, a narrower insert allows for an indexable design suitable for smaller tool diameters. Secondly, this insert geometry reduces the depth of the chip gullet, strengthening the cross-section of the tool body. This feature is particularly important for extended flute cutter designs where higher strength and rigidity of the body are crucial. The parallelogram insert structure also permits increased corner radii. Additionally, the classical shape is well-suited for high feed milling (HFM) inserts, which can be mounted in existing pockets, effectively transforming a 90-degree tool into an efficient HFM cutter. Moreover, the ‘helical parallelogram’ has a smaller overall length compared to the ‘helical triangle’ for the same cutting length. Therefore, it would be premature and incorrect to dismiss classical parallelogram inserts.
As a result, the development of 90-degree indexable milling cutters harmoniously combines both approaches, utilising both triangular and parallelogram-shaped inserts. While the triangular insert concept dominates modern designs, the parallelogram insert principle remains relevant. The HELIMILL platform continues to be updated with new advantageous products. ISCAR’s recently developed products relating to milling cutters with parallelogram-shaped inserts demonstrate that the traditional design approach remains effective and capable of meeting the demands of modern manufacturing. Milling high-temperature superalloys and titanium (ISO S group of applications), as well as difficult-to-cut austenitic and duplex stainless steel (ISO M group), presents challenges. Effective coolant supply, particularly pinpointed high-pressure cooling (HPC), can significantly reduce the heat load on the cutting edge, enhancing lubrication and chip removal.
This leads to higher cutting data and enables larger radial engagements, resulting in a higher metal removal rate (MRR). Moreover, HPC facilitates the production of tighter and curled chips, allowing for tool designs with smaller chip gullets and higher tooth density. Taking these factors into consideration, ISCAR has expanded its HELI2000 family (the latest version of the HELIMILL) by introducing new tools that incorporate an HPC option within the tool body. The design of these tools has been optimised using computational fluid dynamics (CFD). They are available in both integral-body configurations and as relatively small-sized exchangeable heads with indexable inserts, which are compatible with ISCAR’s modular systems MULTI-MASTER and FLEXFIT (Fig. 3).
HELI2000 integrates the HELIMILL and HELIPLUS families, combining their latest developments into a single portfolio. This includes the introduction of two new highly efficient carbide grades: IC5600, designed for machining steel (ISO P group), and IC716, specifically tailored for cutting titanium. Additionally, the insert range has been expanded with new cutting geometries. This includes inserts with a high positive chipformer for milling titanium, chip-splitting cutting edges for productive roughing, and other designs. Furthermore, the range now includes inserts with reinforced cutting edges for high feed milling of hard materials up to HRc 60 hardness (ISO H group, Fig. 4). These new products are also part of ISCAR’s HELIALU family, which consists of milling tools with parallelogram-shaped inserts for machining aluminium alloys (ISO N group). The expansion of this family includes indexable endmill heads with threaded adaptations for both MULTI-MASTER and FLEXFIT systems, providing the option for high-pressure cooling (HPC). The screw-in design configuration of the heads significantly enhances the customisation capabilities of HELIALU tools, allowing for a wide range of MULTI-MASTER and FLEXFIT shanks, adaptors, extensions, and reducers to be utilised. Therefore, the development of the ‘helical parallelogram’ has not ceased, and the traditional HELIMILL continues to gain momentum. This development follows a gradual upward helix, revisiting past turns but at a more advanced stage.
Taking off with bespoke solutions
The UK aerospace industry encompasses everything from design to the manufacture of aircraft, satellites, missiles, engines and much more. With global manufacturers such as Airbus, Rolls Royce, GKN, BAE Systems, Boeing, Safran, Leonardo, Lockheed Martin and Honeywell based in the UK, the aero industry is known for its quality and expertise.
This sector plays a vital role in providing a highly skilled workforce and all of these companies depend on a robust and reliable supply chain, which includes over 250,000 subcontract engineering companies. These OEM and SME companies produce components from airframes to landing gear, jet and turbofan engines to wings and spars – all made from a wide range of materials, that we at Quickgrind have the expertise to process.
Materials such as aluminium, titanium, steel, stainless steel, nickel alloys, cobalt alloys and composites are the mainstay of these components, but there is one common thread – and that is cycle times and cost per part. At Quickgrind, we help customers realise their production requirements in both cost and production throughput. By applying our services, be it the tools, the machining strategy, remanufacture or vending; we provide a vital link as a strategic partner.
As a leading UK manufacturer of solid carbide cutting tools, Quickgrind is very well positioned to supply high-quality standard tools from stock and produce bespoke tools in a rapid turnaround. It is all about communication, understanding what our customers are trying to achieve, and coming up with solutions.
Rather than looking into the bewildering array of parts manufactured within the aerospace industry; we need to know four things. The type of tool required, the material to be machined, the machining conditions and when you need the tools.
By taking this rather simplistic approach, we narrow down the requirements into two categories. This is ‘Will a standard tool satisfy’ or ‘Would a bespoke tool be better suited’.
Let us look at bespoke tooling. Our reputation has been built by providing solutions to manufacturing challenges, listening to our customers and engaging our highly trained and motivated staff. To this aim, we developed an in-house strategy, known as ‘Infinite Possibilities’. This encourages customers not to be restricted by catalogue items but to work with us to develop the optimised cutting tool for the job. This can ring alarm bells with price, but in truth, the cost of the tool can often be fractionally higher than a standard tool. When looking at the cost of using an inferior tool compared with a bespoke tool that solves the issue, the price is swallowed up by a stable and secure production process.
Standard tooling. Many solid carbide tool manufacturers have large ranges of standard tools, which can be bewildering. We have a smaller range to satisfy your immediate requirements and keep your machines running. With around 500 tools in 40 different types, you will likely find the tool you want, be that an end mill for steel, a high feed tool for die steels or HPC for trochoidal milling in HRSA materials, we have them available.
Our Samurai and Warrior ball nose ranges for hard machining applications and our Eliminator range of barrel tools can save up to 90% cycle time when finishing. We also have the Orbis lollipops that are fast becoming a favourite with many a decerning programmer for those difficult-to-reach features.
Drilling in some of the aerospace materials and applications requires the best. At Quickgrind, we have specially designed features on our tools to cope with HRSA, deep holes and step drills. Last, but certainly not least, one of the most cost-saving and environmentally friendly services we offer is that of re-manufacture. When implemented and managed correctly, savings of 25 to 40% off your tooling budget can be realised. Our QuickEdge service offers regrinding of our tools and other manufacturers’ tools to such a high degree they provide a ‘good as new’ tool life and performance, time and time again. Just think of the savings you can achieve with 4 to 9 times more uses from your tools. More in-depth knowledge and insights can be found on our website www.Quickgrind.com
Assembling knowledge for the aircraft industry
The MAPAL Group is pooling its global activities in aircraft assembly with its newly founded ‘Global Organisation for Assembly (GOA)’ department. This move reflects the importance and special requirements of the final assembly sector in the aviation industry. Based in France, the GOA encompasses a team of qualified staff backed by an investment in production and testing capabilities.
In Vigneux-de-Bretagne on the outskirts of Nantes, one of MAPAL’s four sites in France, a dozen employees have been permanent members of the GOA since January 2024. If they need support, they can rely on MAPAL France which has 120 employees. Laurent Benezech, Business Development Manager of Aerospace, is responsible for the GOA and works closely with plant manager Thomas Dauteuille.
The GOA is MAPAL’s first Centre of Competence outside Germany. “It is very important for the development of the MAPAL Group to pool our expertise close to our strategic customers,” explains Christophe Potier, CEO of MAPAL France. Christophe has played a major role in the final assembly sector and during the 2009 financial crisis, he investigated the requirements of aircraft assembly at Airbus. After visiting the site, he concluded that although there was great potential here, MAPAL didn’t yet have the right products for it. Adapted tools were developed within one month and successfully tested on-site, putting MAPAL in business. With the additional takeover of a small French tool manufacturer, the company also became a strategic supplier to Airbus.
Around a million bores are drilled to assemble the parts of an aeroplane. The challenge is that the components are made up of layers of different materials such as titanium, aluminium and CFRP in various combinations. As a result, there is no standard range for machining rivet bores. MAPAL primarily provides solid carbide tools for this. These step drills with sharp cutting edges and multi-bladed reamers place great importance on suitable coatings, which MAPAL is constantly developing.
The company is successful with its assembly tool technologies and it now boasts a large number of customers in the aviation industry. The new structure is heavily tailored to the requirements of the sector. “We have to be able to react very quickly. This has been a major challenge for MAPAL and it is the reason for our new organizational unit. Just as important as having the right solutions is a good, tightly-knit network to get the tools to our customers quickly and to support them in using them,” explains Piotr Tyczynski, Global Head of Segment Management Aerospace at MAPAL.
The required capabilities were concentrated and expanded in France. The GOA not only acts as a sales organisation that centrally handles all quotation processing worldwide for the final assembly division. In Vigneux-de-Bretagne, a development department has also been set up for testing customised tools. In addition to measuring all parameters, it is also possible to adjust the tools to the customer’s machining conditions. This is important because the many bores on the aircraft are drilled using semi-automatic or manual machines. Production is only a few metres away from the development department. If modifications need to be made to a tool, this is done within a few minutes and the tests can continue. Solutions can thus be developed in a very short amount of time. In addition, the GOA’s manufacturing unit also produces the first tool series and standardises their production to ensure reproducible results in the Centre of Competence Altenstadt and Toulouse as well as at all MAPAL production sites.
Experience from France is shared with other MAPAL Group sites and it appoints a process expert in each country because on-site support for customers is so important in the assembly field. These experts already exist in the key focus markets and form a network under the leadership of Thomas Dauteuille. Where the relevant knowledge still needs to be built up locally, customers receive centralised support from the GOA.
Cylindrical and non-circular grinding
For 50 years, the Dutch machining centre manufacturer Unisign has been developing machine concepts adapted to special machining requirements. With over 80% of production in-house – the company relies on KELLENBERGER for its grinding technology.
Today, Unisign portal machines, travelling column machines and multitask machining centres go to logistics and energy companies, commercial vehicle manufacturers and general engineering companies all over the world, a large proportion are special machines. Parts machined on these machines includes truck axles, chassis side rails, lift mast profiles, excavator frames, crane beams and railroad bogie frames, which are often produced in a single clamping operation on Unisign machines. The machining length often exceeds 25m. The Unisign Technology Center houses an R&D department where new machine concepts are continuously developed.
“Here, we can demonstrate the performance of our machines,” says Operations Manager Paul Lennaerts, who is responsible for design, production and assembly. “We show customers how our machines can increase productivity. In our production, we manufacture the components for our machines mainly on Unisign machines, at least that goes for machining processes. For other operations, we use machines whose quality awareness is similar to ours, like KELLENBERGER”
For grinding operations on high-precision parts such as tie rods, mandrels and spacer rings, a KELLENBERGER KEL-VARIA (the predecessor model of the premium KELLENBERGER 1000 series) was purchased back in 2003. The performance is oriented to the precision production of prototypes as well as small and medium series. A solid machine table with a reinforced machine bed brings very high static and dynamic rigidity and stability, both decisive factors for quality, precision and great productivity.
In 2021, a KELLENBERGER 1000 was purchased, partly for capacity reasons and partly due to performance requirements. René van der Peet from the sales company BMT Machine Tools BV, which represents KELLENBERGER in the Netherlands guided the selection process for the new machine. “We weigh all parameters very carefully when buying a machine and leave nothing to chance. Our workpieces vary greatly in size and we mainly machine small batches and individual parts, which means the machine must be very flexible.”
The KELLENBERGER 1000 is equipped with hydrostatic guides in all main axes for maximum form accuracy in grinding tasks with interpolating axes. The CNC-controlled B-axis for the grinding head is hydrostatic and wear-free. It has a direct drive with a water-cooled high-torque motor and an angle encoder with a 0.1” resolution. The turret grinding head swivels about three times faster and positions with an accuracy of less than one angular second. This reduces non-productive time and increases productivity.
The company decided on a machine with a 1,600mm centre width and a centre height of 250mm. “We make full use of the working space when grinding long mandrels,” says Paul Lennaerts. Of the more than 30 different grinding head variants with external and internal grinding spindles that are available for the KELLENBERGER 1000, Unisign chose the UR 1-6-7 grinding head arrangement with an external grinding spindle and two high-frequency internal grinding spindles with speeds of 42,000rpm and 60,000rpm, respectively.
The purchase of the KELLENBERGER 1000 was well prepared with various grinding tests at the KELLENBERGER factory in St. Gallen. Among the acceptance parts were Capto C8 receptacles that Unisign manufactures in-house. The necessary grinding know-how for the Capto tool holders was supplied with the machine after the grinding tests. “That helped us a lot at the beginning,” says Paul Lennaerts.
“We are very satisfied with the new machine”, Paul Lennaerts sums up. “It has given us the required increase in performance. And we also appreciate the KELLENBERGER machine service, which has short distances due to its location. Overall, KELLENBERGER is not only a machine supplier, but also a consultant for manufacturing processes in the grinding sector.”
Everything’s going according to plan
Mills CNC has recently supplied Tufcot Engineering Ltd with a new, large-capacity, multi-tasking lathe to enhance its machining capabilities. The 24” chuck DN Solutions’ Puma 700LM II equipped with driven tooling and FANUC 0iTP control is one of the largest machines acquired by Tufcot in its 43-year history.
Tufcot’s relationship with Mills CNC began in 2005 with a Puma 240LC and now the company has purchased the Puma 700LM II, installed at the company’s 50,000sq/ft facility in Sheffield in April 2024.
Over the years, more investments with Mills have followed to consolidate its supply chain position and acquire new business. It ordered the new Puma 700LM II as well a new 21” chuck Puma 4100MC lathe to be installed in August. The latest additions will take the CNC lathes acquired from Mills CNC to 11 in total.
“The high-performance lathes that Mills sells and supports are real workhorses. They are reliable and deliver the fast processing speeds and accuracies we need to meet our customers’ demands,” says Tufcot’s Managing Director, Greg Majchrzak.
Since being installed, the new Puma 700LM II has been used to machine small batches of high-precision large diameter Tufcot® composite bushes and bearings for customers in the marine sectors. Tied up to tight tolerances, these parts have long cycle times and a range of intricate milled features.
Tufcot® is a composite engineering material manufactured from synthetic fibres and thermos-setting resins. However, the company’s core business is supplying finished products such as wear pads, bushes and bearings.
The marine sector is important to Tufcot’s growth ambitions. Says Justin Krebs, Tufcot’s Operations Manager: “Our knowledge of composites and their application has helped highlight significant new business opportunities that we could exploit if we had larger and more sophisticated in-house turning capabilities.”
Tufcot always had the capacity to machine large parts on its existing lathes, but the processes involved were more labour intensive and required more work handling. This had a knock-on and detrimental effect on the cost-per-part.
As Justin Krebs continues: “Owing to the increased demand for Tufcot® composites, it made perfect sense to strengthen our turning operation by investing in a new large-capacity lathe to machine these larger parts. As a consequence, we approached machine tool suppliers with our plans and asked them to recommend their preferred solution.”
Having gone through what was a comprehensive and detailed decision-making process, Tufcot ultimately opted to go for the Puma 700LM II from Mills CNC. The Puma 700LM II is a large-capacity lathe with a 900mm maximum turning diameter and a 3200mm maximum turning length.
Says Greg Majchrzak: “The Puma 700LM II can handle large and small parts, and the driven tooling capability enables complex, high-precision features to be machined in a single set-up.”
Delivering fast part cycle times and eliminating the need to transfer components between machines has helped improve productivity and process efficiencies. It has enabled Tufcot to win new machining contracts for larger components from new and existing marine customers that, before the Puma 700LM II investment would have been out of its reach.
Continues Greg Majchrzak: “To protect the new business won on the back of the Puma 700LM II acquisition, we also decided to duplicate the investment by ordering a new, similarly specified 21” chuck Puma 4100MC lathe. This will enable us to continue to meet our production and delivery schedules should the Puma 700LM II be out of action for any reason. In effect, we are future-proofing this new business, and leaving nothing to chance.”
In addition to investing in the two new lathes from Mills CNC, the company has also recently acquired two, new state-of-the-art CNC routers in 2022 and increased the size of its facility with the purchase of additional premises.
What role does tool holding play in sustainability?
Sustainability considerations are currently ‘trendy’ and Individual elements such as toolholding are often considered. However, if you want to act sustainably, you should not focus too much on finite details and look at the overall process. When it comes to sustainability, the product life cycle and the process in which it is integrated are critical factors.
In machining, there are a lot of variables to consider such as the material, component geometry, quantities, type of machine, tools and clamping devices used. External circumstances such as the production location, the qualifications of the employees and automation must also be considered.
Apart from materials, energy efficiency is probably the main factor that determines a sustainable process. Therefore, a promising approach is to look for the largest consumers and optimise their use. The machine tool offers savings potential as it consumes the majority of the energy used with its spindle and axis drives, peripherals and auxiliary units.
When purchasing new machines, the user can significantly reduce consumption by paying attention to energy-saving components. Andreas Haimer, Managing Director and President of the HAIMER Group, explains: “In our production, we have learned that replacing an old machining centre with a new one using the same machining process requires around 30% less energy. As a family business, we pay a lot of attention to sustainability. In the last financial year, we invested a total of over €1m and we have saved over 250 tons of CO2.”
Machining savings can be made with examples like CAD/CAM-optimised machining strategies. Andreas Haimer says: “A customer provided us with data on how he reduced machining time by 75% from 71 to 18 minutes per part by trochoidal milling with our HAIMER Power shrink fit chucks and the HAIMER MILL cutters. The change in machining strategy was accompanied by energy savings due to significantly lower power consumption. While the spindle load was 80-85% for 10 parts with a face mill that had a total energy cost of around €150, the trochoidal milling strategy with a spindle load of 8-10% and shorter cycle time reduced energy costs to €5 for 10 parts. This was a higher output with lower energy consumption per part produced.”
The sustainability
of toolholding
Have you ever thought about how a tool holder could contribute to sustainability? Where a milling machine consumes an average of around 30kW, plus the power of hydraulic and pneumatic devices, automation equipment and robots – toolholding only plays a subordinate role. This is because the tool holder is a comparatively small detail, even if using a shrink-fit chuck with a marginal energy consumption.
Looking at other clamping systems, the energy consumption during shrinking is higher in operational use than with a hydraulic or milling chuck. Looking at the entire product life cycle of a tool holder, which includes production, maintenance and disposal, a completely different picture emerges.
The production of a hydraulic chuck requires significantly more effort and energy due to its complicated structure. There is also the soldering of the expansion sleeve, additional heat treatment to prevent the solder joint from breaking, as well as the effort required for cleaning, assembly and filling with oil. “From our experience, the energy required for production is around three times higher for the shrink-fit chuck,” explains Andreas Haimer.
“In addition to shrink-fit chucks, we also have hydraulic chucks. Although their list prices are higher than shrink-fit chucks, they are the right solution for certain applications. However, they are not more sustainable. Our analyses show that a hydraulic chuck requires around 25kWh more energy to manufacture than a shrink chuck. In product life cycle terms, a shrink fit chuck with an energy requirement of 0.026kWh per shrink fit and the cooling cycle can be shrunk almost 1,000 times before it requires more energy than a hydraulic chuck.”
The same applies to milling chucks, which are much more complicated and contain more components as well as grease and lubricants. Life cycle and process reliability are crucial. Haimer shrink chucks are maintenance-free and can be shrunk in and out an unlimited number of times, whereas hydraulic chucks and milling chucks have to be serviced every 2-3 years to check the clamping force. The contained hydraulic fluid or grease also makes environmentally friendly disposal more difficult than with shrink-fit chucks. As well as the life cycle, there are differences in terms of process reliability.
But how is energy consumption calculated during the shrinking process? Heating a shrink-fit chuck takes about 5 seconds. The maximum output of a HAIMER Power Clamp shrink-fit machine is 13kW, but the average is 8kW. This means that a single, complete shrinking process consumes around 0.011kWh and cooling consumes 0.015kWh resulting in a total of 0.026kWh. If a kilowatt-hour costs 20 cents, shrinking and cooling costs a marginal 0.5 cents. How should the energy consumption be classified when considering the machining process with a power consumption of around 30kW? Assuming that a tool is in use for an hour and 1% machining time can be saved thanks to the high concentricity and rigidity or the improved milling strategies due to the slim contour holder, that would be 0.3kWh of energy saved.
Andreas Haimer summarises: “The energy consumption per clamping process plays a negligible role compared to the issues of life cycle and machining strategy. Modern CAD/CAM-optimised milling strategies can save 75% of machining time. Machinists must focus on such processes if they want t sustainability and productivity.”
Getting to grips with aero engines
Brown and Holmes in Tamworth have a fantastic reputation for designing bespoke fixturing around the world, and recently they made a fixture that helps to produce jet engine turbine blades halfway around the world in Singapore. MTDCNC went along to find out more.
Asking Mick Waller from Brown and Holmes how the company has earned its remarkable reputation, Mick tells MTDCNC: “I think a lot of credit for our reputation has to do with making sure that we have customer satisfaction. That’s key to backing up our fixturing solutions and making sure that our customers are happy with those solutions. Brown and Holmes have over 75 years of experience designing and making bespoke workholding solutions. I’ve been with the company for 18 years managing the design team. The design team’s got a lot of experience with this sort of thing and there’s a lot of more mature designers, so in years of experience there is quite a lot of experience here.”
Discussing a fixture that has been in operation for some time, Mick continues: “This is part of a suite of fixtures that manufacture aircraft turbine blades and this is half of the 20 fixtures, the other half of it is for machining the tip which sits above the component when it’s in the machine and this is the root holding part of that fixture.”
With a lot of complexity around manufacturing turbine blades like achieving good surface finishes and meeting impeccable precision levels, Mick explained how Brown and Holmes worked with this customer to develop the process. As Mick says: “The customer had a pretty good idea of what they wanted to machine at the different operations and our challenge was to make sure the component was held in a repeatable and accurate manner. This meant that they could carry out complex machining. The geometry involved in these types of components is very complex and the key requirement was accuracy and repeatability. This particular operation is to machine all of the aerofoil. It machines both sides round and the lead-in and trailing edges of the aerofoil. The platform machining is also done on this fixture. As time developed, because this fixture has been in service for a long time, it also involves machining the tip of the blade as well in the same process.”
“The key thing is working with the machine tool and with the cutting tool engineers because you see some nice rads that flow all around this part and access is key to being able to produce this part in a single operation.”
Talking a little more about the fixture, Mick says: “The dovetail at the bottom of the root is key to the accuracy. The accuracy of that dovetail when you’ve got the tip of the blade far away from the base is critical. If it’s not right to within microns at the root end, then we’re going to be millimetres out at the top of the blade. When we’re holding the tip in the other half of the fixture, obviously that’s got to be totally in line with the base. Otherwise, when we’re machining the aerofoil, you’re going to get a variation in the thickness of the finished machine part. So yes, they’ve got to be perfectly right between the two halves of the fixture.”
Discussing the service life of the project, Mick recalls: “This particular operation has been in place for approximately 10 years and there are 19 of these fixtures. At the end users facility, these are running on a lot of machines and as time has developed, it became a three-op process that required three fixtures that we designed and manufactured and we’ve since as the process has developed as the ‘condition of supply’ of the components has developed, we’ve managed to eliminate one of those fixtures.”
“Initially, there were various cutting trials done with this in the UK, then out in Italy and then down to the end user in Singapore. So yes, it’s a well-travelled process and we support that process whether it be at a partner in Birmingham or a machine tool manufacturer in Italy or the end-use customer which is out in Singapore where this particular facility is for that company.”
Looking at the life-cycle of the component and the long-term support provided by Brown and Holmes, Mick says: “This is a great example of the way that we can support fixturing over a long period. A lot of our bespoke workholding is one-off and you see the fixture. If it works successfully, you never see the fixture again. However, with the production demands on this component, there’s been a long process over ten years of supporting the customer and developing things with the customer.”
In conclusion Mick says: “We try to be as diverse as we can, covering as many industries as possible. So this is an aerospace fixture that’s going out to Singapore and we have got medical customers in Ireland and there is a significant UK customer base. They all get the same level of support whether they are in the UK, Ireland or halfway around the world.”
Workholding upgrade doubles productivity
At Archway Engineering, a Leadwell V-50L 3-axis VMC performs some of the more arduous machining operations at the Elland-based company. On the shop floor of the West Yorkshire factory that manufactures drilling equipment for site investigation, mineral exploration, water well construction and environmental monitoring, the productivity of parts going through this machine has been doubled simply by changing the way workpieces are clamped.
The transformation has been achieved by the September purchase of three US-made Chick OneLOKs from sole UK agent 1st Machine Tool Accessories, Salisbury. One of the units remains permanently at one end of the machine’s 1,420 by 610mm table, where it has been clocked into a known position to within 10µm across the 152mm face of the clamp’s fixed hard jaw. The other two OneLOKs may be removed to make room to mount a 4th-axis indexer, but they are quick to set up again relative to the permanently positioned clamp using a parallel bar.
During frequent small-batch runs, it is a simple matter to secure three parts side by side, write a sub-program to machine the workpiece in the permanent OneLOK, probe the position of the parts in the other two clamps, repeat the sub-program twice at the appropriate offsets and run the complete cycle in one go.
This process differs markedly from previous practices involving either bulkier conventional vices, only two of which would fit on the table or a lathe chuck for holding round parts, an arrangement so large that just one could be accommodated in the working area. The positions of all these former workholding setups were slow and laborious to establish accurately and in practice each machining cycle was executed individually.
Another advantage of the Chick product is that it has a time-saving ratchet mechanism to allow the operator to adjust the position of the rear, moveable jaw in one swift action so that it almost touches the workpiece. A few turns of a handle move the jaw in the same direction over the last few millimetres to complete the clamping action quickly, contributing further to short setup times. The mechanism’s novel squeeze clamping action with pull-down as the jaws close applies an equal and opposite force on both sides, resulting in repeatability to within 20 microns.

A practical example of the time savings is in the production of a so-called TC shoe for a drilling machine, produced from an S355 hot-finish steel tube weighing 50kg. Setting up three billets in machined aluminium jaws side-by-side in the OneLOK takes 1.5 hours, compared with a total of four hours previously needed to clamp the parts individually one after the other in the lathe chuck on the VMC table.
Furthermore, clamping forces were lower using this workholding equipment, as well as when employing conventional vices, compared with up to 26.7kN of retaining force exerted by a OneLOK. Therefore, feed rates previously needed to be slower, lengthening cycle times. The versatility of the new units to hold prismatic parts in hard steel jaws, or round parts in soft aluminium jaws machined to match the shape of the component being secured, sets the Chick product apart from conventional vices and underpins the elevated gripping pressure.
Danielle Toner, production manager at Archway Engineering commented, “Most of our production involves one-offs or small batches, with individual cycles generally running for several hours. Being able to clamp parts of any shape so firmly in the OneLOK allows us to mill much more aggressively using high-feed inserted end mills and solid carbide drills. In one instance, an EN8 steel drive unit end plate that previously took six hours to machine is completed in one hour.”
She explained that it is now possible to feed at 7m/min a 32mm diameter end mill rotating at 1,200rpm, whereas the previous maximum feed rate was 2 to 3m/min. At the same time, higher quality tools may be employed and the depth of cut has increased from 0.3 to 1mm. Additionally, because parts are held more rigidly and the OneLOK is of low-profile design, there is less vibration so tools last longer and the machined finish is better. It helps particularly with the production of the TC shoe as well as phosphor bronze sliding plates, both of which require features with a near-polished surface.
Mrs Toner concluded: “The quicker setup times using the Chick OneLOKs and the faster machining cycles that their secure clamping means that a typical short batch of parts can be produced on the Leadwell in two days, compared with up to one week previously. I estimate that productivity across the parts produced on this VMC has increased by 100% and probably more. The machine operator is also more productive, as he has extra free time and can plan his work around the factory more effectively.”
Your benchmarking tool for brilliance
It was Johann Wolfgang von Goethe who said ‘The hardest thing to see is what is in front of your eyes’. For some of us, that scotoma is everywhere in our business and we just don’t know it. But what if you could find the ‘blindspots’ and unlock the utopia of perfect process flow and profitability? Now, Hexagon Manufacturing Intelligence is offering manufacturers that opportunity with its ‘7 Steps to Machine Shop Excellence’.
Almost every business has bottlenecks that are obvious to identify, but to dig into the deepest darkest corners, you would probably need a comprehensive audit by the likes of Deloitte or KPMG. Thankfully, Hexagon has done all the hard yards. It hasn’t just developed an ecosystem of solutions, but it has also created a ‘global’ platform to incorporate all manufacturing stages into a seamless, streamlined workflow. Essentially, Hexagon has the tools to provide a full transformational journey – and it all begins with its benchmarking tool.
The benchmarking tool has two questions for each of the seven steps – and each question takes less than 30 seconds to answer. Once you complete the survey, you will receive a business performance report with a ‘playbook’ on how to map your route to success. The benchmarking tool has been rolled out worldwide to give manufacturers a true indication of how healthy their technology ecosystem is in comparison to their peers. The playbook will provide suggested areas for improvement whilst a ‘follow-up’ consultation with a Hexagon expert will identify your blindspots.
With this new tool, the 7-steps and its digital platforms, Hexagon is empowering machine shops to optimise operations across their workflows, allowing for streamlined and more efficient ‘Design, Make and Inspect’ practices. Commenting upon the roll-out, VP of General Manufacturing at Hexagon, Jason Walker says: “A typical manufacturing business consists of several different ‘silos’ with design, quoting and planning all being far removed from the production floor, which in itself often works with different processes and systems to manufacture, manage quality control and conduct inspections – and these are just a few of the many silos. When quoting for jobs, businesses often work from spreadsheets and tribal knowledge of the business and processes.”
“Challenges at the early quoting stage can arise from a disconnect between evaluating the design and the preparation for the manufacturing step, without calculating accurate cycle times relevant to the correct resources, such as machines and tools available. With machine and tool library information stored in Hexagon CAM suites, this is just one process that can be streamlined. Likewise, the same CAD file can be converted and utilised differently in the production department to the inspection department, causing further discrepancies. Our aim is to break down the departmental silos, eliminate discrepancies and find the hidden value in the seams between the processes,” Jason continues.
Taking your first step…
The first step for any manufacturer is to access the free benchmarking tool (https://machineshop.hexagon.com), complete the survey and then start an exciting journey. In essence, the benchmarking tool takes manufacturers through the complete life cycle, starting with quoting and planning. At step 1, machine shops need to adopt more strategic quoting and planning processes that are connected. Striving to balance resource allocation, synchronised machine schedules and seamless work order tracking can be a challenge – so optimising the workflow from the start is critical. Here, Hexagon has technology like DESIGNER that offers design-for-manufacturability capabilities for smarter manufacturing, the Nexus digital reality platform also breaks departmental silos by connecting people and technologies across departments and integrates with tools such as Datanomix, the automated production intelligence system.
Many of Hexagon’s platforms stretch across all 7 steps and in step 2 (design and review), Nexus and DESIGNER work together seamlessly to enable real-time collaboration on design reviews . At Step 3, Hexagon leverages the latest technology to ensure design integrity is maintained throughout manufacturing. Even the planning of downstream processes such as measurement and inspection can be managed here.
Steps 4 through 7 incorporate production intelligence, shop-floor operations and quality inspection, with the final step being reporting and analytics that provide insights into the health of all prior stages. Throughout the 7 steps to manufacturing excellence, Hexagon’s hardware and software works harmoniously with existing solutions to break down departmental ‘silos’ and deliver the hidden benefits of digital manufacturing throughout each step and department.
Nikon’s advanced CT scanning reveals 17th century secrets
Industry-leading computed tomography (CT) scanning technology provided by Nikon has been employed to uncover the secrets of a rare 17th-century pendant watch, part of the Museum of London’s renowned Cheapside Hoard. The intricate details revealed by the scans have transformed the Museum’s understanding of this unique piece of early modern technology, providing new insights into its mechanism, case, and historical significance.
The heart of the goldsmiths’ trade in post-medieval Britain was on the south side of Cheapside in the City of London. Here, on 18th June 1912, beneath a brick-lined cellar floor in a timber-framed building, workmen discovered a remarkable cache of almost 500 items of jewellery, gems and other precious Elizabethan and Jacobean objects.
Probably buried in about 1640 at the onset of the English Civil War, the so-called Cheapside Hoard is now housed in the Museum of London and contains only one item that can be directly attributed. It is a gilt-brass pendant watch, made in Geneva between 1610 and 1620, bearing the signature of its maker, G Ferlite (Gaultier Ferlite). For a catalogue to be published to coincide with the opening of the new London Museum in 2026-2027, Hazel Forsyth, Senior Curator Medieval & Early Modern Collections responsible for the Cheapside Hoard, wanted to check a few facts and figures concerning recent further research on the watch. In 2023, she approached Nikon for assistance and was delighted when Alistair Watson, X-ray Sales Manager, suggested rescanning the watch.
The watch movement had first undergone X-radiography and CT reconstruction in 2005, but the technology has progressed enormously since then and there was potential to discover much more detail. The latest investigation was undertaken by James Finch, Applications Engineer at Nikon’s X-ray CT production, demonstration and subcontract inspection centre in Tring in February. The watch was scanned in a Nikon XT H 450 system equipped with a source having a 450kV rotating reflection target manufactured on-site. Scan parameters were 430kV, 100W and a 2mm tin filter was used. A total of 3,800 projections were acquired with a voxel size of 31.8 microns. Each exposure took 1,415 milliseconds, so the overall scan time was 90 minutes.
Nikon’s CT scans produce ‘staggering’ results
“The results were staggering. For the very first time, it was possible to see details that were blurred in 2005, or simply invisible. The results showed precise features and gear components and relative metal densities, including imaging of the areas which still retain gilding,” says Hazel Forsyth.
“It was also possible to obtain precise measurements of particular features. Even more exciting was the possibility of scanning the case and movement so that we could virtually re-insert the mechanism into its original housing. This meant we could work out what its early 17th-century owner would have seen through some of the apertures in the dial. The latest images have had a transformative effect on our understanding of this important watch and its place in early modern horology.”
The watch, designed to be worn around the neck, is intriguing because it has a reverse-set chapter ring; the numbers 12 and 6 are transposed so the wearer could read the time by inclining their head. Other interesting features include a piercing in the case for an alarm, as well as astronomical and calendar indications on the dial. When it was made, it would have been a very expensive, luxury item.
Unfortunately, it is in poor condition. Most of the enamel on the dial is lost and the hinge and cover are missing. The dial is currently supported by a modern acrylic insert and the mechanism, which was removed for conservation reasons, is heavily corroded. Very little of the internal structure can be seen with the naked eye, which is why the detail revealed by CT scanning has been so valuable.
One-stop subby relies on Hurco
Considering itself as a ‘one-stop-shop’, Wolverhampton-based Varlowe Industrial Services Ltd is a subcontract manufacturer that specialises in machining, specialist pipework, steel fabrication, Class 1 coded welding and electrical services. For a ‘one-stop-shop’ of everything from prototypes to small batch manufacturing, pride of place is a host of CNC machine tools from Hurco.
Celebrating its 20th anniversary in 2023, the company works with everything from hospitals and theme parks to automotive and more. With specialist pipework, fabrication and welding being the foundation blocks of the business, precision machining was a bolt-on, as Steve Varden from Varlowe Industrial Services Ltd says: “From a commercial point of view, we needed to keep control of our processes and delivery dates, price points and customer satisfaction. We manufacture everything from jigs and fixtures, prototypes, design and build everything from the basic shaft or gear to specialist projects.”
Looking at why the company invested in Hurco machines, Steve says: “They are very reliable and come at an excellent price point. They are fit for purpose and the company is relatively local to us. Additionally, the service is excellent.”

Adding to this, Mike Boylan from Varlowe says: “We are predominantly making small batch work and one-offs. The parts have to be precise and are often quite complex, so there is a wide variety of components made from engineering steels such as ferrous and nonferrous materials as well as plastics. We primarily manufacture prototypes through to small batches of 10 or 20-off.”
Discussing what the company needs to produce such components, Mike says: “This is one of our newest machines, the VMX60i is the largest machine we have and we bought it because our existing machines did not have the capacity to machine our large parts. This machine has the same characteristics as our other machines, we have the tool carousel, through spindle coolant and lots more.”
“Hurco machines are great quality with a small footprint – they give us everything we need for comprehensive 3 and 4th-axis machining and turning.” Alluding to the programming, Mike continues: “We have a mixture where we program with CAD/CAM and we also have operators and setters programming at the machine. This is feasible as the system is very user-friendly and easy to use. Additionally, being able to program on the machine gives us flexibility and speed. On our newest Hurco machines, we now have dual screens and this allows us to look ahead and remove any potential errors as we can run both screens at the same time.”
“The machines are regularly serviced by Hurco, we also have CMM inspection to ensure we are hitting the tight tolerances our customers require. The inspection department also qualifies that the machines are hitting their tolerances and delivering what we need.”
Concluding on the Hurco machines, Steve says: “As a result of having these machines, sales and productivity have improved and we can control our margins better. We now have 10 Hurco machines.”
Brother opens a valve to automated machining
From 2019 to the present, turnover at Oswaldtwistle-based Ross Pneumatrol doubled to £7m with growth across most industry sectors into which it supplies its pneumatic and electro-pneumatic valves, actuators and other products. The oil and gas industry is proving especially buoyant currently and sales growth in Asia has exceeded expectations, raising exports to more than 60% of turnover.
This success was putting pressure on the prismatic machining department, which was using six 40-taper, 3-axis VMCs of various makes and three Brother 30-taper machining centres with twin pallet change supplied by Whitehouse Machine Tools. To meet the increased demand for valve bodies and pilot end caps, Ross Pneumatrol returned to WMT CNC for two more Brother 30-taper machines, this time with automated component handling.
The first cell, installed in the aluminium machining section in September 2022, comprised a Brother Speedio S700X2 VMC equipped with a Feedio robotic system, including vision equipment, for handling components. Designed to automate, the plug-and-play unit communicates with the S700X2 via a Profibus interface and incorporates a 6-axis robot. A camera vision system and built-in PC allow the robot to detect where on an upper conveyor a workpiece has been placed. After machining, components are returned to an output conveyor.
Tommy Cooney, Ross Pneumatrol’s Operations Manager explained: “We liked the ability of the Feedio unit to handle components in and out of a second Brother VMC when the need arises in the future. No other supplier was able to offer that facility.”
Encouraged by the success of the first cell, Ross Pneumatrol installed a second to produce similar components in stainless steel. Whitehouse proposed a Brother Speedio F600X1. Rather than choosing another Feedio for automation, the manufacturer chose a CubeBox from the Turkish OEM Tezmaksan, for which Whitehouse has recently been appointed a UK sales agent and integrator.
As with the Feedio unit, CubeBox has a 6-axis robot to handle parts directly, rather than basing the automation on a more expensive exchange of pallets with fixtured components. Moreover, as the 20 or so variants of stainless steel valve body and pilot end cap are fundamentally cuboid in shape, the parts are easy and quick to grip for transfer to and from a machine tool.
Mr Cooney commented: “The F600X1 fits well with our production pattern, as stainless steel products account for about 10% of throughput, so we can maximise the F600X1’s utilisation by cutting aluminium as well. The entire cell did not cost much more than fitting a cobot to a 40-taper machine would have done.”

Cycle times on the two latest Brother high-efficiency machines with their higher specifications are about 40% shorter than on the older 30 and 40-taper machines on the shop floor. Aluminium pilot end caps and bodies take seven minutes and 10 minutes respectively to complete, while cycle times for the stainless steel versions are 15 minutes and 18 minutes.
Ross Pneumatrol values the engineering support from Whitehouse who has been closely involved in time studies, applications engineering, provision of mainly Ceratizit carbide tooling, and off-line programming strategies using Fusion 360 CAM software.
A Tezmaksan CubeBox increases production output by up to 50% compared with manual loading and unloading and additionally allows long periods of unattended machine running, including overnight. It is 20% less expensive than a company-specific robot integration system. The plug-and-play solution can be implemented on a shop floor the same day as it is delivered, without the need for robot programming knowledge. The unit installed at Ross Pneumatrol is a CubeBox Blues DR whose FANUC M10ID12 robot has a maximum payload of 12kg.
Sodick meets the challenge
When Wall Colmonoy needed to modernise its EDM machining capacity, the manufacturer turned to Sodi-Tech UK and the Sodick brand of wire EDM technology. As the industry benchmark in the manufacture of Colmonoy® surfacing and Nicrobraz® brazing products, precision castings, coatings and components, Wall Colmonoy had three key areas of concern in its wire EDM department. Installing a Sodick ALC800G Premium wire EDM machine resolved them all.
The Michigan-based company with European headquarters in Pontardawe, South Wales had two machines with table sizes of around 300 by 400mm, so any large work outside this envelope either had to be subcontracted out or turned away.

THE CHALLENGES
Wall Colmonoy had deadlines and capacity challenges – it needed a more productive solution that could improve cutting times. The third challenge was overcoming poor precision levels. With existing EDM machines over 10 years old, Wall Colmonoy needed precision levels to within +/-5 microns. It was Sodick that had the answer with its ALC800G Premium wire EDM machine. Looking at why the company invested in a Sodick ALC800G Premium wire EDM machine, Wall Colmonoy Process Engineer Kevin O’Connor recalls: “Our existing machines were ageing, and the programming side of manufacturing became very dated. We were also facing increasing maintenance costs and machine downtime.”

Supporting this opinion, Aaron Patton, EDM machinist at Wall Colmonoy says: “The programming was taking too long and the cutting process was extremely time-consuming. Another issue was capacity, we needed to put large parts on the machine, and we couldn’t do this with our existing machines.”
As Kevin O’Connor continues: “Sodick has had a relationship with Wall Colmonoy dating back 30 years. We went on a fact-finding tour of Sodick as well as other manufacturers to see if they could supply us with a suitable machine. We needed to know if they had a machine capable of cutting our specialist alloys. So, we took samples to Sodick for them to prove that the machines could do ‘exactly what they say on the tin’.”
Adding to this, the Business Development Manager at Sodi-Tech, Mr Tony Berry says: “Wall Colmonoy needed a machine with a capacity to accept their diversity of parts in both dimensions and complexity. The existing machines were too small and the Sodick ALC800G Premium wire EDM machine has a worktable of 800 by 600mm, more than double the bed size of existing machines. By purchasing the Sodick ALC800G Premium wire EDM machine, Wall Colmonoy can manage larger parts, eliminating the need to subcontract work to external sources.”
“The new ALC800G Premium has replaced one of the previous EDM machines and it is more productive than the two previous machines combined. This is a credit to both the productivity increase and the ability to run unmanned for extended periods overnight due to technology like the Smart Pulse electrical discharge power supply unit, Sodick’s Smart Linear technology, the fixed Jet AWT wire threading and the iGroove Plus wire rotation technology. From a programming and operational perspective, Wall Colmonoy can now process up to four different parts simultaneously in a single set-up – and even multiples of those parts.”
Confirming these points, Sodi-Tech UK Technical Sales Manager, Mr Conor Plaskitt adds: “The reason Wall Colmonoy decided to invest in the Sodick ALC800G Premium supplied by Sodi-Tech is to increase the capacity of what they can cut on the machine and take on larger components. This is one of only two machines of its type in the UK and from a market perspective, it really gives Wall Colmonoy an edge over their competition.”
Tony continues: “They have now had the machine for almost a year and it has performed very well. I think Wall Colmonoy are now ready to progress. As part of the free packages that we provide, we can offer advanced training that incorporates things like angle cutting, cutting compound angles, machining unusual shapes and moving on to the machining of specialist alloys, which is exactly what they do here at Wall Colmonoy.”
Looking back at the installation of the Sodick ALC800G Premium wire EDM, Aaron Patton, EDM machinist at Wall Colmonoy says: “When we took delivery of the machine there was quite a steep learning curve, but now we are running the machine confidently, the benefits are impressive. There is still an advanced course that we can undertake to further enhance our capabilities as well as maximise what we can get out of the machine.”
ISCAR is about to change metal cutting…
ISCAR believes it is set to revolutionise metal cutting once again with its latest product launch, the ‘LOGIQUICK’. This new brand signifies ISCAR’s new marketing theme and encompasses three keywords: ‘Logic’, ‘IQ’, and ‘Quick’. The previous campaigns by ISCAR have already highlighted the importance of intelligent cutting tools for advanced machining, providing logical solutions that meet the primary of modern production. With many of these tools becoming a market standard in numerous workshops worldwide, the addition of ‘Quick’ in the logo brings forth a sense of anticipation. What new challenges will the campaign products present? Is it simply a catchy brand name or a fundamental concept? Let’s explore the meaning of the logo and its implications.
In the field of metal cutting, productivity is directly linked to the metal removal rates (MRR). To enhance machining rates, the metalworking industry strives for ‘fast metal removal’, which refers to processes that efficiently and swiftly remove material. These processes involve the utilisation of machines, strategies, techniques and cutting tools that enable faster and more effective machining. This reduces cutting time. However, in many cases, the primary obstacle to fully harnessing advanced, highly engineered machine tools and promising machining strategies lies in the cutting tool itself. The cutting tool often becomes the weakest link in the entire machining process, limiting potential gains in productivity and impeding the reduction of machining costs, and the growth of profitability.

ISCAR believes that the ultimate objective of a tool manufacturer is to supply cutting tools that ensure efficient metal removal. These tools should not only possess effective working characteristics to enable metal removal rates, but also exhibit qualities such as repeatability, versatility, user-friendliness, and a high utilisation factor. These attributes collectively represent the IQ of the tool, which is essential for leveraging the full potential of advanced machine-tool capabilities. This principle guides the development of cutting tools, harnessing the expertise of tool-design engineers, technologists, metallurgists, manufacturers, and all those involved in creating innovative tool solutions for intelligent machining in the metalworking industry.
ISCAR’s latest campaign unveils a range of groundbreaking cutting tools, including turning, parting, grooving, hole-making, and milling products. Let’s take a closer look at the LOGIQUICK portfolio to fully immerse ourselves in the campaign’s essence and delve into the details of these new developments.
Rotating tools
Steel construction beams play a crucial role in building structures and frameworks, requiring the drilling of numerous holes before assembly. However, the clamping mechanisms on machines often lack rigidity, posing a challenge for drilling. To address these limitations, it is essential for drilling tools to have an adaptive design that compensates for non-rigid conditions, and optimal drilling performance. Currently, finding an efficient drilling tool for beams is a top priority. ISCAR has developed a new solution (Fig. 1) based on the established SUMOCHAM concept of assembled tools with an exchangeable drilling head made from tungsten carbide. This solution incorporates three key elements – the cutting material, cutting geometry and body design.
The specially developed PVD-coated IC954 carbide grade offers exceptional resistance to deformation. The new IHP-BP exchangeable head features a dedicated-centring cutting edge, ensuring secure material penetration, while the sharp corners of the head effectively prevent the formation of burrs. Additionally, the reinforced drill body enhances dynamic rigidity. As a result, the new SUMOCHAM product provides an effective solution for drilling relatively thin beam sections under unstable conditions.
Introducing another innovative rotating product, the modular SUMOCHAM drill head with MULTI-MASTER adaptation, which combines the strengths of two leading ISCAR product lines. This new drill head is designed to accommodate any of the SUMOCHAM exchangeable heads, providing the versatility of a modular tool assembly. It is specifically designed to be on a wide range of MULTI-MASTER shanks, allowing for easy customisation in terms of shape, overall length, and diameter. This not only reduces the tool inventory but also minimises the need for special drills. The combination of SUMOCHAM and MULTI-MASTER creates a promising synergy effect, offering tremendous potential.

Efficiently removing a large volume of material through milling is crucial in the production of critical duty-loaded parts, such as aircraft components made from titanium alloys. Extended flute indexable milling cutters, also known as ‘milling porcupines’ are highly effective for this type of machining, particularly when milling cavities, pockets and wide edges. The success of such tools depends on a combination of productivity, reliability, and cost-effectiveness. Introducing the QUICK-X-FLUTE (Fig.2), a new family of 90-degree extended flute shell mills with double-sided square inserts. These mills are designed with an optimised flute shape that strikes a balance between tool rigidity and effective chip flow, enabling high MRR with substantial radial engagement. The developed flute profile enhances vibration resistance, especially during workpiece entry and exit allowing for increased cutting data and improved productivity. The inner channels of the mill have replaceable nozzles and frontal outlets, facilitating direct high-pressure coolant supply (HPC) to the cutting zone. This improves cooling and lubrication, contributing to effective chip control. Additionally, the double-sided square insert offers 8 indexable cutting edges greatly increasing insert material utilisation.
Non-Rotating Tools
To achieve success in machining high-temperature superalloys (HTSA), the selection of the right cutting tool material is crucial. Introducing IC1017, a new tungsten carbide grade specifically designed for ISO-standardised inserts used in turning HTSA. This grade boasts a high-hardness submicron structure and is coated with PVD enabling higher cutting speeds for enhanced productivity.

The LOGIQ-6-TURN (Fig. 3) is a newly designed triangular insert that offers a cost-effective solution for semi-finish and finish turning with a focus on achieving high surface quality. This double-sided insert features a 55° corner angle and positive rake cutting geometry, providing 6 indexable cutting edges. It presents a significant alternative to the standard ISO-type rhombic insert of DCMT type, which only offers 2 cutting edges. One key advantage is the ease with which LOGIQ-6-TURN inserts can be mounted on turning tools designed for triangular TNMG inserts.
Maximising profitability through the efficient use of raw materials during the parting process is crucial. ISCAR’s highly regarded DO-GRIP parting and grooving family has recently grown with the addition of three new sizes of double-sided inserts. This has been specifically designed for narrow parting operations (Fig. 4). These inserts are primarily targeted for Swiss-type lathes, enabling optimal material savings when parting small-diameter bars, tubes, and thin-walled workpieces.

The new tools are just a few examples of the various products introduced by ISCAR as part of the LOGIQUICK campaign. The numerous other product releases have significant interest and will soon be tested by manufacturers. With the increasing demand for quick metal removal, the need for advanced cutting tools continues to grow. This drives the development of tool designs and shapes the logic behind intelligent tool development.
Out with the old…
A leading mechanical and fluid power transmission specialist has traded in a twelve-year-old Doosan vertical turning lathe for a new DN Solutions model to increase its in-house machining capacity and capabilities. Mills CNC, the distributor of DN Solutions’ machines has recently supplied Surrey-based jbj Techniques Ltd with a new, FANUC-controlled vertical turning lathe.
Celebrating its 50th year in business, jbj Techniques is a family-owned business that currently employs 25 staff in Redhill.

As for the DN Solutions’ 24” chuck Puma V8300M, it was installed at the company’s 7200sq/ft facility in January 2024 and has replaced an older Doosan VT750M vertical lathe. The new machine, with its compact footprint and box guideway construction, is equipped with a powerful, high-torque 30kW 2000rpm 3153Nm spindle making it ideal for machining hard and difficult-to-machine materials.
The V8300M also has driven tooling capabilities with an 18.5kW 4,000rpm spindle that increases flexibility, enabling complex parts to be machined in one set-up. Furthermore, the integration of a 12-tool position side-mounted ATC in addition to its existing 12-tool station turret, increases productivity by reducing downtime caused by tool changes.
The Works Director at jbj Techniques, Mr Ben Stubberfield says: “Our new V8300M is has significantly improved our in-house vertical turning capacity and capabilities. The new machine has replaced a previously-acquired VT750M vertical lathe which, although being a good machine that had served us well over the last 12 years, didn’t have a big enough turning diameter to machine some of our larger components. This resulted in us having to use an older, and much slower, lathe for these applications which, on occasion, affected our process efficiencies.”
With its reputation built on quality, service and speed of response, jbj Techniques decided to replace the VT750M with a new larger VTL.
As Ben Stubberfield continues: “We approached Mills CNC with our requirements and were introduced to the new DN Solutions’ V8300 series. As well as having a bigger work envelope than the VT750M, it also featured the additional side-mounted ATC and the advanced FANUC 0iTP control.”

As a consequence, the company invested in a new, compact Puma V8300M – a machine with live tooling that, despite its small footprint, boasts an 830mm turning diameter and 690mm turning height. Since being installed the V8300M has been put through its paces, machining a diverse range of components made from an equally varied range of materials that include stainless, super duplex, carbon and alloy steels and cast iron. Component cycle times can often be long, depending on the specific application.
Discussing the company, jbj Techniques Managing Director, Mike Davis says: “Everything we do is geared towards helping customers optimise their processes. From working in partnership with them to design and developing new mechanical power and/or fluid power systems and solutions to supplying replacement parts for existing systems – our focus is on helping manufacturers reduce downtime, improve safety and sustainability, and maintain productivity levels.”
Jbj Techniques’ customer base and user profile are large and diverse. Its products and solutions are used extensively in the power generation, oil and gas, renewables, motorsport, food and beverage, transport, environmental, materials handling and marine sectors. Wherever mechanical power and fluid power transmission systems are employed, there is a good chance that jbj Techniques’ products, services and solutions have been implemented.
Jbj Techniques’ machine shop, comprising seven CNC machine tools and a range of manual machines and equipment, is a vital and integral element of the company’s service offering and one that helps differentiate it from its competitors.
The latest DN Solutions’ V8300M VTL has significantly increased machine shop capabilities and has also helped it improve its ability to respond quickly to customers’ requirements for large and complex high-quality machined components.
Ceratizit – building a sustainable benchmark
New factories, a new logistics facility, a new sustainability initiative, a new management board, a new tech centre, company acquisitions and a host of new products planned for launch at the AMB show in September – the recent Ceratizit press conference was a real eye-opener. The manufacturer has invested hundreds of millions of Euros in its infrastructure since MTD magazine last visited its European facilities in 2019 and the transformation has been truly remarkable. By Rhys Williams

As one of the world’s leading cutting tool manufacturers, you would expect a level of re-investment to maintain a robust growth trajectory and industry-leading position, but what we found at Ceratizit last month was a seismic shift with new factories popping up at pace. Starting our whistle-stop tour across the German border in Reutte, the Austrian birthplace of the Plansee Group back in 1921, the rate of evolution was evident.

Kicking off the event with a presentation was Melissa Albeck; one of the three members of the ‘all-new’ executive board. Setting the tone for things to come, Melissa informed the press of the 14 company acquisitions since 2002, an overview of the new board structure and the new production site in Kreckelmoos on the outskirts of Reutte. It was evident the change was rapid and there was more to come….There are also two new buildings in Kempten, Southern Germany, a new production site in Bulgaria and another in Poland, the introduction of additively manufactured carbide grades, the arrival of connACT – the new sustainability strategy with a roadmap to carbon neutrality, the Product Carbon Footprint and the upGRADE range of recycled carbide grades that includes the CT-GS20Y grade that will be presented at AMB in September. As a journalist with massive overwhelm and too many exciting things to cover, there’s only one place to start – at the beginning…

Following the presentation that whetted the appetite for what was to come, we toured the Reutte carbide manufacturing plant partially flattened by a catastrophic fire in 1996. From this disaster rose opportunity, a chance for Ceratizit to switch from acetone to water for its carbide manufacturing process – and the group is the only manufacturer in the world that applies this environmentally beneficial process to its 75 different grades of carbide produced at this site. With more than 2,800 different types of carbide tools and 6,800 different insert designations manufactured at Reutte, the company produces more than 80,000 carbide inserts every day from this one production site. Even in this longstanding facility, investment has been significant in new tungsten processing silos, pressure sintering plants as well as CVD and PVD coating technology and furnaces with specialist chemical processes for breaking down used carbide for recycling.
Much of the technology on show in Reutte was explained in more detail through afternoon presentations that were broken down into sustainability, innovation and additive manufacturing updates – all supplemented by live demonstrations.
Leading the Sustainability Drive
Sustainability has become interwoven into the fabric of manufacturing and a push towards carbon neutrality is a long-term aim for most companies. The foresight Ceratizit applies to its growth strategy also incorporates its green credentials. The company has acquired Tikomet, GTP and Stadler in recent years – companies located in the US and Europe that recycle tungsten carbide. These businesses are foundation blocks in the company’s drive to create a circular economy model for carbide. Subsidiaries across both continents are collecting cutting tools from customers with incentivised discounting that is claimed to see upwards of 87% of Ceratizit’s carbide now entering the recycling chain. Ceratizit is continually reducing its mining of raw materials. The aim is to increase its share of raw materials remaining in the carbide production chain to over 95% by 2030 – a figure based on scrap recycling of sintered products.
The recycling model is proving a huge success with the company already ahead of its target to reduce CO2 emissions from the 2020 baseline figure of 191,000 tonnes by 35% by 2025. With targets to reduce this by 60% by 2030 and 90% by 2040, Ceratizit isn’t only leading the way with this drive, it is setting new standards. This was presented with the company’s new ‘Product Carbon Footprint’ (PCF) – the first VDMA-verified standard for calculating and classifying the carbon footprint of carbide products. The new classification will provide customers with the carbon footprint journey and impact of their cutting tools, something that Ceratizit is tirelessly calculating for all its 64,000+ standard product lines. This information for all standard products is expected to be completed and available for presentation at the AMB show in September. Furthermore, as the company continues its sustainability drive, the PCF of each product will constantly be reclassified to demonstrate the ever-diminishing impact of products on the environment.
Pivotal to hitting its aggressive targets in the sustainability journey is a strategy to target every aspect of the business. This includes a switch to green energy, the introduction of green hydrogen, recycled packaging with 60% less CO2, solar parks introduced in India and Luxembourg, the 3D printing of carbide grades and much more.
Investment Drive
With fascinating insights into the transformation at the Reutte plant and a glimpse at everything from new products, sustainability, additive manufacturing and R&D; our afternoon trip consisted of a visit to the new Kreckelmoos facility in Tyrol on the outskirts of Reutte. This put the scale of the investment strategy into perspective.
When you see the building from the outside, you might think it is a new hotel at first glance. A beautifully designed wooden facade, large windows reflecting the surrounding mountain landscape and lots of greenery. But what at first appears to be a wellness resort is a production facility built for the future.
Ceratizit started construction on the site in 2019 and this was completed just over a year ago. With a gross floor area of 45,000sq/m and an overall manufacturing site of 370,000m3, the new facility won the German Design Award 2024 for ‘Excellent Architecture’, an award that that recognises innovative and sustainable design developments. With its innovative energy concept, it sets an important foundation for a more sustainable future – in line with Ceratizit’s corporate sustainability strategy. Comprising production halls, storage and logistics areas, offices and social rooms for over 300 employees, the site manufactures carbide tools, coating materials for displays, electrodes for glass melting and components for the semiconductor industry and medical technology.
The story of the new building began more than six years ago under the premise of growing further at the location in Reutte. But where? After an intensive search, a suitable building site was found on a former landfill site. The Breitenwang neighbourhood of Kreckelmoos is only one kilometre away from the main site in Reutte. The planning and concept phase was followed by the tendering process and finally the start of construction in March 2019. The moving-in process began in January 2023 and is expected to continue until the second half of 2024. This was evident with large areas of the facility still awaiting production equipment installation during the tour.

Winning the German Design Award 2024, the site has an energy-efficient concept brought to reality with the use of thermal groundwater, heat pumps and photovoltaic systems. The 15,000sq/m extensively greened roof of the production hall also contributes to low energy consumption. This modern three-story building is also visually impressive. The visible timber supporting structure made of local spruce is particularly eye-catching. Using this naturally renewable building material has enabled low-emission construction, which perfectly fits in with the sustainability strategy.
Supply Chain
After a visit to a brand-new manufacturing facility, you’d typically think that you have seen the highlight of the trip, but in true Ceratizit fashion, the company raised the bar by organising a visit to the new logistics, distribution and supply chain centre in Kempten. Across the border in Southern Germany, MTD magazine visited the Kempten distribution centre in 2019 where plans were afoot for a new facility. Five years later, MTD magazine returned to see the new state-of-the-art logistics centre that was opened on Valentines Day 2021.
In the aftermath of Brexit, many UK manufacturers had valid concerns over supply chain continuity – an issue that never really surfaced for businesses working with Ceratizit. Credit to its slick supply-chain strategy and huge investment in the new site, over 65% of Ceratizit’s European manufacturing output is delivered to more than 74 countries via the Kempten facility with 99% next-day delivery. Fundamentally quashing supply chain concerns.

Whilst the previous site was a sight to behold and akin to an Amazon warehouse, the new facility takes automation to a new plateau. The new building has a footprint of around 17,000sq/m, which is similar to the previous site. However, with 99% automation, the new facility currently ships more products with less staff than the previous site – despite running at just 60% capacity. In numbers, the new site ships more than 24,000kg of products every day. This equates to upward of 90,000 product parcels being shipped to more than 4,000 customers with an average order value of over €500.
The level of automation at the new facility now sees 125 staff pick over 400 product parcels per hour compared to the previous 60 picks per hour, demonstrating the efficiency of the new site. With over 3500 boxes leaving the facility daily, it has a shuttle system that collects, stores and sorts more than 700 parcels that are delivered to the site daily from production sites around Europe. Undertaking this mammoth task, products are automatically added to and then collected from a 31-level holding area – each level is 60m in length with room for significant expansion to add to its current 400,000 storage spaces. From the colossal shuttle system, products are automatically delivered to specific picking locations where the staff operate under completely ‘fail-safe’ parameters and where quality checks, as well as packaging, labelling and shipping tasks are undertaken.

Dovetailing into this facility are standard and special products from the unfathomably diverse product portfolio and brands within the group as well as carbide products manufactured by Ceratizit for many of its competitors across Europe. Upstream from the slick logistics centre, Ceratizit has continually enhanced its customer-centric position with advanced technology that identifies customer behaviour and purchasing patterns. This ranges from the 24/7 tool supply via vending machines to complete e-commerce solutions that connect directly to customer ERP systems to expedite the procurement process – a behind-the-scenes investment that now sees special products manufactured and delivered in less than 3 weeks.
In the next issue of MTD magazine, we’ll continue our insightful look behind the scenes of Ceratizit and its activities in Europe. We will also take a closer look at some of the exciting new product lines that will be arriving in the autumn. There are a multitude of product launches planned for the AMB show in September, so make sure you pick up our July issue to find out more.
Mobility manufacturer gets moving with XYZ
XYZ Machine Tools is helping Handicare maintain the accuracy, rigidity and quality of its stairlifts by machining the mating surfaces of its tubular components using an XYZ RMX 3500 for straight sections and an XYZ RMX 4000 for curved sections to achieve a perfect fit.
Handicare is a leader in its industry covering accessibility, patient handling and vehicle accessibility and can trace its roots back to 1886. Its objectives are to offer solutions and support to increase the independence of physically challenged or elderly people and to enable them to live an active life on their terms as well as to facilitate work for their care providers and family.

Handicare’s headquarters are located in Stockholm, Sweden and it sells its products and solutions globally and is active in more than 40 countries. One of its UK manufacturing facilities is at Kingswinford, Birmingham where it designs and manufactures straight and curved stairlifts, producing more than 50 every day. Each stairlift is bespoke, and designed to fit its customers’ stair configuration. The key element of each stairlift is a pair of tubular runners with gear racks welded to them. These support the seat and, with its pinion drive and rollers, allow it to transport the customer between floors. Each set is unique and carefully designed to fit the stairwell.
During the design phase of each stairlift, consideration has to be given to handling the tube sections and accessibility for installation and assembly. This means that tubes need to be made in sections ready for on-site assembly. Some shapes for curved stairlifts can be complex, for example moving the seat to a park position around a newel post, so these need particular care during manufacture.

Nabil Mohamed, Production Engineer at Handicare explains: “For straight stairlift sections the tubes and gear rack are robot welded together and they are then cut to length. We leave an excess of 0.5mm which is then machined with the XYZ RMX 3500. We do this to make sure that the gear profile on the rack is perfect when we join the tubes. If we didn’t do this and left a slight mismatch on the gear profile, the customer would feel an uncomfortable jolt every time the seat went over a joint.”
The XYZ RMX 3500 is dedicated to straight sections and has a set of fixtures on the bed that are designed to lock the gear profile and tubes into position to mill across the end and generate an accurate gear profile and perfect tube length. The open design of the bed mill makes it possible to work with long tube sections that overhang the bed. The machine’s ProtoTRAK® control has different programs already prepared so that it is easy to select the one required for the fixtures being used.
For curved profile stairlifts, the process is similar with tube sections being machined on the XYZ RMX 4000. This has a larger bed 1474 by 355mm and has fixtures loaded to suit the machining of the ends of curved sections, again locating the tubes on the gear rack to ensure end machining is accurate.
To join tubes, straight sections can be connected with crimped inserts and cross-drilled bolt holes, while curved sections are robot-welded together with an internal collar. Special-purpose machines clamp components together for these operations to ensure on-site assembly goes smoothly before physical inspection and surface finishing.
Nabil Mohamed says: “Every component goes through one of the XYZ RMX machines, so they are a crucial part of the process. Their record of reliability is very important to us. Being able to accurately machine the ends of every tube and gear rack is a vital part of the quality, performance and reliability of our products.”
Raising the Bar
Specifying materials and the right suppliers for projects can be fraught with challenges, especially when searching for high-performance stainless and nickel alloys. MTD magazine gets an insight into material selection from Langley Alloys to provide our readers with a greater overview.
Founded in 1938, Langley Alloys was created to develop high-performance alloys for naval and aerospace applications and its history includes the patent for the very first commercial super duplex stainless steel, Ferralium 255 and the invention of the highest-strength copper-nickel alloy Hiduron. This is now widely used in modern subsea applications.

Rising from the special copper alloys division of High Duty Alloys and developed into a fully integrated metal production company on a site at Langley in West London, it grew steadily throughout World War II. This acceleration was accredited to several successful alloy developments, including the high-strength Naval alloy Hidurax Special and the copper-bearing alloy, Hidurel® 5, which was a major engine bearing on the Spitfire aircraft. Elements of its proud history are still visible today, as Langley Alloys continues to supply a family of unique products for demanding applications.
Continued investment in in-house inspection, testing and machining capabilities allows Langley Alloys to be a ‘one-stop’ supplier of choice, saving manufacturers considerable cost, time and effort. As Rodney Rice from Langley Alloys tells MTDCNC: “We have three metallurgists within the business, so we can easily translate the difficult parts of customers’ requirements and specifications into a simple order. Dealing with the uncertainties of the material supply chain can be complicated. For us, it’s about having a plan and being flexible. Looking at customer demand and their requirements, we are looking at metal pricing and we are trying to assimilate all of that information with science and a little bit of gut feeling to decide what stock we should be carrying, when and in what quantities.”
“Every piece of stock for sale is catalogued and captured on our inventory management system. So we know exactly what we’ve got, where it is and if it’s available with all the paperwork that tracks its traceability. This is fundamentally important to all of our customers. When we supply to CNC machinists, they will take cut pieces, full-length random bars or pieces cut to a certain length to fit a bar feed. It’s all about presenting the material in the best possible way. A standard bar will have a plus tolerance anyway but depending on the application, we can supply ground, straightened or polished material for more critical tolerance work.”
“Our business is best known for duplex and super duplex steels, but we also offer a range of nickel alloys and copper nickel alloys as well. These are all high-strength, highly corrosion-resistant and high-performance. The one thing these materials have in common is they are suitable for wet corrosive aggressive environments. There will be a solution for pretty much any application.”
“When it comes to traceability, it is absolutely fundamental for our customers’ applications, so we take a great deal of time and effort to make sure we can maintain the traceability of the product. We colour code, hard stamp and label materials to ensure that the location of the material is tightly controlled at all times. As the business continues to grow, we’ll continue to explore export markets as this has been extremely successful for our business. We may add one or two more products to the portfolio, but on a technical level, we are excited to look at some of these newer markets and applications. Desalination is becoming more mainstream, hydrogen economy is going to pause more challenges in terms of metal selection the medical industry is a growing market segment,” concludes Rodney.
New tech allows more customisation in growth sector
Like other industries, the UK medical devices sector was heavily disrupted during the Covid pandemic. But in contrast with many, it initially saw a surge in demand for many products, followed by a lull as demand pressures eased. It has now recovered from the 2022 downturn and is resuming annualised growth of over 5%. By Will Stirling

The UK medical devices market, worth over €17bn a year, is the third-largest in Europe, after Germany (€41bn) and France (€31bn) and ranks number six in the world. The size of the market itself is not automatically reflected in the size of its manufacturing sector. The Republic of Ireland, for example, punches well above its market weight in terms of production and is second only to Germany as a European exporter of medical technology. Many companies have opened operations in Ireland in recent years, either production operations or sales and service hubs. These include robot producers KUKA and FANUC, who used to serve the Irish market mainly from their UK bases.
The UK has over 3,000 active device manufacturers and has a strong reputation for orthopaedic, imaging, diagnostics and cardiovascular devices. The market itself is projected to grow by around 5.6% annually from 2024 to 2028, and to reach a value of $22.68bn by then. The total includes in vitro diagnostics but physical medical devices account for over 90% .

Growth is being driven primarily by two factors: customer preference (hopes for improved outcomes) and an ageing population, which requires devices such as artificial joints, mobility aids and home healthcare equipment.
Regulatory advantage
The UK is becoming an attractive place for non-EU companies to base operations, with the introduction of the new European Medical Device Regulation Directive, according to reports in the pharmaceutical press, such as pharmaforum . The UK still operates under consolidated regulations which, it is argued, provide a less complex route to market entry. Further help comes from the recently launched MedTech strategy, which aims to encourage and stimulate new medical technologies. In 2020, Scotland’s Medical Device Manufacturing Centre (MDMC) was opened with £3.7m from Scottish Enterprise’s Advancing Manufacturing Challenge Fund and several universities in Aberdeen, Edinburgh and Glasgow. It focuses on supporting healthcare SMEs with innovation and product development.
OEMs, contract manufacturing and device production
Medical device manufacturers generally fall under one of two headings. Those that manufacture their own devices and those that offer a contract manufacturing service. The term ‘medical devices’ covers an array of products, from drug dispensing to CAT scanning equipment, and therapeutic beds. The focus here is on ‘hard’ medical devices, such as surgical instruments and orthopaedic implants.
At one end of the age spectrum are young people needing dental braces; at the other, the leading surgical requirement for over-50s globally is replacement joints – hips, especially. Several of Europe’s top 50 manufacturers of artificial knees and hips have locations in Great Britain and Ireland, including Smith & Nephew, Stryker and Corin Group.
Smith & Nephew’s Redapt cup was its first 3D printed titanium hip implant. It chose additive manufacturing in order to produce an entirely porous implant, which mimics the structure of cancellous or spongy bone – the softer bone type that is typically found at the ends of long bones, like hips.
A habit of innovation
Product innovation is the lifeblood of medical device manufacture. Swann-Morton, founded in 1932 and based in Sheffield, was initially established to make razor blades. Within a few years it became, and has remained, a leading supplier of surgical instruments to the NHS. In the 1960s, in collaboration with the United Kingdom Atomic Energy Authority at Wantage, it developed a sterilisation process using cobalt-60 gamma radiation and built one of the first commercial plants of its kind in the world. More recently, it introduced the KLEEN Blade Management System, which allows for safe attachment and removal of surgical blades from standard handles and the Surgical Blade Remover, which facilitates safe removal of scalpel blades from handles. Swann-Morton’s products, which include approximately 70 different blade shapes and 30 handle designs, are used by surgeons, GPs, nurses, paramedics as well as practitioners in dentistry, podiatry and veterinary surgery.

Williams Medical Supplies, based in Rhymney, Wales, is the largest supplier to general practices in the UK. It manufactures and retails medical products ranging from surgical instruments to pharmaceuticals. Rocket Medical has a manufacturing base in Washington, Tyne & Wear, an office in Watford and presence in The Netherlands, Germany, USA, Australia and New Zealand. It designs, develops, and manufactures single-use medical devices for various clinical areas, including cardiothoracic, ascites drainage, infertility, and colorectal procedures. In 2019, it invested in a new quality control system from software company Lynq, which enabled it to manage production and inventory more effectively and helped with its growth path.
Founded in 1979, JRI Orthopaedics of Sheffield originally distributed hip replacements before going into manufacture, recently marked a milestone with its 100th A3GT total knee replacement. The company also recently celebrated a 100% survival rate of its Furlong H-A.C femoral stem, an implant for aseptic loosening at 27 to 32 years. The device has ceramic coating and was designed especially for younger patients.
Milling, moulding and additive manufacturing
‘Hard’ devices, such as implants especially, are produced either by traditional milling, moulding or additive manufacturing. Attenborough Medical, which was established in 1913, has invested heavily in 3D medical imaging scanning and custom manufacturing techniques to produce implants specifically designed for individual patients. Europlaz, one of the UK’s leading medical equipment manufacturers, injection moulds medical grade polymers. It has cleanroom manufacturing facilities covering over 9,500 of its 60,000sq/ft manufacturing area, which also includes 24 injection moulding machines with capacities from 10 to 300 tonnes.

Traditional strengths
The continued importance of traditional milling is demonstrated by companies like Oracle Precision, which manufactures reconstructive medical devices, associated instrumentation and ancillary components. “CNC machining makes it possible to produce artificial joints that perfectly fit the patient, giving improved outcomes with joints that last and are biocompatible,” Oracle said. Oracle uses CNC machining on materials including stainless steel, titanium, medical polymers, elastomers and composites. It offers both one-off and batch medical machining and a full list of technologies: 4 and 5-axis milling, 2D and 3D machining, CNC turning and CMM inspection.
LUBE-FREE BEARINGS GOOD FOR MEDICAL APPLICATIONS
Medical technology is becoming lighter, more compact and modular and many medical devices need bearings. igus bearings and linear guides are designed for flexible adjustments and its energy chain systems for safe cable guidance are specially

designed for medical applications. These products can be found in X-ray robots, laboratory devices, patient and treatment chairs, hospital beds and prostheses. They are resistant to chemicals, lubrication-free and maintenance-free and therefore offer maximum wearability in daily use. High loads such as shocks must be safely absorbed, and intensive care requires particularly reliable systems with easy and precise adjustability. Safety and ease-of-use are prioritised as all igus medical products are cleanroom compatible, media-resistant, and quiet – to meet high medical standards.
ARCH partnership with Hexagon is cruising
Hexagon’s Manufacturing Intelligence division and ARCH Motorcycle, a manufacturer of high-performance bespoke motorcycles, have partnered to support the quality control demands of engineering and producing unique riding experiences for ARCH customers.

By combining artistry and engineering with precision technologies, ARCH maximises the performance potential of its motorcycles while keeping innovation at the forefront of design. The partnership is geared to help ARCH expand its commitment to producing bespoke motorcycles by fully digitising quality processes throughout engineering and manufacturing with state-of-the-art measurement technologies.
ARCH Motorcycle was founded by Keanu Reeves and Gard Hollinger in 2011 to challenge the perception of what an American motorcycle could be. Anything that compromises the ride, aesthetics, stance, or function is treated as an opportunity to innovate and improve the design. ARCH owners seek more than just a machine. They are passionate individuals in search of a completely immersive riding experience. Every ARCH motorcycle is built from an obsession for innovative design, engineering excellence and dedication to the rider – and that is why the company is working closely with Hexagon.
3D scanning technologies to be implemented by ARCH Motorcycle include Hexagon’s equipment and software for reverse engineering, which will enable ARCH to retain classic design elements for application to products in development. The technology will also help ARCH Motorcycle create tailored ergonomic motorcycle designs that incorporate individual customer specifications for shocks, seats, handlebars, foot controls, and overall fit.

“At ARCH, we strive for precision machining and attention to detail for crafted production motorcycles. Our goal is to integrate Hexagon’s latest metrology technologies throughout our manufacturing and quality control processes to achieve a meticulous finish and uncompromising quality for every ARCH motorcycle. The ability to quickly digitise parts will also streamline our 3D digital workflows for CAD and the production of bespoke parts that enhance a rider’s experience and comfort.”
The ability to quickly digitise part dimensions and surface finishes for comparison to CAD models and quality standards will enable ARCH to improve both throughput and quality control easily and with confidence in their data. It also allows the company to keep an accurate digital 3D record of each customer’s motorcycle to support future customer service.
Hexagon devices to be used by the ARCH manufacturing team include the easy-to-use portable Absolute Arm measurement technology with a state-of-the-art AS1 laser line scanner) that enables even inexperienced users to capture measurements directly into associated software. The 3D laser scanner provides a guided workflow that helps users to visualise 3D models and it guides them through successful coverage of critical features and surface measurements. Paired with tightly integrated measurement software, the laser scanner also makes it easy to scan large components and reverse engineer parts.

The Absolute Scanner AS1 can collect up to 1.2 million data points per second at a line rate of 300 Hertz – even at maximum data quality and scan line width settings. This allows for surface and feature measurement without any need to slow down to ensure data quality. The AS1 is also fully high-speed automation compatible, making new worlds of high-productivity measurement possible. With the AS1, programmed robotic scan paths no longer need to be limited by the data collection speed of the scanner – the AS1 has been designed to keep up with the world of smart manufacturing.

“Quality control represents different challenges for every manufacturer, but it can be especially challenging for those who produce highly customised products,” said Brian Winters, Product Manager for Absolute Arms at Hexagon. “We’re excited to partner with ARCH Motorcycle to provide flexible tools that make it easy to digitise measurements as components are made and assembled. This immediate access to accurate 3D measurement data is intended to help produce the one-of-a-kind experiences and production motorcycle quality that customers want.”
Renishaw proves effective for retrofit specialist
Effective CNC Solutions Ltd is a machine tool retrofit specialist based in Crewe, UK. A few years ago, its founding director Gary Pearson had a vision to develop a machine tool that would perform additive manufacturing (AM) and conventional subtractive manufacturing as a single process on the same machine.
Although AM can produce many components in just one process, some functional features or surfaces may require further post-processing, such as CNC machining or finishing operations, to achieve the full design specification in the final part. An ongoing goal for additive manufacturing is to make any such post-processing steps as quick and straightforward as possible.

To help Effective CNC design and build the new machine, global engineering technologies company Renishaw provided support with its technical teams specialising in optical position encoders, tool setters and machine tool probes.
Effective CNC has selected a range of Renishaw products, including the FORTiS enclosed linear encoder series, the RMP60 probe and a custom tool setting system to build a machine prototype that integrates the additive manufacturing and post-processing of some metal parts.
In the post-processing of additively manufactured parts, the propagation of geometric errors can impact the machined surface accuracy of the final product. The finishing of additive parts often involves several machine transfers which can introduce workpiece position and angular errors that need on-machine probing systems for compensation. There is also a cost and productivity penalty associated with operating multiple machines.
Hybrid machines that combine both conventional machine tools with an additive manufacturing head are a relatively new concept that can improve the economics of AM for certain applications.
The team at Effective CNC has designed and built an ‘all-in-one’ machine that can perform both additive and subtractive machining operations in tandem. This, they claim, will help to revolutionise the economics of many large, precision AM metal builds.
“We created a fixed rigid position for a spindle, a wire deposition additive manufacturing head and, in this machine, a turning turret,” said Gary Pearson, Director of Effective CNC when explaining the unique features of the new machine. “We can move the workpiece around in all five axes and take it between the various stations to add and subtract and add and subtract, without having to move the actual tooling around.
“We took a wire deposition additive manufacturing system, which is a very clever MIG welder, and put it onto the machine in a fixed position. This allows us to add the base material onto a clean build plate and then machine it back without having to take the product off the machine. Because we can add material in five axes on the machine, we can build very complex shapes and machine them back to very accurate tolerances without having to take them off the machine at all,” continued Pearson.
Another innovative feature of this machine is that it incorporates three cutting processes – milling, turning and grinding – in addition to additive processing, enabling an additively manufactured part to be built and finished on a single machine.
The basic machine design comprises a holder for a workpiece, a spindle for milling and grinding the workpiece, and a rotatable tool turret. A trunnion table supports the build plate and provides the 4th and 5th axes of the machine. For enhanced machine tool safety, components such as the controller and position encoders have been chosen that are certified to Functional Safety (FS) standards.
Effective CNC chose FORTiS-S™ FS enclosed encoders for the X, Y and Z-axes including a specially-built long FORTiS encoder (X-axis) with a scale length of over 3m. For the trunnion table (A-axis), Renishaw’s RESOLUTE™ FS absolute optical position encoder with a RESA ring scale was selected for rotary position feedback.
The FORTiS encoder series is a next-generation linear enclosed absolute position encoder for use in harsh environments such as machine tools. An advantage of the FORTiS enclosed encoder is the quick installation and set-up which is substantially faster than conventional systems, even in restricted locations.
Mr Pearson reveals how Renishaw products were integrated into every machine process: “We purchased two FORTiS systems they are plug-and-play and very easy to install and set up,” explained Pearson when revealing how Renishaw products were integrated into every machine process. “Renishaw also supplied us with an RMP60 probe system for measuring the workpiece, which works very well. They also developed for us a hybrid system that combines the NC4+ Blue laser tool setter for the milling tools and an RP3 tool setting probe for the turning tools.”
“Renishaw’s technical support team visited us to look at what we were doing on the machine, where we needed to install it [the tool setting system] and what we needed to achieve and then drew us some CAD models. We were able to drop those into our CAD model of the machine and see how they integrated. They provided us with everything we needed,” continued Pearson.
The innovative approach taken by Effective CNC also extends beyond the machine format and tooling. A novel tool-changing robot has also been developed. “We decided that rather than building a cartesian robot with a complicated tool change structure, we chose an off-the-shelf solution in a collaborative robot,” explained Pearson.

The cobot chosen is from Universal Robots and has joints fitted with AksIM™ series magnetic rotary encoders from Renishaw’s associate company, RLS. When paired with a pallet changer, the cobot enables the machine to run ‘lights out’ with no operator intervention.
A close collaborative relationship with Effective CNC has enabled Renishaw to bring its 50 years of machine tool industry expertise to bear in helping to choose the best and latest technologies for this machine concept.
“From an additive point of view, we can create components that are larger than the machine table because we can manufacture in five axes,” said Pearson. We can build a cylinder and rotate the components around and build on the side of that cylinder any shape you like. And that gives us the capability to manufacture a large component that even overhangs the build plate.”
The machine is a versatile system that successfully combines milling, turning and grinding with an additive manufacturing device, which it is claimed will substantially increase end-to-end process productivity and enable the AM manufacturing of challenging metal parts such as outsized pipe bends and fittings for the oil and gas industry.
“We feel we have a new and strong product for the high-tech industries, and we’re looking forward to the future with great enthusiasm,” concluded Pearson.
Bumotec solves medical production puzzle for Dawnlough Precision
Dawnlough Precision is a subcontract manufacturing business that has travelled a relentless journey of growth since it started manufacturing tooling for the aerospace and medical industries back at the start of the millennium. The ascension to success has arrived through an aggressive growth strategy and investment in high-end machine tools. Part of this high-level investment journey has included the arrival of two Bumotec 191neo turn/mill centres from Starrag. By Rhys Williams
Initially founded in 1987, the turn of the millennium has seen the Galway manufacturer gain accreditation to ISO: 9001, ISO: 13485 and AS: 9100D, establish a design department and increase its manufacturing facility to 50,000sq/ft. Underpinning this growth is the adoption of advanced production tools such as FMEA, PPAP and SPC.

To maintain its growth trajectory, Dawnlough has invested in the most flexible, capable and productive machine tools – and this is why it has recently taken delivery of two Bumotec 191neo machines. The world-class production facility on the West Ireland coast has more than 54 CNC machine tools that provide premium manufacturing solutions. Recently acquired by the Acrotec Group, the 110-employee business is still run by longstanding Managing Director and previous owner Brian McKeon.
Looking at the path the business is taking, Keith Kennedy, Aerospace Production Manager at Dawnlough says: “We manufacture high precision components for the Aerospace and Robotic Assisted Surgical Industries as well as tooling and production aids for the medical device sector. When I started in 2006, tooling was the main business focus, but as the aerospace and medical device industries have expanded locally this presented many opportunities. Our aerospace work started with seating components for Rockwell Collins, which led us to 5-axis machining. We then progressed to flight-critical components for the likes of Spirit Aero Systems and Pratt & Whitney. Similarly, we progressed from manufacturing medical tooling and instruments to producing complete assemblies.”

Discussing the expansion in the medical industry, Keith continues: “Our core business has predominantly focused on vascular work and from this, we have expanded our offering. We now produce an array of components for our RAS customers as well as consumable instruments.
The First Bumotec on the Emerald Isle
It is here that the search for a suitable machine led Dawnlough to purchase a Bumotec 191neo FTL-R in June 2022. Discussing the acquisition, Keith recalls: “We had several components we initially targeted for this type of machine.”
“We needed a machine with very high levels of accuracy, short cycle times and incredible efficiency because it’s a very competitive market. We visited many companies, reviewing high-accuracy machines, but it’s only as you look closer and purchase one of these machines for this type of work – you really see the ‘value-add’ they bring. We were looking for repeatability, flexibility, high spindle speeds, the ability to machine hard material and 2-3µm precision on production runs. We had very specific requirements and we were not sure if it was going to be achievable.”

“Some of our initial trial parts were 46HRc and we are using tools from 0.1 to 0.5mm. We needed repeatability of 2 to 3µm, but we needed to hold that overnight. Some of the functions of the Bumotec machine such as the software for monitoring the machine, the cutting load, the contact cutting time and the large 90 tool ATC in the machine are incredible.”
“It was a huge investment and an unknown risk, but the Bumotec ticked all of our boxes. The big thing about Bumotec was the flexibility. It offered everything we wanted. It’s an exceptional machine with accuracy that takes our business to a different level.”
As well as machining 46HRc parts, there was also a need for specific RAS parts that were a key driver to the first Bumotec installation, Keith says: “We were machining these parts in batches of 200-off up to six times a year and there are 6 different parts in the family with a projected ramp-up of 200-300% a year. So, we wouldn’t have been able to support the customer with our existing method. There was also a fallout due to accuracy, as we couldn’t 100% meet the GDT accuracy.”
“We needed to put a bar diameter in the machine up to 1.5 inches whilst also running high precision production runs of small instrumentation parts. The Bumotec also had the sub-spindle and a robotic unit which was important, as we need traceability for every part we make. We took demonstration parts to Bumotec in Switzerland in April 2022 and we received the machine in June.”

Success Brings Machine Number 2…
Following the success of the Bumotec 191neo with FTL-R configuration, the Galway company then added a second Bumotec 191neo in March 2023. Supplied with an FTL-PRM configuration, the second Bumotec 191neo was introduced with complete automation and a 20-position pallet station for lights-out production. As Keith continues: “What they offered us with the second machine was a complete turnkey solution for our instrumentation components. We had given them a target for extreme levels of precision and production volume with the flexibility to produce families of parts.”
“We needed to machine materials from 46 to 52HRc such as 17-4 and 420 stainless steel as well as titanium. The instrument parts for use in invasive robotic surgery include tools like grippers, cutting instruments and scissors. We are producing the parts in medium to high volume runs across two different parts in various quantities per month.”
Some of the parts had very long cycle times on the 5-axis machines and this needed to be reduced to below 30 minutes with 48HRc material. Not only was the cycle time a challenge, but Dawnlough had to attain precision levels in a production environment with the flexibility to produce upwards of 30 different components. Initially machining 20 to 50 parts a month, the schedule was set to rise rapidly to 200 parts per month before reaching production volumes – numbers not possible on a 5-axis machining centre.
“With the second machine, we knew exactly what Bumotec could offer, so we worked with them remotely. What Bumotec offer is exceptional and way beyond anything we had anticipated. With the original Bumotec 191neo FTL-R, we had the sub-spindle, but with the next set of parts we needed the Bumotec 191neo FTL-PRM. With this machine, we had the option of the vice, a 3m bar feed and also a robot loader. We needed the robot loader for traceability. It also expanded the capacity of the machine where we could go from 50mm barfed stock to 80mm billet loading.”

“The sub-spindle option we had on the FTL-R wasn’t feasible for the parts we needed, whereas the FTL-PRM gave us two vices. Without the vices, we would have needed to undertake secondary machining, so to be able to pick up the component in the vice and conduct the second operation in a single cycle was key to finishing the parts.”
Contributing to the conversation, Dawnlough’s General Manager, Mr Eddie McHugh adds: “We were machining parts on our 5-axis machining centres and we needed to increase output by 400%. We were machining around 400 parts a month on two different products with a cycle time of 45 minutes. This was tying up two machines and one man permanently every month. On second and third shifts with fewer staff, we had concerns about machine tolerance drift, so output was reduced and it also made inspection labour intensive.”
Looking at additional savings with the arrival of the Bumotec 191neo FTL-PRM, Eddie adds: “There is a labour saving with one man running two machines around the clock. Additionally, with the pallet loader, the parts are loaded into the machine and back to the pallet loader in a specific order which made huge savings on inspection. We have also made considerable savings on tool costs and changeovers and this is a credit to the 40,000rpm spindle.”

With machine tools from 10 different manufacturers, Dawnlough has one machine alongside the two Bumotec 191neo that is commonly used in the medical industry. Comparing this machine to the Bumotec, Keith continues: “In comparison, the Bumotec has increased capacity, it has a larger tool library, higher spindle speeds, a larger diameter bar capacity and a lot of other features that just offers so much more flexibility. It’s not only a better and more flexible option, it’s a more robust machine.”
The Future
Looking to the future, Dawnlough has plans for more Bumotec machines and continued expansion, which will certainly continue with the ambition of the Acrotec Group. “The machines are extremely flexible and this means we can just change the programmes over, the jaws and collets and it is ready to go in less than 2 hours. For our high-precision mid to high volumes with a high mix of complexity – the Bumotec is the perfect machine for our business.”
Service
Dawnlough is well positioned to serve its customers – but machine tool suppliers have not always served Dawnlough with a level of customer support that a leading

manufacturer would expect. Referring to the service and support from Bumotec, Keith concludes: “The service is exceptional. There is absolutely no comparison to some of our other machine suppliers. Starrag is a brand with a limited footprint in Ireland and I believe our Bumotec was their first machine in Ireland. Despite other brands having a larger footprint in the area, the Bumotec support is second to none.”
Eddie concurs by adding: “The service from Bumotec is probably the best we have had. If you need engineering support they are there straightaway, whether it’s engineering support, post-processors, technical queries or anything else. The support has been fantastic.”
STUDER forms success for TEMSA
The Spanish TEMSA Metallurgical Group is one of the world’s leading manufacturers of special tools for cold forming. The company also uses cylindrical grinding machines from STUDER in its production facility in Barcelona.
Alfonso Vivar walks through a large hall that radiates a sense of order, despite its multitude of machinery, workstations with monitors, and focused employees. Everything has its place, every work step is carefully planned, and at its heart is a yellow robot arm working away methodically in an 8,000sq/m plant to the west of Barcelona, Spain. Production Manager Alfonso Vivar knows every corner of the plant. His shirt bears the bright red logo of his employer, TEMSA Metallurgical Group, a leading global specialist in the production of high-precision tools for cold forming and an expert in powder metallurgy, sintering and fine cutting.

With cold forming, metal below the recrystallisation temperature is forced into a specific shape using high compressive and tensile forces. Compared to metal-cutting operations, this allows for shorter processing times per workpiece, thereby reducing costs in series production. Cold forming also allows for high strength, complex geometries, and excellent surface properties of components for high-tech industries such as aerospace and automotive.
“Our team can manufacture special tools in a tolerance range of just a micron,” explains Vivar, proudly. TEMSA’s site in Barcelona has around one hundred employees, all working to manufacture tools to exacting customer requirements. “Our expertise also helps us to accomplish short lead times. But that’s only because we use the very best machinery.”
Confidence in the Technology
“We acquired a new STUDER S100 earlier this year, together with a favoritCNC.” Vivar points to the CNC universal internal cylindrical grinding machine, painted white with blue accents. This colour combination is typical of STUDER’s cylindrical grinding machines and is a familiar sight at the TEMSA plant. The company operates several STUDER machines for grinding tasks, including the S131, a new generation CNC universal machine for internal cylindrical grinding. “We have confidence in the technology, and value the positive relationship we have with the manufacturer,” explains Vivar of the decision to invest.

As an example, the S100 is a great all-rounder offering maximum precision thanks to its numerous options for internal, face, and external grinding. The machine facilitates the production of a wide range of workpieces up to 550mm in length. The favoritCNC is a CNC universal cylindrical grinding machine for individual and batch production of medium-sized workpieces with a length of up to 680mm. Both machines have an exceptional price-performance ratio, while at the same time offering premium technology, such as the machine bed of solid mineral cast Granitan® and optimal hardware-software interplay for ease of operation. The S131 for internal cylindrical grinding with a patented StuderGuide® guide system, turret wheel head with up to four grinding spindles, and an additional C-axis is ideal for high-precision manufacture of flanged parts and smaller workpieces in a wide range of applications.
In addition to the quality level of the machinery, Vivar cites another important reason for opting for STUDER: “The customer service is outstanding, and we have several contact persons who can speak Spanish,” he explains. This helps to ensure easy and direct communication. He also values what STUDER has to offer in terms of preventive maintenance. This includes regular and routine inspections of the machinery by STUDER’s technical personnel, designed to minimise the risk of production failures and improve their operational durability.

Riccardo Delai, Sales Manager for Latin Europe at STUDER visits the plant in Barcelona at regular intervals and is often on the phone with TEMSA employees. “Personal contact is extremely important as it helps me to know what is working well and what needs attention. We are delighted with the international success of TEMSA as a fully Spanish company, and it demonstrates what can be achieved with our machinery,” emphasises Delai.
Investing in the Future Safeguards Success
TEMSA’s success story goes back more than 30 years when the fledgling company produced high-precision tools from tungsten carbide and steel. Through consistent investment, the Spanish company has quickly been able to establish an excellent reputation around the world. Today, the company is a world leader in special tools for cold-forming processes. “I am extremely proud of our team. We have many second-generation employees working with us, and at Christmas, we always have a meal together with the first generation,” explains Vivar, a TEMSA veteran of 25 years.

This appreciation for tradition is paired with foresight for the future, and TEMSA was an early adopter of automation to make production more efficient. One such example is the yellow, 360-degree operating robot arm here in the plant, which automatically sorts numerous tools and allocates them to the machine according to requirements and processing cycles. “We want to move automation up a level in the future, which is a real challenge,” explains Vivar. This is another area in which STUDER is a valuable partner, having ample experience in customised and standardised automation solutions. As an example, the S100 can be equipped with a loader interface and automatic sliding door and thus integrated into an automated production line. The S131 also has a standardised interface for a loader and peripheral equipment.
ETG offers the right solution
When Chris Smedley of Malvern Engineering Ltd was made redundant, he walked out of his employment and 45 minutes later, he signed a contract for an industrial unit and started Malvern Engineering. This entrepreneurial spirit remains with the small business 15 years later with the company recently buying their first 4th-axis machining centre – a Quaser MV184 EV.

The journey for Malvern Engineering has seen the company manufacture everything from motorsport parts to military components and much more. It works with prestigious manufacturers in the automotive, aerospace, food and pharmaceutical sectors to the toolmaking industry – like a typical subcontract manufacturer, Malvern Engineering will take on virtually anything that is thrown its way. This is why the company nestled under the shadow of the beautiful Malvern Hills has invested in a 4-axis Quaser machining centre from ETG.
Recalling why the seven-employee manufacturer opted for the Quaser MV184 EV machine from ETG, Managing Director at Malvern Engineering, Mr Chris Smedley says: “We are typically loyal to our suppliers, providing the quality and service is to the levels we require. However, we were on the cusp of winning a large contract that required a 4th axis machine for producing complex components – and our vendor didn’t have the solution we needed. We investigated the market and found a couple of suppliers, but it was ETG and the Quaser that won our business.”
Delivered Autumn 2023, the new Quaser MV184 EV was purchased for several reasons, as Chris continues: “We looked at a couple of machines, but when we visited the ETG technical centre and demonstration facility in Wellesbourne, we were flabbergasted by the quality, service and the set up of the company. The Quaser MV184 EV offers us greater flexibility than our existing machine tools and it enables us to reduce the number of required set-ups on complex parts. This is subsequently improving our quality, our throughput and creating greater efficiencies throughout the business.”
As a subcontract manufacturer with four 3-axis machining centres and two turning centres, the latest Quaser addition opens the door to new types of work that wouldn’t have previously been possible. Alluding to the benefits of the Quaser, Chris continues: “The Quaser has a much more compact footprint than our existing machines, which is invaluable to a small business where space is at a premium. Like our existing machines, the Quaser was supplied with a Heidenhain CNC system which creates familiarity for our team to interchange between machines. With the latest generation of control, we are finding a lot of new features that will help create even greater efficiencies as and when we gain familiarity with the system.”

The Worcestershire manufacturer machines everything from 304 and 316 stainless steel, mild steel, aluminium, titanium and many more challenging materials in quantities that range from a one-off prototype to small production runs. Alluding to how the attributes of the compact Quaser machining centre are enhancing component quality, Chris continues: “As a new machine, the Quaser is certainly more energy efficient whilst the kinematic movements of the machine and the 4th axis are also reducing cycle times and removing non-cutting time from component production. Added to this, the speed, efficiency and robust build quality are extending our tool life, improving our surface finishes and enabling us to essentially manufacture better quality parts with more aesthetically attractive surface finishes.”
Concluding on the level of service the company has received from ETG, Chris says: “The machine has been a fantastic addition to our business and we haven’t had to lean on the ETG team that much so far. When we have needed their support, an engineer is available to resolve our queries almost immediately – as a subcontract manufacturer that needs to get parts out of the door, that level of service will prove invaluable.”
Versatile machining with RoboMACH HA
Industrial automation and robotics specialists Loop Technology has a talent for solving complex engineering problems. Alongside a growing reputation in composite automation, they specialise in robotic machining systems. The latest innovation is the RoboMACH HA, a product that provides a cost-effective alternative to a large-capacity machine tool. It is extremely versatile in its application and delivers a variety of machining and processing applications.
RoboMACH HA is integrated with a six-axis robot to provide drilling, milling, cutting, and trimming. In its standard configuration, it is integrated with a FANUC M- 800iA/60 which allows for high accuracy when machining harder materials such as cured carbon fibre alongside softer materials such as wood, engineering foam, plastic, and sand casting. Ultimately, the robot selection will be based on the specific requirements of the customer.

James Streatfeild, Project Engineer at Loop Technology explained: “We recognised an opportunity to make robotic machining more accessible with a solution that would suit many applications. Ultimately, we are focused on ensuring our customers stay ahead of the market with a flexible, affordable process.”
RoboMACH HA has been designed with a modular focus to offer product options meaning each system can be optimised to meet the requirements of the end user. This includes scalable machine guarding to ensure personnel are protected as well as plinth and spindle options dependent on required machining volume.
With automatic tool changing and the option of adding additional rotary axes, it provides a level of versatility and flexibility that appeals to manufacturers engaged in complex machining. The tooling rack option is compatible with long and heavy tools and has the option of a broken tool sensor and a pneumatic lid. Furthermore, it is available with a 7th-axis positioner with a 1500kg load rating.
Loop Technology are the official reseller of Robotmaster in the UK and Ireland and RoboMACH HA leverages this software to reduce robot downtime by creating simple and complex robot trajectories.
Technical Sales Engineer, Adam White states: “Robotmaster is the leading offline simulation and programming software for conducting trimming and machining operations with robot arms. Its ability to cut days of manual teaching down to a matter of minutes grants the user optimum flexibility.”
Using a robot to deliver different machining processes is a great option to consider. Through adjusting robotic programming and the end-of-arm tooling, objects of any size and shape can be milled, whilst exact cuts and movements for high-quality products can be achieved. Furthermore, Loop Technology can provide drilling solutions for various materials including carbon fibre, aluminium, and titanium, using orbital drilling technology to reduce heat concentration, tool wear, and improve the finished quality.

RoboMACH HA is designed with the goal of increasing efficiency and speed in advanced manufacturing such as when cutting automotive parts and aerospace tools. Customers of RoboMACH HA include Solidwool, who make sustainable composite material made with British wool and bio-resin and use it to create furniture, homewares, and interior design finishes. They used the system to trim the excess bio-resin during the manufacture of their chairs. The Architectural Association used RoboMACH, a different configuration of this system, to automate the milling of unique forked trees.
Loop Technology have other products on the frontier of automation technology. FibreLINE is a complete automation system for composite pre-forming that delivers an exponential increase in production rate for aircraft wings, train carriages and wind turbines. Additionally, there is LoopCLEAN Auto, a next-generation robotic laser cleaning system.
Blueprint for success
As a privately owned company with an enviable reputation for expertise in developing and providing engineering solutions within particularly demanding environments, SFM Technology is a specialist in project management, design, manufacturing and precision engineering. One of the company’s core competencies is 3D printing of parts for the aerospace industry – MTD magazine find out more.
Introducing the company and its technologies, Gary Wilson, the Technical Sales Manager for the 3D Printing division of Somerset-based SFM Technology says: “We have a range of facilities and the business ranging from design to manufacturing, painting and more. We are essentially a one-stop shop for a range of industries from aerospace to agricultural.”

Looking at how the company started its 3D printing journey, Gary says: “3D printing came about after a discussion with the Managing Director, we had a problem with a component for the helicopter manufacturer. Working with a helicopter manufacturer we came up with a solution that created a design for the helicopter that enabled us to do the parts in 3D.”
As the Managing Director of Emvio Engineering, George Konstantinidis adds: “We offer a variety of services to industry as well as 3D printers and machine tools. When you come from the traditional manufacturing point of view, you need a skilled machine operator, whether it’s a CAD/CAM programmer or a time-served machinist. 3D Printing takes away a lot of that skill because all you have to be good at is maybe CAD. In effect, you could have an apprentice who can run the machine unsupervised from day one. So, from a skills gap point of view, 3D printing can be slotted into any business.”
Looking at the benefits of 3D printing and why the company has adopted this route, Gary adds: “There are many benefits of the 3D printer and one is the ability to program the model within the machine and this allows you to repeat and repeat, over and over again. As long as you have the material, the machine will print through the week, 24/7. This cuts manufacturing time down quite considerably and it is the same print result every single time.”
Adding to this, George says: “Printing using the FDM (Fused Deposition Modelling) method is starting to be adopted in industries like the casting market where pattern making is a skill that is being eclipsed. This is also a case for the production of jigs and fixtures where it takes somebody a lot less time to design 3D printable fixtures, this includes soft jaws or CMM fixtures. We are also seeing it be applied to end-use components, even in the aerospace industry. And this is how SFM Technology has progressed.”
Alluding to why the company has specifically invested in the bigrep PRO machine from Emvio Engineering, Gary says: “It’s the size. At the time of purchase, we needed a machine that could cover over a metre cubed, which this machine has. So, this machine is ideal for the work we were preparing to do. It fitted the bill with regards to the material, the size and the machine price.”

Discussing the machine in more detail, George says: “The bigrep PRO machine is the top-of-the-range machine that the company produce and it is well positioned for companies that want rapid prototyping and also parts that can be used as end products within the automotive and aerospace industries. This machine has been designed from the ground up and moves away from the traditional way of building a 3D printer. The machine uses servo controls and motors with a Bosch Rexroth system, to get all the benefits of servo-driven kinematics in a 3D printer. This makes the machine significantly more accurate, faster and user-friendly. In terms of travel, the machine has upwards of 1m in the X, Y and Z-axis.”
In conclusion, Gary says: “Using the FDM process, our business has gone from strength to strength and our orders have increased significantly. I can see that in time, the metal 3D printing will come into the equation and eventually be the way forward.”
5-axis productivity flows at Rivercircle
As a manufacturer of purpose-built leak test machines, special purpose machines and multi-cavity mould tools, Rivercircle Ltd manufactures and appreciates high-quality machines. That is why the Peterborough company has invested in two AXILE G8 5-axis machining centres. Available from the Engineering Technology Group (ETG), Rivercircle installed its first AXILE G8 in 2021 with the second machine arriving in September last year.
The company is also involved in toolmaking for the automotive, pharmaceutical and medical sectors to name a few. It is the machining of pre-hardened tool steel and larger components that brought the addition of the two AXILE G8 machining centres.
Jonathan Theobalds from Rivercircle says: “We bought our first 5-axis machine about five years ago. We had 3-axis CNCs for years and had been to all the shows and looked rather enviously at 5-axis machines, but we couldn’t see one at a price point for us. Eventually we dived in with our first one and then almost surprising to us, 18 months later we introduced a second machine. We very quickly learnt that actually having a 5-axis machine doesn’t mean that you have to have 5-axis work on the machine all of the time.”
Discussing one of the big advantages of investing in the AXILE G8 machine from ETG, Jonathan says: “With a 5-axis machine you are not doing multiple setups, so if we can strap the billet to the machine once and do all the heavy-duty coring-out work and then use the same machine for the delicate finishing, there is a huge efficiency advantage for us there. When we selected our original 5-axis, this gantry construction was very important.”
The move from a previous manufacturer to the AXILE brand was down to capacity – as very few machines can match the versatility, flexibility and speed of the AXILE G8 whilst holding up to 1350kg on the bed. The smaller 5-axis machines have a capacity limit of 650kg.
With the ability to hold 1350kg on the moving bed of the 5-axis AXILE G8, Jonathan adds: “As machine builders, we really how the AXILE machines are built. The Y-axis has twin spindles and twin drives, the tilting B-axis has a motor on each side – it’s not just driven from one side. This gives the machine excellent rigidity and accuracy. Furthermore, the AXILE has a powerful spindle with 20,000rpm and high pressure through spindle coolant. This allows both heavy-duty roughing and high-speed finish machining.
“The expertise starts with the design and procurement through to tool path programming and obviously machining then fitting and assembly. It is our job to invest in and utilise the best quality machines. This has led traditional mould making to evolve into precision prototyping of parts and having this 5-axis machine where we can do parts in a single set-up, has enabled us to get lead times down. Furthermore, it enables us to keep our high levels of precision and quality of toolmaking for those parts. That is the thing that impresses customers when they visit us.”

Referring to the user-friendliness of the AXILE G8, Jonathan concludes: “We programme our machines off-line with Mastercam and then send the files to the machines. As a predominantly Heidenhain machine shop, the AXILE G8 is equipped with the latest Heidenhain TNC640 CNC system that provides familiarity for our team. The AXILE G8 is also equipped with the latest software that enables ETG to remotely access, assess and rectify any issues we may have with the machines. Additionally, Ian Deacon from ETG has been extremely supportive of any teething issues we have encountered. For the operator, the AXILE is fast and efficient and this can also be seen in the machine design. The ergonomic design of the loading doors give easy access to the work area for the operator as well as excellent clear vertical access for large parts that need to be hoist lifted into the machine. Even the tool loading system is horizontal, which makes tool changeovers much easier for staff. Overall, we are delighted with the AXILE machines and the service from ETG.”
Starrag packs a high-end HMC into a small footprint
To accommodate the diverse needs of the marketplace, Starrag Heckert has now introduced its new H Compact Series of horizontal machining centres. The benefits of horizontals can sometimes be overshadowed by the sizeable footprint of the machines in comparison to their vertical counterparts – with the H Compact Series, Starrag Heckert delivers the benefits of a horizontal with a compact footprint that will appeal to manufacturers.
Looking at the merits of the new H Compact machines, Lee Scott from Starrag says: “The new machines are called ‘Compact’ as they have a very compact size. They are horizontal machines which denote the ‘H’ and they are fitted with a trunnion table with 5-axis capability that provides an impressive X-axis range. We can also incorporate a high-speed table on the machine for turning – this configuration gives us the ‘T’ range. In its basic guise, it is a twin pallet horizontal machining centre with a monobloc mineral cast material base that is very vibration-absorbent and also very stiff. The machine design is like a giant bathtub where all the chips fall straight out of the work area and take all of the heat with them. The column then sits on the base with linear rails and a direct measuring system across the whole of the machine that delivers exceptional accuracy and optimal cutting conditions.”

The machine column also has positive leveraged ratios that are credited to maximum guideway distances and also weight compensation that improves performance, accuracy and efficiency of the Y-axis that is driven by ball screws. Alluding to the pallet system on the new series, Lee says: “It’s a twin pallet machine and the surface of the pallets are ground, so the interfaces are perfect for the fixturing, whether it be on a trunnion or a standard B-axis. Outside of the machine, we then have the setup station. So, whilst the first pallet is working inside the machining area, the second pallet is either loaded by a robot, an FMS or an operator. After all, if the spindle isn’t cutting, the machine isn’t making any money.”
As you would expect from Starrag, the machine has a complete range of spindles available. This includes a 30,000rpm spindle offering for cutting aluminium, high-torque or geared spindles for machining titanium as well as quill spindles for extended reach – there is a spindle for every application. Referring to the tool magazines that feed the spindle, Lee says: “The tool magazines start with a single magazine, and we can also run a parallel system with up to a total of 450 tools on this machine frame. You also have to get rid of the chips. This machine can create huge volumes of aluminium swarf that have to go through the machine, here the machine frame design has been optimised to remove chips from the work area at high speed.”
Taking a closer look at the operator interface on the new H Compact Series, the machine incorporates the latest FANUC or Siemens CNC control unit. As Lee continues: “Operators love our system, it has a touchscreen and multi-screen facility that offers the perfect solution for all engineers that really want to get that maximum amount of data from the machines. The control system offers a variable screen layout with between 1 to 3 applications that allow a parallel display of information with context-sensitive user guidance through the colour/brightness of the control elements. Furthermore, the system offers easy integration of third-party applications and/or VPN technology.”
As an automation-friendly solution, the new H Compact Series caters for customers with a wide range of options and interfaces to present maximum flexibility. Together with systems partners like Fastems, Starrag can offer FPC and FPT modules as well as integration with robots, gantry loading cells and interlinking machines from a single source.
Fabricator rebalances business
Twenty years ago, Gareth Davies started Burton-on-Trent company TAS Engineering as a steel, stainless steel and aluminium fabrication shop serving the food, pharmaceutical and automotive sectors, and industry in general with fire escapes, factory staircases and secondary steelwork.
In 2014, he established a machine shop to add extra value to the products the company was shaping and welding. Today, there is a pair of 3-axis VMCs on-site and three CNC lathes, the latest of which is a second-hand Cincom L20 sliding-head turning centre from Citizen Machinery UK.
What prompted the purchase in October 2023 of this 20-year-old lathe, the company’s first sliding-head model, was a desire to turn more efficiently from bar up to 20mm diameter. A case in point is the ongoing production since 2020 of a 16mm diameter, 316 stainless magnet holder, which is welded to a small, laser-cut and bent plate for industrial switchgear. The turned component, of which 200 are required per month, was previously produced complete on one of two fixed-head, twin-spindle lathes in a 2.5-minute cycle.

Mr Davies had previous experience of programming and setting sliding-head lathes from 40 years ago working. The lathes were equipped with servo-driven cams and while the technology has moved on enormously over the decades, the underlying principle is still similar. It was apparent that the steel magnet holder could be produced faster on a modern Citizen L20 twin-spindle, sliding-head turning centre than on a fixed-head lathe due to the faster axis motions of the gang tool carriers compared with the turret movements on the latter. However, Mr Davies was surprised to find that the part could be machined more than three times faster on the Cincom, the cycle now taking just 48 seconds.
The sliding-head turning centre was installed and commissioned in October 2023. Four additional jobs had been won by the end of January. None of this new work has anything to do with the fabrication side of TAS Engineering’s business. One contract involved the production of 1,000-off brass parts for a customer in industrial gases, which ran 24/7 for one week.
The other jobs were 70-off engine parts produced from steel bar in one hit rather than in two operations on a fixed-head lathe plus another on a mill; 3,000-off heritage railway carriage brass fixing pins; and another component for the industrial gases sector machined from 0.75-inch diameter CZ121.
Mr Davies commented: “Although all the parts are relatively simple, some tolerances are tight. The bore on one of the components for industrial gases has to be held to 0.05mm total and the engine shaft OD must be within 0.04mm. Despite the Cincom being 20 years old, provided we run it at sensible feeds and speeds we achieve this level of accuracy easily. Not only that, but we have confidence leaving the machine running unattended.”

He went on to mention that he was treated by all Citizen Machinery UK staff as though he were purchasing a new L20. “They went above and beyond what would normally be expected for the sale of a used machine and the delivery, commissioning and training were exemplary.”
TAS Engineering is currently undergoing a metamorphosis whereby, while fabrications will continue to play a part in the business, in the future it will only be if they undergo prismatic machining or contain turned parts. Already this policy has seen the contribution of chip removal, mostly metal and but also plastic, in the factory rise from 10% to 90% of turnover. It is a progression that was accelerated by the Covid pandemic.
It is notable that, for the jobs completed so far, repayments on finance for a new Cincom would not have been viable. On the other hand, paying back only one-quarter of the amount puts TAS Engineering in a strong position to quote for work very competitively, especially if it is not especially complex. Moreover, small quantities are also practicable, provided that the machine can be set up quickly.
- Quantum leap in accuracy
At the Röhm GmbH plant in Sontheim Germany, 750 employees manufacture technology-oriented solutions for the automotive industry, mechanical engineering and aerospace sectors in a 41,000sq/m facility. The parts in question are finished on Kellenberger Premium grinding machines.

The company’s portfolio fits perfectly with the existing business areas of Rothenberger Holding, which generates a sales volume of €1.3billion with over 100 operating companies, many of them in the machine tool sector. Applying an extensive restructuring project, an investment sum of several million Euros was made available, which flowed into new machinery and systems. The aim for the future was to produce Röhm‘s high-tech products with even better quality and at the same time more cost-effectively.
For division manager Alexander Scheitenberger and his 35 staff members, the investment came exactly at the right time. Scheitenberger‘s department manufactures tool clamping systems, 40% of which are customised special designs. A trained industrial mechanic, Scheitenberger has been with Röhm since 1990 and is very familiar with all machining processes and the Röhm portfolio, which includes drill chucks, centre punches, lathe chucks and vices, robot gripping technology, power chucks, clamping cylinders, mandrels and tool clamping systems.
The parts were machined on a KEL-VARIA universal grinding machine with a centre width of 1m, which had been in use for 18 years. With spare parts for key components no longer available, making a replacement investment became unavoidable. Scheitenberger and head of production Erhard Bader agreed, that the new machine should again be a KELLENBERGER. “We have had a very good experience with the KEL-VARIA. The reliability, accuracy and process safety of the machine over the runtime were outstanding. In addition, the cooperation with KELLENBERGER has always been characterised by a high level of professionalism. Erich Ziegler, the KELLENBERGER area manager who is responsible for us, gave us excellent advice on the new procurement.” Since 2018, the KELLENBERGER product portfolio has offered two machine designs, which can meet the machining tasks at Röhm. The new KELLENBERGER 100 platform concept proved to be the best solution, especially as Swiss manufacturer Wenger had specially adapted automation to the machine.
The task assigned to the engineers in St. Gallen, Switzerland, regarding the KELLENBERGER 100 was to develop a platform on which different machine concepts could be realised with a strong customer orientation. The segment of high-performance, low-cost grinding machines within the group was integrated into the concept. The modular solution on a common platform and a new assembly concept to reduce throughput time enable cost-efficient production of the machine and thus a very good price/performance ratio.

The KELLENBERGER 100 offers the widest range of standard configurations for a variety of grinding operations. The machine is available in centre widths of 1,000/600mm and a centre height of 200mm and is designed for part weights of up to 150kg. A higher drive power for the grinding wheel (11,5kW) ensures increased productivity, while the newly designed guide in the Z-axis brings greater profile accuracy. For higher accuracy in non-circular grinding, the C-axis is equipped with a direct drive. Röhm opted for a machine with a centre width of 1m.
The K100 has a compact, collision-free tandem grinding head with motor spindles. Ten grinding head variants are available for the optimised design of the machine concerning the machined parts. The reinforced casing allows the largest grinding wheel diameters for internal grinding up to 125mm.
The user-friendly, ergonomic design of the KELLENBERGER 100 machine is complemented by intuitive operator guidance via touch screen interface. The machines are equipped with a state-of-the-art FANUC 31i CNC control with a 19” touch screen. Various ready-made software packages are included as standard or can be added as an option. They cover simple workpieces, complex workpieces in the shortest machining time, and complex contours and profiles.
Swiss automation specialist Wenger has custom-designed the loading solution WeFlex for chucks and shaft parts, especially for the K100. The WeFlex loader enables automated processing of shaft parts from Ø6 to 100mm with a length from 20 to 600mm with a maximum gripper diameter of 80mm with workpiece weights up to 5kg in alternating mode and 15kg in single part mode. Interchangeable gripper heads facilitate quick changeover between the shaft and chuck parts. In the stacking module, 8 pallet spaces of size 400 by 600mm are available. Inserts for shaft or chuck parts can be inserted in the pallet frames.

The machine is loaded via telescopic line gantry and an automatic hatch closes off the machine room during machining to ensure the thermal stability of the machine. Directly at the infeed, electricity and compressed air are recorded, which allows the energy consumption of the WeFlex to be recorded and visualised. To reduce energy consumption, the speed of the WeFlex is automatically adjusted to the cycle time of the processing machine. An image-guided setup wizard assists the operator when changing over to a new workpiece. Wenger Managing Director Michael Wenger supervised the initial commissioning, which was followed by training for the Röhm employees at KELLENBERGER. One week after machine commissioning, the 3-shift operation was resumed. “The reliability of the loader works is very high and we haven’t had any downtime so far,“ reports Alexander Scheitenberger.
The service package also includes remote maintenance of the machine and minor service work is handled internally at Röhm. “A couple of our employees have undergone service training with a focus on the new machine, so they can carry out minor repairs themselves,“ says Scheitenberger. “There is no need to call the KELLENBERGER service team for a minor issue. But if you do need the service, it’s fast and reliable.”
The conclusions of Alexander Scheitenberger and his colleagues are very positive: “In terms of accuracy, the new machine has brought us a quantum leap. Today, we grind with an accuracy of 2 microns with process reliability. The surface quality of the machined tool clamp is so good that, with the same polishing times, the results are many times better, from Ra 0.3-0.4 microns to below Ra 0.1. Due to the larger grinding wheel and because the new machine is simply faster than the old one, we have a 25% increase in productivity. In addition, personnel costs are 30% lower as the automation ensures that one operator is sufficient for two machines.”
ironMIND – know your machine
With a skilled labour shortage and full order books, businesses need to rely on their technology. But how do manufacturers know if repairs or downtimes are imminent?
To fulfil requirements for modern and efficient production, the NSH Group, with its machine tool brands NILES-SIMMONS, HEGENSCHEIDT-MFD, RASOMA and WEMA-Gauchau, has developed its new software and service tool ‘ironMIND’.
Predictive and production-adapted maintenance and repair planning is essential and ironMIND has modules that provide a detailed picture of the condition, mechanics, controls and peripherals of machines at all times.

Monitoring is often interpreted differently. One way is to collect and analyse data. NSH goes further, monitoring operating resources, consumption, drive temperatures or control status, it also undertakes regular tests on axes to examine axes condition. For each axis test, one axis is subjected to a specific motion profile. Drive data is recorded during these defined motions and is followed with the structured evaluation of the data. How does potential damage manifest itself in the data? What parameters need to be calculated for condition-based evaluation? How to define the limits that characterise the condition?
Answering these questions requires information about the parts installed, the control system, and the machine data set – in-depth knowledge that the manufacturer can provide. It also requires knowledge of the test results and experience in identifying damage. ironMIND supports users in performing condition-related data and tests themselves. This diagnosis can be made with regular automated test execution and successful condition-based maintenance.
Interdisciplinary benefits
Condition monitoring requires interdisciplinary collaboration between different departments. By knowing the condition of the components, it is possible to detect and correct failures before they occur. This enables early procurement of spare parts and reduces downtime. Dynamic maintenance intervals can also reduce maintenance costs. For the operator, ironMIND results in faster troubleshooting and fault elimination. Knowing the condition of components and control settings enables consistent machining quality. The result is reduced scrap, energy savings and financial benefits. By keeping an eye on consumption, green management approaches can be improved.
The machine operator can use ‘ironMIND – Monitoring’ on the control panel, supported by an intuitive app and multi-window technology. All other departments can use the ‘ironMIND – Cockpit’ to log into the web front end with access from any device.

Data security
Data needs to be stored securely. NSH uses ironMIND to avoid this hard-to-trace data traffic by storing all measurement and control data on the machine or the local company network. One of the basic principles of ironMIND is that you are always in full control of your data.
Using the ironMIND application does not require an additional IPC or sensors. The only thing that is required is access to the control data to run the test. ironMIND uses existing sensors to visualise information on the fill level, consumption and filter status of the media. However, it is also possible to integrate additional sensors.
A common approach is to record as much information as possible with additional sensors. One of the most common stumbling blocks to successful condition monitoring is the high initial investment for implementation. This discourages potential users and makes implementation more difficult. With ironMIND, NSH is taking a completely different approach, utilising existing hardware. In addition, ironMIND is scalable with a low monthly usage fee model.
The NSH Group delivers customised machine tools worldwide, as a matter of principle, NSH adapts its solutions to the customers. The top priority in the development of ironMIND is to provide added value. For this reason, NSH has worked with pilot customers throughout ironMIND development to understand customers needs and develop a customer-oriented solution.
With the constantly evolving ironMIND system, customers can record and evaluate machines and estimate and perform necessary maintenance before potential failure occurs. The ironMIND system is practical, affordable and safe. It delivers value by maintaining machine tool performance and service life, increasing productivity and reducing costs.
- SME reorganises its entire production processes
As a Swiss SME that has thoroughly examined its production from a digital perspective, Sistag AG has recognised the potential of bits and bytes. The company has modernised its facility with a Flexible Manufacturing System (FMS) from Fastems and this approach is yielding interesting results with new experiences and ambitious plans.

The globally active Sistag AG, headquartered in Eschenbach in the Canton of Lucerne, manufactures isolation valves for a wide range of industries. This includes pulp and paper, food and beverage, wastewater treatment and biogas/chemical plants. “In addition, we specialise in knife gate valves, known under the brand name Wey Valve. These valves are used in the petrochemical, oil production, and mining industries. Our mechanical production here employs around 165 employees, producing approximately 25,000 to 30,000 knife gate valves annually,” says Manuel Schmidlin, Head of Manufacturing at Sistag.

Like many other Swiss SMEs, Sistag faces high manufacturing costs. Manuel Schmidlin notes: “Land is expensive and labour costs are high. Moreover, finding skilled workers for production is challenging, so we have increasingly focused on in-house training.” To economically produce and manufacture, machines at Sistag must run almost non-stop. “We also have the advantage of being particularly strong in the field of special valves. Due to the relatively high level of automation here at Sistag, we can also compete in terms of pricing,” adds Schmidlin.
The housings, a core component for knife gate valves, are manufactured on two horizontal machining centres. In 2005, the company invested in an FMS from Fastems, specifically a Multi-Level System (MLS), initially connected to an OKK HM 630. In 2010, the system was expanded to a total length of 35m, with a second OKK machine of the same type added.

In 2022, Sistag decided to modernise the MLS. Manuel Schmidlin explains: “The electronics were still running on 32 bits, and the system was essentially at ‘End of Life’ with no replacement parts available. During the upgrade to a 64-bit system, we conducted a complete retrofit, both in terms of controls and mechanics.” As Sistag has been pursuing a consistent digitisation strategy for about four years, the FMS was not only updated with the Manufacturing Management Software (MMS) from Fastems but also placed a significant focus on digitising the entire production facility.
According to Manuel Schmidlin, the company has primarily grown historically in its 60-year history. Sentences like ‘We’ve always done it this way’ has been heard by the production manager many times.
“Our projected business has significantly increased. When a customer orders valves today, it’s not three or four, but immediately 400 or 500. With our existing infrastructure, we were not able to plan such large orders efficiently from start to finish. We had great difficulty keeping our machine capacities and we had no overview of what was happening at what time and where the priorities were. Therefore, our goal was to control our entire production with MMS as a central MES (Manufacturing Execution System).”

‘The Terra Incognita’ of A Manufacturing Organisation
The MMS from Fastems provides all the prerequisites for this digitisation approach, as it is currently one of the most powerful solutions for planning, running and monitoring automated machining production. The MMS automatically plans production up to 96 hours in advance while considering all necessary resources, such as raw materials, NC programs and tools, including their tool life.

Manuel Schmidlin is fully aware that for consistently planned production, standalone machines, manual workstations and inspection stations must eventually be included in the whole digitisation process, in addition to the automated equipment. Not an easy task, as these areas are often still a ‘Terra Incognita’ in a usual manufacturing organisation. Nevertheless, this situation is set to change at Sistag with the implementation of a Fastems MES solution for non-automated equipment – Work Cell Operations (WCO).
Solid carbide tools – Powerful and efficient
Every metal-cutting application requires an ever more complex machining process and an increasingly difficult choice of materials. However, without the right tools, you will quickly reach limits. Solid carbide tools prove their efficiency in such cases time and time again. Nevertheless, it is essential to use tools that are precisely adapted to the process, the material and the batch size. If you rely on a supplier who has extensive application experience, a wide range of products and provides expert advice, they will maximise the benefits and reduce costs.
The efficiency of solid carbide tools has long been proven. Their wear resistance and the consistent quality of machining results are impressive for producing large batches. This allows users to quickly achieve economic results. Nevertheless, production managers should not blindly rely on solid carbide tools in the hope of having a universal all-around tool.

Once you select the right material with the right coating, the tool manufacturer then has a decisive impact on the quality of the tool. For example, a supplier must know exactly what grain and which grinding finish are the right ones to use with steel, hardened steel, cast material, aluminium, non-ferrous metals or exotic materials. Other factors to consider are whether the process requires roughing, finishing, dry or wet machining and so on.
With so many vital details, it quickly becomes obvious that there is no such thing as a universal all-around tool for all processes and materials. Trustworthy suppliers should therefore offer a wide range of products. Arno Werkzeuge from Ostfildern is a supplier that takes this complexity in production together with the plethora of possibilities very seriously. They have extensive knowledge of materials, numerous applications and enormous expertise.
“Thanks to the relationships we have built up with our customers, we have amassed a large pool of application knowledge. This is why our expertise allows us to offer exactly the right solid carbide tools for a wide range of machining processes and materials,” says Product Manager Marco Staiger from Arno Werkzeuge.
You realise this when you browse through the 400-page catalogue of solid carbide milling cutters, drills and thread-milling tools. As Staiger emphasises: “Our application consultants will help you select the right solid carbide tools quickly and competently.”
And of course, the range also includes tools for general applications that cover a specific universal range. For many users, the Arno-FP milling cutter is an ideal entry-level tool that covers a wide range of metal-cutting operations on steel, stainless steel and cast materials. The universal milling cutter made of powder metal HSS steel is TiAIN-coated, extremely tough and wear-resistant. This ensures a longer tool life and maximum cutting performance.
If the application is even more specialised, the consultants can fall back on a further nine special milling cutters which can be used to their full potential. For example, AFA milling cutters offer excellent results with soft cuts in aluminium alloys. When it comes to steel, cast iron and stainless steel, there is a group of three special high-performance tools. For exotic materials, there are two milling cutters available – the AFE and the AFJ. Finally, users will find the right milling cutters for high-speed machining and dry cutting in the top league of pre-hardened steels up to 55HRc and extremely hardened steels up to 70HRc.
Customers appreciate the diversity of the range of solid carbide tools from Arno Werkzeuge. Not only that. Many customers recognise they can achieve tight tolerances using fully ground, high-precision tools. They are also extremely sturdy and sharp. Here, Staiger says, “Our product range also has tools to machine very small workpieces or to cater for special requirements.”
- Sound of Music
Like the ‘Sound of Music’ that has won its place in movie folklore, the 2024 ‘Sound of Studer’ themed event that took place at the company’s Steffisburg headquarters has won its place in the hearts and minds of the 65 journalists from over 20 countries that attended. The annual Fritz Studer AG event is always packed with the latest innovations in grinding, an insight into the company’s ongoing evolution and an overview of the global trends in the manufacturing industry – and the February event once again lived up to its billing. By Rhys Williams
Located in the Swiss Alps, in a region more stunning than the backdrop to the legendary movie, the ‘Music Motion Meeting 2024’ kicked off with presentations from the management team and was followed by technical presentations on the latest innovations and an insight into what we can expect to see as we move through 2024.

Studer CEO Jens Bleher kicked off proceedings with a presentation that discussed the company’s performance over the last 12 months, the market turbulence, new updates to the CORE interface, product enhancements and the pride in the success the Swiss manufacturer continues to enjoy with its success at the World Skills event.
“Despite the challenging investment environment, we again increased our sales, especially in key markets like the USA and China. Asia was the largest single region followed by Central Europe and North America and consistent investments in product development and site infrastructure have paid off. We have turned our announcements into reality and improved our market position to strengthen ourselves for the future in the long term,” the Studer CEO announced.
Studer once again won market share in many regions around the world, and it hit a new sales record in its Customer Care segment. Bleher took it as a positive sign for the 2024 fiscal year that the order situation developed exceptionally well towards the end of 2023. Whilst confident that order intake will continue in a positive direction, the CEO was particularly bullish about the expected performance in the second half of 2024 – a period when the manufacturer of cylindrical grinding machines will present new technologies.

Although the development of incoming orders was weaker in individual markets, such as Germany, China and some Asian countries, other parts of the world saw positive results. At the 2023 event, Turkey and several Eastern European countries were the surprise performers. At this year’s event, Sandro Bottazzo, CSO at Studer said: “We achieved good results in many countries and even posted a new record order intake in some.” Some of the standout performers were announced as Spain, Austria and Holland, a welcome boost with the headwinds of global uncertainty and inflation faced by some of the manufacturing powerhouse nations.
Looking at the industry by customer segments, a point that should be marked as a good barometer of worldwide manufacturing performance for MTDCNC readers was that the aerospace industry once again generated the largest increase in new orders. This industry has now overtaken the declining automotive industry for Studer. The ‘tool’ manufacturing segment remained below expectations with the largest individual segment for the second consecutive year being ‘precision engineering’. “I am very pleased that our grinding machines are so highly trusted by small and medium-sized enterprises, and that this segment remains strategically important for us,” explained Bottazzo. The ‘mechanical engineering’ and ‘mould & die’ segments also maintained their critically important positions. The increasing demand for precision cylindrical grinding machines in the semiconductor industry has been marked as very pleasing for Studer with Bottazzo confirming robust semiconductor growth in the Americas and Asia.

The performance of specific precision cylindrical grinding machines and maintaining a broad portfolio remained of particular importance in 2023. Incoming orders for CNC universal cylindrical grinding machines were reported as very solid. The machine with the highest sales volume was the S33, followed by the favoritCNC, the S31, the S41 and the favorit. “When it comes to internal cylindrical grinding machines, it was the third-best year for incoming orders in the company’s history for the S131,” said Bottazzo. Orders for the new S100 internal cylindrical grinding machine were also very pleasing and exceeded targets. Whilst 2023 sales volumes didn’t exceed the 2022 numbers that were reported as the company’s third-best year on record, the order value was almost on par. This was due to higher-value turnkey solutions and the Customer Care packages reaching record numbers.
Alluding to the Customer Care division, Bottazzo added: “Here we were able to set a sales record for the second consecutive year. This applies to all business areas from maintenance and service to spare parts and overhauls. Particularly pleasing was the development in Eastern Europe, where Studer now performs service with its skilled personnel in the Czech Republic, Slovakia, Poland, and Hungary.” This expansion and the incredible growth have lit the way for the company to continue investing in the Customer Care division.
In 2023, Studer participated in more than 30 trade shows. At EMO 2023 the company presented three automation solutions for the first time. The arrival of the new insertLoad loader as well as the roboLoad and uniLoad was a paradigm shift for the company and these were prominent during the press tour of the facility.

Throughout 2023, the focus remained on the development and advancement of grinding technologies. The S36 external cylindrical grinding machine introduced in May 2022 has proven particularly suitable for components in the e-mobility sector since its arrival. Alluding to this, CTO Daniel Huber added: “Now, our customers can use all spindle variants and automation solutions without restrictions on the S36. Thanks to the new, powerful grinding spindle with 25kW, it is possible to use particularly wide grinding wheels up to 160mm.” The S36 fills a gap between the existing S11 and S22 machines and it offers greater spindle and automation variants. This includes integration with the easyLoad and uniLoad systems that permit customers to automate production on the S36. Additional options include the ability to add high-speed grinding with CBN or diamond grinding wheels and the Smartjet system.
Huber also mentioned the success of the new S100 internal cylindrical grinding machine that was introduced in October 2022. Since this introduction, new spindle options have already been added such as the powerful Ø58mm dressing spindle with more additions planned for further models in the future.
As the company moves through 2024, sales are expected to remain strong with a projected upturn in the second half of the year. This will be set in motion by major exhibition appearances and the arrival of new models for the respective events. The new arrival will be a successor to the popular favoritCNC that will reveal new features. Some features in the pipeline include an angle display of the wheel head, the popular QuickSet setup function and a conventional mode as a manual grinding cycle that permits manual grinding without any programming.
A particular focus for development in 2023 was given to the company’s C.O.R.E. hardware and software architecture from the UNITED GRINDING GROUP. “The C.O.R.E. touch operating panel already allows an unprecedented level of intuitive use. Soon there will be a customisable interface where operators can define and save their workspace,” explained Huber. Data collection and analysis, as well as new sensors and instruments, were also a focus.

Looking to the future of the business, the CTO added: “The issue of sustainability continues to be important. The SmartJet® cooling system developed by Studer already sets new industry standards with its ability to reduce the need for coolant and energy in the grinding process. Demand for high-performance semiconductors is also rising due to e-mobility and photovoltaics. Studer’s S41 CNC universal cylindrical grinding machine with in-situ X-ray measuring head now sets the standard in wafer manufacturing. It is extremely successful in the market. In the long term, only the machine manufacturers who offer intelligent and efficient machines incorporating the latest technology can be successful,” summarised the CTO as he reflected on the extensive development activities over the past 12 months.
Obviously, the success of a business is not purely based upon its product lines, but also its very foundations. To reflect upon the internal business activities, COO Stephan Stoll provided an overview, saying: “The production mix of the machines manufactured has shifted to more complex systems through 2023. With active procurement management and the normalisation of global supply chains, orders were completed on time.” Stoll positively assessed the implementation of the joint production strategy within the UNITED GRINDING Group, which provided Studer with significantly improved utilisation.
Major operational projects included investments in automated test stands and manufacturing tools. As one of the very few grinding manufacturers producing high-quality spindles, the expertise for these strategically important machine components has been expanded. Comprehensive structural and logistical measures were further implemented in Steffisburg. This has been bolstered in the internal grinding competence centre in Biel with plans for further growth. Referring to the additional growth, the COO said: “After the considerable investments of the past years, the redesign of our logistics processes and warehouse infrastructure is now imminent. The centrepiece of this project is a central logistics hub with a directly connected container warehouse. The higher efficiency of the fully automated warehouse system will benefit machine production.”
The press was shown a roadmap of the planned changes to the manufacturing facility and how it will streamline production, service and logistics. In conclusion, Jens Bleher emphasised the great importance of well-trained employees. He was very pleased with the recent successes at the prestigious professional championships, SwissSkills. Last year, Studer apprentices Luis Salzmann (1st place, design engineer EFZ) and Noah Rossel (2nd place, automation engineer EFZ) won the gold and silver medals with their outstanding performances. “STUDER is represented for the third time in a row at the WorldSkills showcase. We are very proud of this. It confirms our extensive commitment to vocational training,” concludes CEO Bleher.
This commitment to education was further strengthened with an award presentation at the press event for its research prize, the ‘Fritz Studer Award’. Applicants from several European countries submitted their work and it was Dr. Emil Sauter who won the award and the prize of CHF 10,000. The Fritz Studer Award is aimed at graduates from European universities and technical colleges. “The objectives of the research prize are to boost innovation in the machine tool industry with feasible solutions whilst also promoting young technical and scientific talents,” says Dr Frank Fiebelkorn, Head of Research and Technology at Studer.

Numerous theses and dissertations were submitted to Studer and evaluated by a panel of experts consisting of Prof. Konrad Wegener, Inspire Institute for Machine Tools and Manufacturing at ETH Zurich, Dr Hans-Werner Hoffmeister, former head of the Manufacturing Technology department at the Institute for Machine Tools and Manufacturing Technology of the TU Braunschweig, and Dr Frank Fiebelkorn, Head of Research and Technology at Fritz Studer AG. Criteria for evaluating the works included the feasibility of the findings in the mechanical engineering industry, the degree of innovation and quality of the research idea, scientific content, form, and the accuracy of statements, and the results and findings.
The Fritz Studer Award 2023 was presented to Dr. Emil Sauter from the Institute for Manufacturing Technology and Machine Tools at ETH Zurich. He impressed the entire jury with his topic. ‘Detection and avoidance of thermal damage for high-performance metal grinding processes using hybrid machine learning models.’
His work deals with the development of an innovative condition monitoring system for external cylindrical grinding with metal-bonded CBN tools, which recognises thermal damage in situ and predicts the remaining useful life of grinding tools with relative accuracy. Process parameters such as structure-borne noise, spindle current and force characteristics can be identified. With time-frequency transformations, the research identified features of a process to detect different stages of thermal damage. The remaining tool life can also be estimated. In general, this work with its many industry-oriented practical tests also shows that machine learning methods can lead to higher productivity and improved component quality. Whilst MTD magazine extends its congratulations to Dr Emil Sauter, we also applaud Studer for creating a platform for the engineers of tomorrow.
- ITC provides complete solution for composite experts
As a company that has continually evolved over the last 40 years to become a leading global force in composite and GRP development and manufacturing, KS Composites is at the very cutting edge of innovation. KS Composites pushes the boundaries in the motorsport, marine, energy, rail, aviation and defence sectors and the Melton Mowbray company relies upon the expertise of the cutting tool experts at Industrial Tooling Corporation (ITC) to deliver results.

Operating out of a 48,000sq/ft manufacturing facility that accommodates more than hundred staff, KS Composites services and facilities include everything from design and manufacture to FEA, CFD, kit cutting, wet clay composite shop, autoclaves and ovens, fitting and assembly and a modern machine shop. Some of the company’s recognised clients and projects include the Jaguar Project 8, Revolution Racecars and a multitude of prestigious F1 projects.
KS Composites has a longstanding relationship with Tamworth-based ITC, Dan Johnston, Business Development Manager at KS Composites alludes to why the company continues its relationship with ITC: “We use ITC cutting tools due to the great working relationship we have with the team and the longstanding great service we receive. Whether discussing new advancements in tooling technology or looking at building up a package of tools to support a project, ITC has always given us great advice. Even better is the on-site support in running tooling trials to confirm that tooling works as stated.”

Looking at the cutting tools KS Composites use, Dan continues: “We use a large variety of ITC tools from face mills, endmills, bullnose, ball nose endmills, drills and taps amongst other niche tooling. This variety of tooling is needed to support the many different items we machine, including but not limited to patterns, moulds, jigs, components, inserts, props and models. Add into this mix that we machine an array of materials and it is very clear that we need a tooling supplier with a huge variety of options. We also have an onsite vending solution from ITC with a comprehensive stock level that ITC keep fully serviced to support our business.”

Looking at the cost savings derived from the ITC range of cutting tools, Dan Johnston adds: “When we conducted a full cost analysis of our tooling and the total material removed, it’s clearly evident that the ITC tooling is great value for money. We have managed to control costs over the years and ITC has helped to improve efficiencies whilst enabling our business to embrace the very latest tooling technology for composite machining.”
“On more than one occasion, ITC has gone above and beyond to give full technical support in the implementation of new tooling, applications and machining strategies. When presented with a new material which we had very little knowledge of, ITC built a bespoke suite of tooling and trials to support our ambitions to effectively and efficiently machine the new material. The results have proven extremely encouraging and this certainly went a long way in building our confidence in working with that particular material.”

In conclusion, Dan says: “We naturally demand the highest quality and this applies to all aspects of the business. The CNC department can maintain and iteratively improve by leveraging ITC’s knowledge and vast array of tooling. Operating with a number of OEMs in a wide variety of sectors such as the automotive, aerospace, motorsport and marine industries to name a few, being adaptable to challenges is key. With the full support of ITC, we know we can attack any challenge and material with absolute confidence.”
- Guhring builds lifelong relationship based on results
LMS Precision Engineering has trusted its tooling supplier for over 35 years. With a relationship that dates back more than three decades, many manufacturers would ask ‘why?’ The simple answer lies in the fact that Midlands-based LMS works with Guhring UK, one the world’s leading manufacturers of cutting tools with UK manufacturing facilities and expert engineers on hand to deliver optimal machining solutions, whatever the challenge.

Scott Street, a partner at Droitwich-based LMS Precision Engineering says: “We are a family-run business that has been operating for over 40 years. Our main sectors of interest are aerospace and general subcontract machining. We have always had a great relationship with Guhring.”
Discussing the relationship, Chris Bush from Guhring says: “LMS and Guhring have been working together for over 35 years now. LMS use the whole spectrum of our cutting tools, whether that’s milling cutters, drills, taps or thread mills. In fact, everything through to the Tool Management vending machine. LMS were one of the first customers to see the advantages of a tool management vending machine. Allowing them to put their resources in providing components rather than manually ordering tools, looking for tools and managing tool stocks. The TM machine automated all this and much more. The relationship has evolved so much over the years. In that period, cutting tool technology has changed and evolved hugely, as has the LMS business, the technology it invests in and the size of the company. The customer base at LMS has evolved as well, and they are machining a lot of different materials, so down the 35-year relationship – it has been exponential growth and change on both sides. However one thing remains, and that is the strength of our partnership.”

The Guhring Tool Management vending solutions can be built to a customer’s requirements and are available in open drawer type for maximum versatility or 100% secure single tool dispensing. The system will control and monitor tool consumption and spending with reporting for complete visibility. The main benefits of the Guhring Tool Management vending solutions include 24/7 controlled tool availability and prevention of production stoppages due to tool availability. It will also eliminate loss and theft, create employee awareness of tooling costs and the system can communicate with customer IT systems.

Recalling specific product lines that have supported LMS Precision, Scott continues: “We had a lot of joy with the Guhring VA Series drill and now there is the new InoxPro drill as well, so this is bringing us even greater runtimes than ever before. We use Guhring on everything, from end mills such as the high-speed rippers, the through coolant drills, high-speed steel drills, stub drills – absolutely everything.”
Adding to this, Guhring’s Chris Bush says: “LMS use a complete range of our tools and they machine so many different types of material, they have to have material specific cutters as well as general-purpose cutters. They use the whole spectrum of our tooling range. With the range of stainless steel that LMS machines have; the new InoxPro is perfect for them. The Inox Pro introduces a new grade of carbide, so it is a much tougher carbide with a new geometry that is specifically for titanium and stainless steel. We also have the new Perrox coating on there as well. This is a much tougher wearing coating that is a lot smoother and this delivers optimum swarf evacuation.”
“The benefit of using Guhring as a supplier is that we manufacture our carbide. We can make our own grades for specific applications, so we have made tougher grades of carbide that are not as brittle as carbides from other manufacturers. This makes it perfect for challenging applications in titanium and stainless steel.”

Alluding to the application of the latest generation of tools, Scott comments: “The latest tools have given us the confidence to run lights-out, reducing the number of tools we need to stock and giving us full visibility of all tool usage and tool performance. This is especially the case with the VA Series drill. With that drill, we can now run over 1200 parts over a period of 15 hours on 316 stainless, drilling a 10mm diameter hole at 17.65mm deep with no problems at all. It’s absolutely great. The confidence it has given us is incredible. We have worked with Guhring for 35 years, and the products and support are great. The relationship we have and the products are brilliant.”
Concluding on the partnership, Chris Bush continues: “We have built a brilliant relationship and we are looking forward to the next 35 years. LMS have got exciting new projects coming through and new machines that they are investing in. Combining their technology and the advancement of materials, there will be plenty of exciting new challenges ahead and we relish the opportunity to deliver results long into the future.”
A visit to CERATIZIT for technical training
CERATIZIT recently invited West Pharmaceutical Services to their Technical Centre on the Advanced Manufacturing Park for one of their technical training days. This facility allows customers to receive in-depth cutting tool training and gain technical expertise from CERATIZIT.
West Pharmaceutical Services has been a valued customer for several years and was invited to the technical training day, by Iain Tattersall, Technical Sales Engineer for CERATIZIT UK & Ireland Ltd, who regularly visits the company, along with CERATIZIT Application Sales Engineer Vince Witham, to provide technical and tooling support. The invitation enabled the Cornish customer to be brought up to speed on CERATIZIT’s latest innovations, and advancements in tooling and be shown the latest and most advanced machining techniques that can then be transferred to the shopfloor. More importantly, training days, such as the ones CERATIZIT run every week, help to fill the skills gap present in the engineering industry. Realising the importance of passing on the knowledge that they have learned from years of industry experience, younger generations are encouraged to take part in these training days to ensure these technical skills are not lost in the future. Sharing innovative machining techniques practises and skills, CERATIZIT training ensures that customers get the most from the company’s tooling.
The day started with a morning of in-depth theoretical training which was delivered by Shaun Thornton, Technical Manager for CERATIZIT UK & Ire Ltd. Covering everything from materials, tools and sustainability, to speeds, feeds and cutting data, this extensive training equips customers with a solid foundation that will be useful in maximising the performance and profitability of machines. Taking time to answer questions and ensure that everyone has followed everything covered in the theoretical training, Shaun then led the customers downstairs to the workshop where they could put all this theoretical knowledge to the test.

With a passion for passing on specialised technical skills, the latest machine techniques and the most up-to-date practises, the engineers at the Tech Centre planned an afternoon of practical learning whereby guests could incorporate the morning’s theory with some engineer-led machine demonstrations. After lunch and a chance to recharge, the afternoon’s practical training began with an interactive cutting tool demonstration on the MAZAK Integrex I-250H. Allowing the customers to input the cutting data, the guests could see how each operation ran and which values of cutting data worked best for the specified machine conditions. Immersing guests in hands-on, interactive training, is at the heart of CERATIZIT training days. Furthermore, live video feeds from the machines, played on large screens throughout the workshop, meant that everyone could get a detailed view of how the operations were running and whether their cutting data had been calculated correctly.
After the demonstration on the MAZAK, it was time for more interactive demonstrations on the XYZ machines. On the XYZ 800HD and the XYZ UMC 5X, the visitors were once again encouraged to work out the cutting data for themselves, before putting their knowledge to the test and running the specified programs. On the XYZ UMC 5X, guests took part in a machine demonstration whereby they were shown how their free aluminium pen pots, given out to customers on training days, were made. This machine demonstration also showcased CERATIZIT’s latest cutting tool technology; KOMflex and ToolScope. ToolScope is a process monitoring control system that can be retrofitted to most CNC machines. Monitoring spindle torque and live cutting data, this information can then be used to optimise things like tool wear and prevention of tool breakages and collisions. Pairing this with KOMflex, an actuated closed loop boring and probing system, the engineers demonstrated how these technologies streamline machining processes and prevent damages which occur thanks to the advanced monitoring they allow with ToolScope, while reducing the risk of scrapping costly components, with KomFlex.
Once everyone had finished their demonstrations and all questions had been answered, customers were given fully documented training booklets containing information on the tooling, machine demonstrations and cutting data that they had used throughout the day. After that, the customers headed home. Following on from the training day, Vince helped West Pharmaceutical Services to implement changes to the current tooling and cutting data back on-site in Cornwall. These changes, influenced by the training day, had an immediate positive effect on productivity, cycle times and tool life. Continuing their strong working relationship with both Vince and Iain, West Pharmaceutical Services is regularly visited by both CERATIZIT engineers for unmatched technical support and tooling recommendations.
Automated deburring of cross bores
Automating processes requires analysis of deburring methods, a factor often overlooked. Knoepfel AG identified this and sought a solution from HEULE Precision Tools in the production of highly complex mechanical components and cross bores.

Manufacturers depend upon external specialist partners with a high level of expertise. One of these manufacturers is Knoepfel AG from Walzenhausen in Switzerland. The 50 employee business is focused on the production of complex, high-precision mechanical components and thanks to its process-oriented approach and ‘zero error’ mindset, Knoepfel AG is not only a pioneer for series production, but also well suited to produce small batches.
In recent years, Knoepfel AG has transformed from a small workshop into a leading manufacturer in its field. The company is continuously streamlining processes and thereby improving the range of services for its customers. For this reason, Knoepfel AG invests in automation and the most up-to-date production technologies to enable reliable and cost-effective production strategies.
Such a strategy was required some time ago in the production of a wheel bearing made of high-tensile steel. A convincing machining concept was quickly presented to the customer, whereupon production of the hundreds of components per year was started. After a few months, Knoepfel AG recognised further automation potential. The workpiece has intersecting cross bores with a diameter of 7mm. Until now, the resulting burrs on the internal bore intersections were being removed manually with deburring scrapers and brushes, which was extremely time-consuming. Now, this process step is fully automated so that the high-precision components will come off the machine finished and burr-free.
Knoepfel already uses mechanical deburring tools from HEULE Precision Tools for various applications. The official representative of HEULE for the Swiss market, Eisenbart GmbH, was consulted about the feasibility of automatically deburring cross bores. Thomas Eisenbart accompanied Knoepfel AG closely during the application analysis and coordinated a visit to HEULE’s production site in Balgach, during which not only the various deburring options were presented, but also the first tests were carried out with the COFA-X tool from the X-BORES series. This tool concept is always customised by HEULE to suit the specific application requirements of the customer. It is suitable for intersecting bores with a main bore-to-cross-bore ratio of 1:1, as well as for applications with axial offset.
During tests at HEULE, it became apparent that the workpiece material itself presented the greatest challenge, as the surface hardens due to heat produced during cutting. The tests resulted in modifications to the tool, after which Knoepfel carried out further testing. The deburring results delivered a high-quality and process-stable solution. The X-BORES tool has now been fully integrated into the series production.

By eliminating the time-consuming manual deburring, up to 12 minutes are saved per workpiece, which amounts to around 280 hours per year based on a production quantity of 1,400 workpieces. The elimination of manual deburring also enables the reallocation of the employee’s skills to carry out more valuable tasks. Daniel Boehrer, CNC turning specialist at Knoepfel, is also impressed by the new solution and especially by the long blade life: “I always check the tool after about 300 parts. Most of the time, it shows that the blade is still working perfectly.”
Thomas Dietsche, Head of Production and Technology at Knoepfel, is particularly pleased with the stable and reliable process: “We no longer have to worry about burrs remaining and can focus our attention on other challenges.”
- Insert evolution continues to take shape
The introduction of the ISCAR HELIMILL in the 1990s marked a significant milestone for milling tools. It revolutionised the design of milling tools with indexable inserts, establishing a new approach that would shape the industry for years to come.

This breakthrough was achieved using a parallelogram-shaped carbide insert, featuring a helical cutting edge formed by the intersection of the insert’s helical side and shaped top surfaces (Fig. 1). The HELIMILL concept offers several advantages.
Firstly, the consistency of the rake and relief angles along the insert cutting edge when mounted on a tool reduces cutting force variations and ensures a smooth cutting action. Secondly, the uniformity of the insert cutting wedge enhances its strength. Lastly, the helical cutting edge’s proximity to the imaginary cylinder generated by a rotating tool improves accuracy compared to the straight edge found in previous-generation milling inserts. These advancements elevated milling performance to new heights.
Over the years, continuous improvement has led to significant changes in the classical HELIMILL inserts. The helix of the cutting edge has become more aggressive and the top surface topology has become more intricate. Combined with advanced carbide grades, these new designs have ushered in a new level of performance. However, the parallelogram insert shape limits the number of indexable cutting edges to two.
To maximise the efficiency of cemented carbides, a new round of insert development was initiated. The successful adaptation of the helical cutting edge to triangular inserts addressed this limitation. The triangular insert concept not only provides three cutting edges but also offers additional benefits. When compared to other shapes with equal cutting-edge lengths, the triangular shape provides a wider central area. This allows for an increase in the central bore size, enabling the use of a clamping screw with a larger thread. As a result, the insert security is strengthened, contributing to the overall durability of the milling tool assembly. Additionally, the triangular shape enhances the ramping-down cutting capability.
Overall, the introduction of the ISCAR HELIMILL and its subsequent advancements have advanced the milling tool industry. The use of helical cutting edges and triangular inserts has significantly improved performance, accuracy, and durability, pushing milling capabilities to new levels.

A proximate successor to the HELIMILL is the HELI-3-MILL, a family of milling tools introduced by ISCAR in the last decade, featuring triangular indexable inserts (Fig. 2). The advantages of the ‘helical triangle’ highlight why this family has gained popularity in the market. However, it is important to note that this does not mean the triangle shape will completely replace the traditional parallelogram contour with helical cutting edges any time soon. The parallelogram shape still possesses its competitive edge.
Paradoxically, the narrow width of the parallelogram-shaped insert, which is considered a drawback when compared to the triangular shape, also offers certain advantages. Firstly, a narrower insert allows for an indexable design suitable for smaller tool diameters. Secondly, this insert geometry reduces the depth of the chip gullet, strengthening the cross-section of the tool body. This feature is particularly important for extended flute cutter designs where higher strength and rigidity of the body are crucial.
The parallelogram insert structure also permits increased corner radii. Additionally, the classical shape is well-suited for high feed milling (HFM) inserts, which can be mounted in existing pockets, effectively transforming a 90-degree tool into an efficient HFM cutter. Moreover, the ‘helical parallelogram’ has a smaller overall length compared to the ‘helical triangle’ for the same cutting length. Therefore, it would be premature and incorrect to dismiss classical parallelogram inserts.
As a result, the development of 90-degree indexable milling cutters harmoniously combines both approaches, utilising both triangular and parallelogram-shaped inserts. While the triangular insert concept dominates modern designs, the parallelogram insert principle remains relevant. The HELIMILL platform continues to be updated with new advantageous products. ISCAR’s recently developed products related to milling cutters with parallelogram-shaped inserts demonstrate that the traditional design approach remains effective and capable of meeting the demands of modern manufacturing. Milling high-temperature superalloys and titanium (ISO S group of applications), as well as difficult-to-cut austenitic and duplex stainless steel (ISO M group), present challenges. Effective coolant supply, particularly pinpointed high-pressure cooling (HPC), can significantly reduce the heat load on the cutting edge, enhancing lubrication and chip removal.

This, in turn, leads to higher cutting data and enables larger radial engagements, resulting in a higher metal removal rate (MRR). Moreover, HPC facilitates the production of tighter curled chips, allowing for tool designs with smaller chip gullets and higher tooth density. Taking these factors into consideration, ISCAR has expanded its HELI2000 family (the latest version of the HELIMILL) by introducing new tools that incorporate the HPC option within the tool body. The design of these tools has been optimised using computational fluid dynamics (CFD). They are available in both integral-body configurations and as relatively small-sized exchangeable heads with indexable inserts, which are compatible with ISCAR’s modular systems MULTI-MASTER and FLEXFIT (Fig. 3).

HELI2000 integrates the HELIMILL and HELIPLUS families, combining their latest developments into a single portfolio. This includes the introduction of two new highly efficient carbide grades: IC5600, designed for machining steel (ISO P group), and IC716, specifically tailored for cutting titanium. Additionally, the insert range has been expanded with new cutting geometries. This includes inserts with a high positive chipformer for milling titanium, chip-splitting cutting edges for productive roughing and other designs. Furthermore, the range now includes inserts with reinforced cutting edges for high feed milling of hard materials up to HRC 60 hardness (ISO H group, Fig. 4).
These new products are also part of ISCAR’s HELIALU family, which consists of milling tools with parallelogram-shaped inserts for machining aluminium alloys (ISO N group). The expansion of this family includes indexable endmill heads with threaded adaptations for both MULTI-MASTER and FLEXFIT systems providing the option for HPC. The screw-in design configuration of the heads significantly enhances the customisation capabilities of HELIALU tools, allowing for a wide range of MULTI-MASTER and FLEXFIT shanks, adaptors, extensions and reducers to be utilised. Therefore, the development of the ‘helical parallelogram’ has not ceased, and the traditional HELIMILL continues to gain momentum. This development follows a gradual upward helix, revisiting past turns but at a more advanced stage, much like in dialectics.
- The impact of ESG reporting on manufacturers
The introduction of mandatory ESG (Environmental, Social, and Governance) reporting is set to have significant implications for engineering businesses. Keith Davidson, Environment Partner at law firm Irwin Mitchell discusses how the upcoming ESG developments, starting in 2024, will fundamentally change the business landscape for engineering companies.
Recent and expected ESG developments

Although the term ESG (Environmental, Social and Governance) has been commonly used since 2004, it has not been a priority issue for most SMEs. ESG is used as a measure of socially responsible investing and for the last two decades ESG has primarily concerned international financial market participants such as investment funds, banks, insurers, pension funds and listed companies.
Significant changes are on the horizon. The business landscape is set to undergo a transformation in the coming years due to three key developments:
• The introduction of the first-ever internationally comparable accounting standards for accounting periods beginning in January 2024, so companies worldwide will be judged according to their ESG performance.
• Mandatory ESG reporting has been introduced for large companies in the EU from 2024, and the rules will gradually extend to non-EU enterprises that do business in the EU.
• Increased legal obligations to manage supply chain ESG performance, specifically addressing Scope 3 greenhouse gas (GHG) emissions from upstream and downstream value chains.
New global standards for sustainability and climate-related disclosures
On 26 June 2023, the International Sustainability Standards Board (ISSB) launched two international disclosure standards that become effective for accounting periods beginning on or after 1 January 2024: IFRS S1 General Requirements for Disclosure of Sustainability-related Financial Information and IFRS S2 Climate-related Disclosures. IFRS S2 requires the reporting of Scope 3 GHG emissions.
It is up to each country to endorse IFRS standards. The UK is currently consulting on the creation of UK Sustainability Disclosure Standards (SDS), which will address this matter. A decision is expected by July 2024. The Department for Energy Security and Net Zero launched a call for evidence in December 2023 to help inform the government’s decision on whether to endorse the ISSB’s standards in the UK.
Increased mandatory ESG reporting
Since 2015, the Non-Financial Reporting Directive (NFRD) required reporting of certain non-financial and diversity information by very large public-interest entities in the EU with more than 500 employees.
The CSRD entered into force on 5th of January 2023 and extends mandatory ESG reporting for a much broader group of companies. This includes non-EU companies that do business in the EU.
The CSRD is being implemented in phases.
• The first phase started in January 2024 and is applicable to listed companies in the EU with over 500 employees already subject to NFRD, with reports due in 2025.
• The second phase will start on 1 January 2025 and will be applicable to EU companies with at least two of the three following criteria (a) more than 250 employees, (b) a net turnover of more than 40 million Euros and/or (c) a balance sheet of more than 20 million Euros, with ESG reports due in 2026 on 2025 data.
• Third country undertakings (including UK companies) with net turnover above 150 million Euros in the EU and who have an office or subsidiary in the EU must report in 2019 based on 2018 ESG data.
CSRD organisations need to report according to new European Sustainability Reporting Standards (ESRS) which includes Scope 3 value chain emissions.
Corporate Sustainability Directive
On 14th of December 2023, a consensus was reached between the EU Council and Parliament on the Corporate Sustainability Due Diligence Directive (CSDDD), which requires companies to identify and prevent actual and potential adverse human rights and environmental impacts.
The new due diligence duty extends to large companies’ own operations and their subsidiaries and supply chains. The CSDDD will apply to EU enterprises with over 500 employees and a global annual turnover exceeding 150 million Euros and non-EU enterprises and parent companies with over 150 million Euros generated in the EU. There are lower thresholds (250 employees and 40 million Euros) for ‘high impact sectors’ – textiles, clothing, footwear, food manufacture, agriculture, construction and mineral extraction.
Failure to prevent or end adverse impacts can result in contractual relationships with suppliers being terminated. National supervisory/regulatory bodies will have the authority to impose penalties on companies not complying with due diligence processes with potential fines up to 5% of the company’s global turnover. There is also the risk of civil liabilities where NGOs and trade unions will have five years to bring a claim.
Although an agreement of the draft text has been reached, there is not yet an agreed date for the application of CSDDD and the final text could still be changed. It is forecasted that CSDDD will enter into force during 2024 and will start to apply to large companies around 2027.
Requirement for doing business
CSRD requires the management of Scope 3 value chain GHG emissions and CSDDD will introduce a new due diligence duty to minimise adverse environmental and human rights impact throughout a company’s international supply chain. Larger companies subject to ESG and carbon reporting will request evidence of climate action and ESG performance from its value chain.
Failure to produce ESG policies and strategies could result in SMEs losing key customers and missing out on new business opportunities. It’s no longer a ‘nice to have’, ESG will become a requirement for doing business.
Access to finance
ESG performance is expected to have a substantial impact on access to finance in the future. Compliance with ESG standards will increasingly be requested and monitored by lenders, investors, competitors, civil society organisations and employees.
Management systems

To get prepared for CSRD and CSDDD, companies will need to ensure that there are proper governance procedures and processes in place to measure and manage ESG issues. A management system approach will ensure continual improvement. Engineering companies are well placed for this approach as many have already implemented ISO: 14001 and ISO: 45001.
Due diligence in transactions
There will be increased demand in M&A transactions for ESG desktop searches and audits as part of technical due diligence and the need for ESG and climate clauses in legal documentation.
ESG real estate strategy
A large part of a company’s impact on the environment and the enjoyment of its workforce relates to the quality of its real estate assets. There will be an increased demand for ‘grade A’ accredited space and ‘Net Zero’ buildings and every stage of the property’s lifecycle from design, acquisition, occupation and disposal will need to consider sustainability issues. There will be a greater use of green leases and the focus needs to shift from data sharing to collaboration between landlords and tenants in terms of planning and costing of works.
Companies will be judged on ESG pledges
CSR (Corporate Social Responsibility) policies were often seen as a polish for corporate reputation. Now that ESG metrics and disclosure standard have been agreed in ESRS and IFRS and ESG performance can be compared between companies, ESG reports will be subject to greater scrutiny and ESG commitments must be put into action.
- Green light for Nissan’s ambition 2030
Nissan’s devotion to electrification and manufacturing in Britain, is compelling. Huge recent investments underline the company’s green plans and long-term future in the UK. Will domestic suppliers benefit as the switch over to electric bites and new, high-volume components are needed? By Will Stirling
It’s June 2016 and the EU Referendum result is in. Shock: the British public voted to leave the European Union. Pandemonium ensues. Prime Minister David Cameron resigns. The cost of exports to the EU will certainly rise. A business story sharp in the memory was Nissan’s then Chief Executive, Carlos Ghosn, warning that the carmaker could stop investing in its Sunderland plant if EU export tariffs were imposed once the UK left the bloc. New PM Theresa May made a famous deal with Nissan to neutralise the effect of Brexit on its trading conditions. But for a moment, Nissan – with the UK’s biggest car plant – had a public wobble about its future here.

Fast forward to March 2024 and things could not be more different.
Carmakers are seemingly vying to be the greenest on the market, but Nissan’s net zero plan is surely hard to beat. Last November, Nissan heavily ramped up its EV36zero strategy, a roadmap to electrification that it had launched in 2021. The roll call of investments was eye-catching. The company will build three fully electric models at its Sunderland plant as part of a new £2bn investment, which is on top of the £1bn it had already committed under EV36zero to create an electric vehicle (EV) hub.
More battery gigafactories are planned; with AESC Envision’s original battery plant, there will be a total of three gigafactories in Sunderland by 2030. “There will also be a renewable energy microgrid, that will deliver 100% clean electricity for both Nissan and the suppliers around the plant, further action to accelerate that journey to carbon-neutral manufacturing,” said a press spokesperson for Nissan Motor Manufacturing UK. The third gigafactory will be needed to supply the expanded Sunderland plant and may have the capacity to sell batteries to other OEMs. Prime Minister Rishi Sunak said of the investment: “This venture will no doubt secure Sunderland’s future as the UK’s Silicon Valley for electric vehicle innovation and manufacturing.”
Many UK customers know the Leaf, the first mainstream electric car to be built in the UK, and for EVs, Nissan also produces the Ariya and the Townstar small electric van. More than one million Nissan EVs have been sold to date, and more than one-third of their batteries were manufactured at the AESC Envision plant, in Sunderland. The ‘Nissan Ambition 2030’ strategy’s aim is that all passenger car sales will be EVs in Europe by 2030.

As well as the multiple carbon-cutting projects in Sunderland, where over 6,000 people are employed, Nissan recently unveiled three new head-turning concept electric vehicles (not for manufacture in the UK): Nissan Hyper Urban, Hyper Punk, and Nissan Chill-Out. The job of these futuristic concept cars is to inspire take-up of the new production EV models. In fact, Chill-Out will be the design for the next-gen Nissan Leaf.
At the launch event on 24 November 2023, Nissan’s global president and CEO Makoto Uchida, said: “Exciting electric vehicles are at the heart of our plans to achieve carbon neutrality. It means our UK team will be designing, engineering and manufacturing the vehicles of the future, driving us towards an all-electric future for Nissan in Europe.”
As a nod to the prevalence of greenwashing, Uchida-san spoke of ‘Nissan Ambition 2030’ being not a slogan, but a reality. “We have a vision of exciting electric vehicles, a vision where your car can help your community manage energy, a vision where Nissan becomes a truly sustainable company, where our actions have a positive impact on the environment.”
In addition to the late 2023 investment, the UK government awarded £15m of funding for a £30m collaborative project led by Nissan to support its carbon-cutting programme.
e-POWER offers a hybrid solution
And it’s not all about pure electric, as hybrid vehicles have proved popular while EV price tags remain high. Seen as Nissan’s answer to mild hybrid, e-POWER is its unique electric-drive powertrain that integrates a petrol engine that generates electricity, and a motor that transfers the power. Since its debut in September 2022, more than 100,000 vehicles powered by Nissan’s e-POWER have been delivered. e-POWER utilises motor control technology cultivated in past EV development activities, powertrain integration technology and energy management technology. By changing the combination of electric-drive motors and power-generation engines, it delivers quiet driving with excellent response over a wide range of vehicles from compact cars to minivans and SUVs.
Manufacturing and supply chains

By investing in three new all-electric models and the total £3bn now being invested in EV36zero; jobs and prosperity from Nissan Sunderland are assured for decades to come.
The batteries, the most substantial component in an EV by value, will be supplied by Nissan’s gigafactories. Britain needs more battery capacity to satisfy future production. As part of the three new EVs announcement, Nissan said it had initiated a feasibility study to explore potential further gigafactory investments in the UK. Nissan’s batteries are an NMC design, nickel manganese cobalt, rather than other primary mainstream battery designs like LPF – but in fact, both are lithium-ion batteries. This could potentially boost demand for UK-sourced lithium, from suppliers like Imerys British Lithium, because from 2027, materials and parts sourced outside the UK and EU will face tariffs under the EU Trade and Cooperation Agreement. A problem for UK and EU battery makers is the rising cost of materials, especially lithium.
But these vehicles also need power electronics, motors, inverters, transmission systems, DC converters, charger ports and other electromechanical parts.
Nissan’s UK business supports hundreds of component suppliers and is hugely valuable to the UK automotive industry, and the economy of the North East. Tier one suppliers such as Adient (seating), Unipres, which make press-formed and hot-pressed automotive components and body mountings are co-located at the Sunderland site. Under the bonnet, however, electric vehicles need different and fewer components. How will the switch to EVs affect Nissan’s suppliers, which rely on tens of millions of pounds in contracts?

“Our work on just transitions suggests that workers in the North East are more confident about the transition to making EVs than workers in the West Midlands,” said Professor David Bailey, Professor of Business Economics at the Birmingham Business School and a senior fellow of the ESRC’s UK in a Changing Europe programme. “The commitment of Nissan to EV production and sourcing locally made batteries is a large part of that, with a benefit to the local supply chain.”
“And yet there are still challenges,” Bailey adds. “Nissan production has picked up from the lows of the Covid pandemic but is still at something like 2/3rds peak production back in 2016. Furthermore, looking forward to the switch to making EVs will need far fewer components than making ICE cars. That will mean fewer jobs in the local supply chain. Diversifying the supply chain will be crucial for maintaining manufacturing capacity and ensuring a just transition.”
Carmakers compete to be green
As sustainability is a much stronger criterion for consumer purchases now, car companies compete to show their low-carbon, sustainable business credentials. In an analysis by information site Eupedia, that averaged the ‘green’ rankings of car and tyre makers by different organisations’ green monitors, including S&P Global and the Carbon Disclosure Project (CDP), Nissan ranked 9th among 22 car OEMs. It scored 100% on all CDP metrics but scored 70 on the CSRHub, while the top 10 scored from 82 to 95. CSRHub provides ratings of Corporate Social Responsibility (CSR) using 12 indicators of employee, environment, community and governance performance. Nissan’s new Ambition 2030 is likely to pull up these scores when the green and governance actions have had time to bed in.
Certainly, Nissan’s devotion to green vehicles is a welcome boost to the EV industry, which is suffering. Private sales of EVs have slowed – 2023 orders were flat in 2022, according to the SMMT, the Society of Motor Manufacturers and Traders. A recent House of Lords Environment and Climate Change Committee report on the EV industry says the UK’s EV strategy needs a recharge. Some of this is due to a seemingly coordinated anti-EV campaign in the media. Quentin Willson, the former TV motor journalist, writes in Just Auto: “Anybody remotely involved with EVs, and electrification, will have seen relentless anti-EV narratives in the media over the last two years. Some papers run an anti-EV story every day – literally.” Public opinion and public relations to promote EV’s benefits both need to move for the important changes happening at Nissan UK and elsewhere to realise their full potential.
The power of apprenticeship support
The Close Brothers SME Apprentice Programme contributes to the funding of new apprentices in the manufacturing sector in and around the Midlands, helping local SMEs secure the skills they need for the future.
Now in its ninth year, it demonstrates the funder’s long-established and continued commitment to helping SMEs and their local communities grow, succeed and thrive. Steve Gee, CEO, of Close Brothers Asset Finance, Industrial Equipment Division, provides insight into the Programme and the long-term partnership with The University of Sheffield Advanced Manufacturing Research Centre (AMRC) Training Centre.

The Close Brothers SME Apprentice Programme has partnered with The University of Sheffield AMRC Training Centre since 2015. How did this come about?
At MACH 2014, two main issues were being discussed – access to finance and new blood coming into the engineering industry.
We came up with the idea of sponsoring young people to enter the engineering sector as SMEs were still struggling after the financial crisis (2008 onwards), which had impacted them a few years earlier. We spoke to the Manufacturing Technologies Association (MTA) and they made the initial introduction to The University of Sheffield AMRC Training Centre – the rest is history!
Why have you been doing this, and what is in it for you?
It’s about giving something back. The Engineering and Technologies sectors are very important to us. We support them in many different guises, not only providing funding for new technology, but also as part of our responsibility to help address the social and economic challenges facing businesses today, and the apprentice sponsorship is a great example of this.
There’s been a noticeable positive shift in the attitude towards apprenticeships over the past years – why do you think that is the case?
I think at last it is getting the profile it deserves. It’s not cheap to invest in apprentices – and it’s important firms see it as an investment and not a cost. Handled correctly, apprenticeships can help an SME flourish and at the same time develop the individual apprentice.
University isn’t the right path for everyone – would you encourage school leavers to consider apprenticeships?
University is just one route available to young people and it’s a good one, but it’s not for everyone – my personal preference was to get out into the world and build experience and also some income!
If you speak to apprentices at the end of their apprenticeship, you will find many are more rounded than some people who’ve gone down the university route because of the practical, hands-on nature of their education – and they have five years more income to show for it.
According to the research, 90% of manufacturing and engineering firms feel that apprenticeships are at least partly the solution to the UK’s skills gap. What’s your view?
I agree entirely. There are skills gaps in most sectors – including engineering and finance. We need to embrace the ideas and practices of today’s younger generation – otherwise, we will stand still, which in today’s world means you can get left behind.
Many firms (60%) say that if more financial assistance was available, they would put someone forward to participate in an apprenticeship scheme. Would you encourage others to follow in close brothers footsteps?
It’s about seeing the bigger picture. I believe we all have a duty to look at where. As ‘UK PLC’, we need to concentrate our efforts and money. I would definitely encourage other companies to support apprentices – we know first-hand what a hugely positive impact they can have.
For more information, please visit closeassetfinance.co.uk/manufacturing
Join the Hexagon digital revolution at MACH
For companies looking to adopt and invest in the digital revolution, the Hexagon stand at MACH will be the place to visit. In Hall 19 on Stand 730, Hexagon will be providing live machining demonstrations and guided tours of its workflow technology that stretches from design using CAE software, to production software and inspection using onsite portable measurement arms and CMMs.
MACH visitors will see first-hand, the company’s workflow that leverages technological advancements to optimise production lines, improve operational efficiency and provide insights to make informed decisions.
Live each day at 10am and 2pm, Hexagon will provide live machining demonstrations of an aerospace part using Hexagon EDGECAM CAD/CAM software on a YCM NFX400A CNC machine, supplied by YMT Technologies. In this demonstration, Hexagon will be showcasing EDGECAM’s new features for 2024, flowing through to inspection seamlessly with the on-stand CMM, via IMC software.
Hexagon will also be encouraging visitors to take a tour through the cutting-edge world of manufacturing with the Hexagon Machine Shop Stand Tour. This live experience offers a comprehensive showcase of Hexagon’s unparalleled portfolio, demonstrating the innovative solutions that redefine the boundaries of precision engineering. Featuring Hexagon’s end-to-end solution from design to reality including live cutting and advanced demonstrations.
The tour showcases Hexagon’s integrated approach, highlighting the seamless synergy between hardware, software, and data analytics. Gain insight into how this holistic ecosystem drives efficiency, quality, and productivity across the manufacturing process.
See live demonstrations of Hexagon’s advanced metrology solutions, where precision meets performance. From coordinate measuring machines (CMMs) to optical and laser scanning systems, discover the meticulous accuracy and speed delivered by Hexagon’s metrology equipment. Demonstrations will showcase the capability to measure complex geometries with unparalleled accuracy, ensuring flawless component quality.
With a spotlight on Hexagon’s comprehensive CAD/CAM software suite, empowering manufacturers with design and machining capabilities. From CAD modelling and simulation to toolpath optimisation and post-processing, discover how Hexagon’s software solutions streamline the entire manufacturing workflow. Hexagon’s data-driven solutions leverage the power of artificial intelligence and machine learning to unlock actionable insights, optimise processes, and drive continuous improvement.
As an overview of what manufacturers can expect to see, from a design and engineering perspective, visitors will learn something new that will make design and engineering processes smarter by joining a demonstration of Hexagon’s computer-aided engineering (CAE), finite element analysis (FEA), computational fluid dynamics (CFD) and multi-body dynamics (MBD) software solutions. With regards to production software, MACH visitors can speak to the Hexagon experts who will be on hand to learn about visitors’ production processes and demonstrate industry-leading CAD/CAM and CNC simulation software solutions, which can help you keep your business running at optimal efficiency. Adding to the above point regarding metrology, scanning will be taking place throughout the week using the Hexagon Absolute Arm, a portable coordinate measurement solution that enables you to measure accurately in a variety of environments.
Renishaw to showcase British engineering excellence
Over the last 50 years, Renishaw has established an ecosystem of end-to-end smart manufacturing technologies designed to transform shop-floor productivity, capability and efficiency. At MACH, it will exhibit its extensive range of smart manufacturing technologies.
“Globally competitive production performance and costs are inextricably linked to smart manufacturing. The manufacturing technologies are designed to maximise throughput and minimise costs and waste in all its forms. Renishaw will showcase these smart manufacturing solutions on home soil,” says Jonathan Archer, General Manager EMEA North & Director Renishaw UK Sales Ltd.

“This year, we are particularly excited to demonstrate Renishaw Central, our factory connectivity and data-driven manufacturing platform. The software allows you to use actionable data productively for closed-loop CNC automation, visualisation, and the ongoing optimisation of processes to maximise output, quality and productivity.”
Renishaw Central collects, collates, and presents actionable manufacturing process and metrology data, which can be used to monitor real-time performance across CNC machine tools, measurement systems and Renishaw additive manufacturing machines. Visitors will experience a real-time demonstration as Renishaw Central digitalises, visualises and controls CNC machining and integrated metrology processes on Stand 130 in Hall 18.
In 1973, Renishaw’s co-founder invented a probe to automate measurement on CMMs. At MACH, an extensive range of technologies for automated process control and part verification will be on display.
Making its UK debut at MACH is the world’s smallest wireless machine tool probe. Renishaw’s RMP24-micro measures just 24mm in diameter and 31.4mm in length. The probe offers exceptional repeatability and an ultra-low trigger force – ideal for use in compact machines that make precision miniature components.
Other products on the Renishaw stand demonstrate the breadth of technologies available to support CNC manufacturing. The FORTiS™ range of enclosed encoders for challenging environments allows machine tools and systems builders to meet high performance and uptime requirements while achieving energy savings up to 91% without risks in reliability. Scale lengths up to 4.24m can now be supplied for larger CNC gantry mills, turning machines, or grinders. FORTiS encoder systems with industry-leading vibration resistance are being adopted widely across a range of CNC machine tools and new emerging applications such as giga-casting for the automotive industry.
CNC machine calibration and performance optimisation products, including upgraded CARTO software, demonstrate the enhanced performance monitoring of precision machinery.
Also on display will be the latest CMM technology with the REVO® 5-axis multi-sensor system, featuring an increasingly comprehensive range of sensors and probes for complex inspection applications on a single CMM. The system’s infinite positioning and rapid measurement also reduce the requirement for complex styli configurations and calibration time. The benefit to users is increased throughput and significantly reduced shopfloor and quality lab measurement costs.

A special exhibit on the Renishaw stand is the track bike developed by the British cycling team for the 2020 Tokyo Olympics. Renishaw provided additive manufacturing expertise to develop and build innovative ultra-lightweight parts for the bike that contributed to the team winning seven track medals. This partnership has since been renewed for the development of a new model ahead of the 2024 Olympics in Paris.
“It’s a privilege for us to host the British Cycling team’s key feat of engineering on our stand,” says Archer. “The delivery of this model represents the culmination of years of dedicated collaboration, innovation, and collective passion. This partnership aims to increase the bike’s speed and performance through enhanced design. And the result is the perfect union of British engineering and British Olympic talent.”
VR-supported product presentation for an extraordinary experience
McDowell Machine Tools Limited is offering an impressive view of the high-performance machine tools from WaldrichSiegen at its Stand 129 in Hall 18 at MACH 2024 this year. The turning, milling and boring specialist will be presenting a tour through a 3D machine: the high-precision vertical turning ProfiTurn V machine.

A Special Tool for Presenting Special Products
With the help of VR glasses, visitors will have the opportunity to take a unique look behind the scenes. From the inner workings of the machine to the design, 5-axis machining and automatic tool change system – the entire performance spectrum of the vertical turning machine is shown and brought to life in 3D directly at the booth.
“The dimensions of our products make an impressive and comprehensive presentation at a trade fair very difficult. Conventional media such as brochures or videos certainly provide some impressions – with virtual reality, however, it is possible to experience and present our products at close range,” explains Dr. Thorsten Mehlhorn, President & CSO of all HerkulesGroup companies. “Experiencing our impressive products at trade fairs and events creates a better understanding for our customers and enables us as a manufacturer to respond even more specifically to their requirements and problems,” Dr. Mehlhorn continues.
First-Class Machining System for British Steel Producer
Sheffield Forgemasters has entered into a long-term partnership with leading machine tool supplier WaldrichSiegen for lifetime support of its planned new machining facility. WaldrichSiegen will provide a ten-year contract for the full lifecycle and production support, design, supply, manufacture, installation and commissioning of 17 new machine tools that will produce high-precision, complex shapes for ultra-large steel castings and forgings.

The machining line will be installed in a new production facility at the Brightside Lane site and will include a series of large 5-axis vertical turning lathes, part of a recapitalisation investment of up to £400 million over ten years.
Dr. Thorsten Mehlhorn says: “We are immensely excited to be partnering with Sheffield Forgemasters and are proud to be their choice for this groundbreaking project as the company expands its capabilities in the manufacture of highly complex forgings and castings. This partnership is based on the principle of lifetime support and will produce the most advanced facility of its kind in the UK!”
The entire machine line-up includes seven heavy-duty ProfiTurn V Vertical Turning Lathes with table diameters from 5 to 8m, which will significantly shorten machining times for complex components and increase performance levels and production management on site.
The ProfiTurn V – Powerful Vertical Turning Machine for Special Requirements
Based on tradition and many years of experience in the construction of horizontal turning machines and portal milling machines, WaldrichSiegen is now setting new standards in the market with a new innovative machine concept. The ProfiTurn V vertical turning machine is characterised by precision, efficiency and reliability.
Features that clearly set the ProfiTurn V lathe apart from other concepts on the market are a significant increase in the precision and performance of this innovative vertical turning concept. The ability to integrate different technologies allows highly flexible machining of complex workpieces. The fully hydrostatic design in all main axes guarantees maximum cutting performance and accuracy.
The ProfiTurn V is also characterised by its energy efficiency and ease of maintenance. In conjunction with the fact that all machine components are of high quality ‘Made in Germany’, these vertical turning machines guarantee high productivity and minimised life cycle costs.
Hurco 5-axis focus
Regarding Hurco Europe’s prismatic machining equipment at MACH 2024, the accent will be on 5-axis machining as well as automation of both 3-axis and 5-axis vertical machining centres (VMCs). There will be a Hurco ProCobot Profeeder assisting the production of parts on a VM20i 3-axis VMC and an Erowa Robot Compact 80 feeding a trunnion-type 5-axis model, the VMX30Ui.
On Stand 180 in Hall 6, the ProCobot picks and places components and removes them after machining with the app running directly in the Max 5 control and visible on the screen. Minimal information needs to be entered to set a job, so changeover time can be as rapid as 30 minutes, making plug-and-play, small-batch automation a reality. The Erowa cell transfers the workholding as well as the part on a pallet. The choice of system depends on the application. Both solutions lend themselves well to Hurco’s typical customers.

Hurco SRTi 5-axis VMCs are popular because they have a swivelling spindle head and flush rotary table, a configuration that can be used as a 5-axis production centre or a 3-axis machine that exploits the full working volume. A VMX42SRTi with 1,067 by 610 by 610mm travels will represent this range at the show. It has directly-encoded torque motors driving both the B-axis spindle and C-axis table. Linear scales and 20-bar coolant through the spindle are standard features.
Another Hurco 5-axis machining centre at the exhibition will be the cantilever-type VC500i. Ergonomically designed for easy operator access, it has a 520 by 450 by 400mm working volume and a ±100-degree swivelling trunnion carrying a rotary table, ideal for machining five faces of a component in a single set-up. As with any 5-axis centre, it drastically reduces the number of separate operations needed to completely machine a part compared with using a 3-axis machine.
A VMX60Ti 3-axis VMC equipped with a rotary-tilt table will demonstrate the versatility of this alternative 5-axis machining arrangement, particularly for prismatic machining of shaft-type components.
In addition to the popular 3-axis VM10i, there will be a VM ONE 3-axis VMC with a smaller Z-axis travel of 356mm. It addresses a need, especially among subcontractors, for an entry-level machine that is super-compact, yet still capable of producing prismatic parts weighing up to 1,500kg.
Powered by proprietary WinMax software, the Max5 control includes a solid model import option that allows 3+2 routines to be programmed on the shop floor from an IGES CAD model imported as a STEP file. It is fast, uncomplicated and takes the load off the manufacturer’s CAM stations.
For the last 20 years, Hurco Europe has been sole agent in the UK and the Republic of Ireland for sales of German-built Roeders machining centres. A 5-axis, ± 115-degree trunnion, HSK E40 model will be on the Hurco stand capable of machining workpieces weighing up to 60kg within a 500 by 500 by 300mm working volume. The RXP501DS achieves very fine surface finish on components thanks to its extremely rigid, 7-tonne construction.

A new range of four driven-tool CNC turning centres was launched by Hurco at the last MACH show, during which the 8-inch chuck version was exhibited. This year it is the turn of the 10-inch chuck variant to appear, the TMX10MYSi. All models include a programmable W-axis to position the tailstock or sub-spindle.
The turning centres offer higher specifications and performance than the established and popular TMi and TMMi models. The major differences are higher power and speed plus a larger, heavier machine frame and the addition of a Y-axis to allow more versatile machining.
Two smaller capacity Hurco CNC lathes with a chuck capacity of 8 inches will be on show, the TM8i and the TM8Mi with axial-driven tools. The latest models have a larger spindle bore than their predecessors, as well as roller guideways and a more compact footprint.
Citizen reaffirms its position at MACH
Citizen Machinery will reaffirm its position as a leading supplier of bar-fed lathes, but also as a pioneer in automation technologies at MACH. The company’s patented LFV chip-breaking software, its wealth of options for automating production, and integral laser cutting in its Cincom sliding-head lathes are three examples.
In Hall 20 on Stand 361, the focus will be on Citizen’s proprietary LFV operating system software that ensures efficient chip breaking and every sliding-head mill-turn centre on the stand will have this functionality.
A versatile variant has been added to the Cincom L20 sliding-head CNC turning centre range from Citizen Machinery. The L20-XII, which has a 135-degree swivelling B-axis mounted on the gang tool post for working at either of the opposed spindles, is now available with an ATC for swapping up to 30mm diameter cutters in a chip-to-chip time of four seconds. The total number of cutters that may be mounted in the working area of the Cincom L20-XIIATC is 34, providing considerable flexibility to ensure that components are machined in as few set-ups as possible, normally one. Visitors to the Citizen Machinery UK stand will learn that the configuration of the 12mm bar capacity Cincom L12-X ideally suits it to the production of dental abutments and implants, as well as medical industry parts in general.

A modular tooling system has been adopted for the gang and back tool posts and an extensive variety of tooling layouts is possible, which includes the ability to drill angled holes. The maximum number of tools that can be deployed is 38. Unlike on other Cincom L12 models, a built-in 12,000rpm motor drives the counter spindle, reducing acc/dec times for higher productivity.
Two Cincom lathes on the stand will have 32mm bar capacity, including the L32-VIII, which accepts 38mm stock if the guide bush is removed. It is one of four machines with exclusively gang toolposts in a modular range that allows a user to select a precise specification to suit the intended applications while retaining the option of adding extra functionality later.
The other model is Citizen’s flagship sliding-headstock lathe, the 10-axis Cincom M32-VIII is a 10-station turret, which runs on hardened box ways, and incorporates a tooling system employing a single 2.2kW drive to power the live cutters. The gang tool post has been equipped with live tools powered by a 2.2kW motor, as well as a programmable, 9,000rpm B-axis to enable simultaneous machining in five CNC axes, while the back tool post with Y-axis has adjustable-angle tooling.
One of the larger bar capacity CNC lathes in the Citizen Machinery product portfolio is the 12-axis Miyano ABX-64THY, a fixed-head model with twin-opposed C-axis spindles and three turrets moving over box ways for maximum rigidity. The turning centre is ideal for continuous production of components from bar up to 64mm in diameter. The maximum component diameter when chucking is 165mm. The three turrets, which have 80mm of Y-axis movement, can all be cutting simultaneously to achieve very high levels of productivity.
The first fixed-head lathe in Citizen Machinery’s Miyano range to have the company’s LFV software in a FANUC control system was the 42mm bar capacity ANX-42SYY. It features 10 CNC axes including a ± 35mm Y-axis on both the upper and lower turrets in addition to X- and Z-axis movements, enabling the production of complex components to tight geometrical tolerances.

Complex components up to 65mm in diameter may be turned and milled from bar in a new Miyano fixed-head lathe. The eight-tonne BNE-65MYY is equipped with two turrets having Y-axis travel in addition to X- and Z-axis movements. Contributing to high productivity are fast rapid traverses up to 20m/min, plus main and sub spindles with generous power ratings of 18.5kW and 11kW respectively. Rotary tool specification is also impressive at 4kW 6,000rpm.
Building on the strengths of previous generations of Miyano fixed-head mill-turn centres, the BNA-42SY is one of Citizen Machinery’s latest additions to the range. The latest FANUC 0i-TF Plus CNC system with 10.4-inch colour LCD screen controls the machine.
The GN3200W is a twin-spindle, fixed-head lathe equipped with a high-speed loader for high productivity. The compact machine width is 33% narrower than previous Miyano models and the required floor space has been reduced by 27%, realising significant space savings.
Colchester is turning up to MACH
At MACH 2024, Colchester Machine Tool Solutions will be emphasising why it has been a trusted and industry-leading manufacturer of machine tools for over 130 years. On Stand 240 in Hall 6, Colchester will be showcasing its latest product range with a varied line-up of CNC and manual machine tools, suitable for all milling and turning projects.
Leading the line-up is the Storm VL-550 VMC, the most compact model in the range utilising linear guideways technology and capable of the most demanding tasks with heavy-duty and precise machining. The entire Storm VMC range is available with a choice of FANUC, Siemens or Heidenhain controls, offering an excellent choice for the operator.

2023 marked the 30th anniversary and return of Tornado CNC Turning Centres, now back better than ever in modern configurations to provide exceptional rigidity and accuracy for any machining project. All Tornado models are highly rigid in construction and utilise linear guideway technology for fast, precise and smooth machining, compact in footprint and ergonomically designed for operator use and comfort. On the stand will be the 2-axis SL25 model, as well as the 3-axis MillTurn SL35MC, capable of more versatile machining.
The Student centre lathe is known throughout the industry to many as the ultimate apprentice’s machine tool. The new Student CNC lathe is a modernised variant based on the chassis of the original Student – now fitted with the latest FANUC CNC controls giving the user ultimate flexibility in programming, including ISO, conversational Manual Guide i, or via CAD/CAM.
Alpha CNC/Manual Combination Lathes are highly versatile machines offering the widest variety of control levels, from manual operation through to full ISO programming all on the one machine platform, tailored to optimise the skills of the machine operator. On the stand will be the Alpha 1400XS, a medium-sized lathe with a 400mm swing over the bed and 1,200mm distance between centres.
Also on the stand will be the CV-400 CNC turret mill, providing extensive reliability, accuracy and versatility for small to medium size production runs. Fitted with the FANUC 0i-MF plus control with Manual guide i, it gives the user flexibility in programming, allowing even the basic of machinists to be producing parts in a few hours.

Bridgeport Machine Tool Company was recently acquired by InCompass™, the platform company of Colchester Machine Tool Solutions. Bridgeport is best known for the Series 1 Standard Knee Mill, which has been a staple of many machine shops for decades. The latest Series 1 Knee Mill will be on the Colchester stand at MACH, which in turn will be the first time the two iconic brands have showcased together.
Rounding off the line-up and to be revealed for the first time at MACH 2024 will be Colchester’s all-new permanent laser marking system ‘Lightning’, boasting a wide set of features for use in an unlimited number of applications and backed up by Colchester’s extensive support offering.
- Out of this world!
A total of 16 machines, including a number making their UK and MACH Show debuts, plus two automated manufacturing cells and a complete Mills’ technology line-up will be on the largest stand at the event.
In Hall 19 on Stand 110 Mills CNC, the exclusive distributor of DN Solutions’ and Zayer machine tools in the UK and Ireland is promising to make MACH 2024 a truly inspiring and transformative event.
With a reputation for always ‘pushing the boat out’ at previous MACH shows the company is doing something similar, confirming that it will be showcasing a total of 16 machines on its 750sq/m stand. The company’s technology line-up at the event includes eight milling machines which will be seven DN Solutions’ 3 and 5-axis vertical and horizontal machining centres, a large-capacity Zayer horizontal CNC bed mill, seven DN Solutions’ lathes and turning centres and a DN Solutions’ SMX multi-tasking mill/turn machine.

Two of the turning centres being showcased form the mainstay machine tool elements of two separate automated manufacturing cells. This inclusion demonstrates the growing popularity of Mills’ automation solutions and their importance to the company’s future growth ambitions. With a focus on innovation and automation, Mills’ eagerly-anticipated MACH 2024 theme, currently being rolled out, will not disappoint and is quite literally ‘out-of-this-world’.
“Our stand at MACH 2022, with its Broadway theme, raised the bar in terms of creativity and stand design,” says Tony Dale, Mills CNC’s CEO. “As part of our commitment to continuous improvement, we are confident that we have ‘gone one better’ this time around with our MACH 2024 ‘SPACE ODYSSEY’ themed stand.”
Five of the machines on Mills’ stand are new models that are making their MACH show debuts. Occupying the largest space on Mills’ stand will be the new Zayer XIOS G CNC horizontal bed mill. This large-capacity machine is equipped with a built-in rotary table 1500mm by 1500mm, a 5-axis, 45-degree milling head and the latest Heidenhain control. With its powerful, high-torque 40kW 6,000rpm spindle and impressive positional accuracy of 0.008mm and repeatable accuracy of 0.005mm, the XIOS G is ideal for large aerospace, rail, energy and oil and gas part processing.

New DN Solutions’ machines making their MACH 2024 debuts include the compact, FANUC-controlled DVF 4000 simultaneous 5-axis machining centre, the DNT 2100M and DNT 2600 models from the recently-launched DNT-series of high-performance lathes and a V 9300M vertical turning lathe. The DVF 4000 is the latest addition to DN Solutions’ popular DVF series of simultaneous 5-axis machining centres and is equipped with a 12,000rpm spindle, a 400mm diameter, a built-in rotary tilting table and a 60-position ATC.
The FANUC-controlled DNT 2100M has an 8” chuck/65mm bar diameter and is equipped with an 18.5kW 4500rpm spindle, a 12-station turret and driven tooling capabilities up to 10,000rpm. The DNT 2600 is a 10” chuck with 81mm bar diameter, equipped with a 26kW 3,500rpm spindle and 10-position turret.
The V 9300M is a robust and powerful 24” chuck vertical turning lathe with 20m/min rapids, a 45kW 1800rpm spindle, a 12-station turret, 4,000rpm driven tooling capability and an additional, front-mounted ATC.
In addition to new machines making their debuts, Mills’ stand also features several popular and best-selling models from its well-established machining centre, turning centre and mill-turn machine ranges.

Mills will also show the DVF 5000 simultaneous 5-axis machining centre and to emphasise its future importance to the company, Mills is showcasing two DVF 5000’s on its stand – one standalone model and one integrated with a multi-level automated pallet change system.
Other milling favourites being exhibited include three DNM vertical machines centres, a DNM 4500 with Siemens control, a DNM 5700 with FANUC control and a DNM 6700 with Heidenhain control plus an NHP 5000 horizontal machining centre integrated with an automated pallet changer.
‘Ad Astra’: Automated robot cells
In recent years, Mills CNC has gained a reputation for supplying manufacturers with productivity-enhancing automated manufacturing cells. At MACH 2024, the company is reinforcing its automation and turnkey solutions’ pedigree and credentials by showcasing two robot cells on its stand. The first of these – a SYNERGI Premier cell comprises a 12” chuck Puma 3100SY sub-spindle, Y-axis turning centre integrated with a FANUC industrial robot, a five-drawer part load/unload station and a 17” touchscreen iHMI.

The cell is driven by Mills’ proprietary SYNERGi software. The second cell incorporating a compact 10” chuck Lynx 2600SY sub-spindle Y-axis lathe is integrated with a cobot and this will be undertaking a range of machine tending operations.
Concludes Tony Dale: “Visit us at MACH 2024 for a true voyage of discovery. We’d be delighted to welcome you onboard.”
Dugard to present complete portfolio
At MACH, Dugard Machine Tools will be showcasing a raft of new machines – many of which will be receiving their MACH exhibition debuts. From the 15th to the 19th of April on Stand 370 in Hall 20, Dugard will be introducing everything from fast precise sliding head turning centres to industry-leading 5-axis machining centres on its stand.
With one of the most diverse portfolios of machine tools in the UK, Dugard will be introducing the Kitamura Mytrunnion 4G 5-axis powerhouse alongside three Hanwha sliding head turning centres. Appearing beside these machines will be a SMEC 2500BSY turning centre and the newly introduced Mylas brand with the DT52 twin spindle twin turret multi-tasking turning centre.

To showcase the breadth of its machine tool offering, the Brighton-based machine tool specialist will give the Hanwha brand of sliding head turning centres prominence with the XD10, XD20 III and the XDI 32 all set to take centre stage at MACH. The visibility of the Hanwha brand is credited to the success of the machines in the UK since Dugard introduced them to the UK at MACH 2022.
For manufacturers looking for an even larger and more powerful turning centre, Dugard will be demonstrating one of its most popular machine tools – the SMEC SL2500BSY turning centre. Built upon the foundation of a single-piece Meehanite casting that is heavily ribbed with a torque tube design; box slideways are used throughout the SMEC range, resulting in outstanding vibration dampening and thermal displacement characteristics. This combination permits powerful heavy-duty cutting that ultimately enhances surface finishes, tool life, component quality and productivity.
The extremely robust machine with sub-spindle hosts an 8-inch chuck with a 650mm swing over bed capacity that allows a maximum machining diameter of 395mm and a maximum turning length of 450mm. This spacious work envelope ensures the robust workhorse caters for the diverse demands of the industry. The SMEC SL2500BSY has a bar capacity of 68mm and a powerful 18.5kW spindle motor that combines to enable heavy-duty manually loaded or automatically barfeed machining of relatively large diameter parts. Both the SMEC and the Hanwha ranges are available in a variety of configurations and capacity sizes to meet the complete needs of the marketplace.

Complementing the SMEC will be the new Mylas DT52 machine. Like all other machines in the Dugard stable, the Mylas brand has been introduced into the Dugard family for its stability, precision, innovation and productivity. Receiving its show debut, the Mylas DT52 at MACH will have a 12-station turret with 6,000rpm spindle speed, a powerful 15kW main spindle with a 79mm through bore and an 8-station sub-spindle tooling turret. With a maximum bar turning capacity of 51mm and a maximum turning length of 350mm, the Mylas DT52 has a host of standard accessories such as part catcher and conveyor, auto lubrication, through coolant and more that will present a competitively priced one-hit production centre for everything from the simple to the most complex of parts.
For prismatic machining, Dugard will present the powerful and precise Kitamura Mytrunnion 4G 5-axis machining centre. The Mytrunnion 4G incorporates a 400mm diameter rotary table and travel of 610 by 610 by 500mm in the X, Y and Z-axis with A axis tilt of -120 to +30 degrees and 360-degree C-axis. Kitamura is renowned for its speed and precision and the Mytrunnion 4G is no exception.
- XYZ brings 19 machines to MACH 2024
XYZ Machine Tools will be exhibiting the full range of its TMC machining centres for the first time at MACH 2024. The company will premiere the new XYZ CT65 LTY-S Twin/Sub spindle lathe.
In total, XYZ will have 16 machines under power on its main Stand 140 in Hall 20, right next to the entrance to Hall 20. In addition, it will have an XYZ RLX 780 3m CNC Lathe on a second stand in Hall 6 – Stand 72 with two XYZ 500LR VMCs on the WorldSkills Stand 480 in Hall 17. The XYZ TMC range features the easy-to-use ProtoTRAK® control which delivers simple shop floor programming complete with optional handwheels for manual operation and winding forwards and backwards through the machining cycle.

Built with a solid ribbed casting and the latest linear rail technology, these machines are not much more than an equivalent-sized XYZ bed mill, giving the advantages of the bed mill in an enclosed safe and clean working environment with up to 20 station carousel tool changer. The machines give the versatility to make one-off or small batch parts to full production runs with minimal operator effort.
Making its debut at MACH will be the Box Way XYZ CT65 LTY-S Twin/Sub spindle lathe that brings the advantages of automated one-hit turned and milled components to XYZ’s customers. The machine can turn parts up to 490mm long and bar feed diameters up to 66mm. With twin spindles, live tooling and Y and C-axis, this machine can turn and mill complex parts at both ends in one operation, dropping the finished part into its part catcher for hours of unattended machining. For heavy-duty machining applications, the XYZ 800 HD includes box slideways and massive ribbed castings for maximum rigidity. Matched with the Siemens 828D control with ShopMill and options for 4th axis rotary tables, this machine has the power and capability to machine the toughest materials.

For full 5-axis simultaneous machining, the XYZ UMC-5X can save hours in setup time especially where 6 sides of a part need to be milled or drilled. With suitable fixturing full machining can be done in just two setups. Repeatability on this machine is ± 2.5 microns with linear scales on the X, Y and Z axes with high-precision encoders on the A and C-axes.
A direct drive high torque 90rpm motor is standard on the rotary axis and an option on the tilting axis. A 15,000 rpm spindle, Dynamic Collision Monitoring and Thermal Spindle Compensation are standard with options for 18,000 and 24,000rpm spindles and Traori hole machining compensation making this a powerful and cost-effective solution which has proved to be popular with aerospace manufacturers.
The stand will also feature the ever-popular RMX Bed Mills, KMX Turret Mills and RLX lathes. These machines can be used manually or under full CNC with their ProtoTRAK® controls. This makes learning and operating the machines very simple.
This year, XYZ Machine Tools is celebrating 40 years since it was founded. It now has over 15,000 machines in daily use in the UK and across Europe where it has an extensive distribution network. It is well known for the reliability and quality of its machines and its after-sales service.
New Knowledge Hubs initiative for MACH 2024
Reversing UK manufacturing’s poor record for adopting new technology will be tackled head-on at MACH 2024 as The Manufacturing Technologies Association (MTA) launches its new Knowledge Hubs initiative, showcasing how to adopt new technology to improve productivity and efficiency.
The programme showcases new technology that is readily available to UK manufacturers, helping them to understand the potential adopting such technology can bring to their operation.
The Knowledge Hubs initiative will have dedicated stands across the event, each focusing on a particular type of technology including automation and robotics, sustainable solutions, additive manufacturing, consumable tooling, and data and artificial intelligence. In recognition of the importance being placed on these hubs, each is being managed by one of the specialist centres from the High-Value Manufacturing Catapult, such as the Manufacturing Technology Centre (MTC) and the Advanced Manufacturing Research Centre (AMRC).

The Catapult network is recognised for its R&D work being conducted at its various centres. The network collaborates with thousands of innovative businesses across a wide range of sectors, including manufacturing, space, health, digital, energy, transport, telecoms, the urban environment and many others.
The MTA, which organises the MACH event has been campaigning for greater adoption of new technology for some time. It will expand upon this at MACH 2024, which opens its doors at the NEC in Birmingham on 15th April, by explaining that implementing proven, readily available techniques in manufacturing processes is the fastest way to boost the UK’s output.
James Selka DL, CEO of the MTA, said: “The MTA is part of a united front of UK manufacturing organisations, along with the Manufacturing Technology Centre (MTC) and MACH 2024 Headline Sponsor Lloyds Bank, to increase the uptake of technologies such as automation and robotics. Only by embracing what the hubs are trying to achieve will the UK restore its position as a sovereign manufacturer, re-establishing itself as a major player on the global stage. To have brand-agnostic input from the High Value Manufacturing Catapult network, running our Knowledge Hubs, is an indication of the importance these organisations place on our initiative. Combined with the ability to see advanced technology, live and in action, in a fully working state – MACH 2024 is a must-visit for all the UK’s manufacturing community.”
The need for this approach was recently brought into sharp focus in a new report highlighting the UK’s lack of investment in technology and its poor adoption of robotics in industry. The figures, from the International Federation of Robotics, showed the UK languishing outside the top 20 developed nations.
MTC Chief Automation Officer, Mike Wilson, commented: “Robotics and automation is key to solving the UK’s productivity puzzle. This underpinning technology will help manufacturers achieve high productivity and net zero aspirations while solving some of the UK’s labour shortage issues.”
The Sustainable Solutions Knowledge Hub, sponsored by Lloyds Bank, will guide manufacturers on how investing in energy-efficient technology now, backed by government incentives, can help offset energy cost increases, improve business fitness for the future and help balance the ‘cost of doing business’.

The Additive Manufacturing Knowledge Hub is designed to help visitors learn how to develop, adopt and use additive manufacturing and 3D printing technology in their processes. Expert advice and wayfinding will be on offer from AM-UK on how to utilise the technology for making production parts and products directly from design data – building accurate components to obtain the final shape with minimal waste.
The Consumable Tooling Knowledge Hub is where visitors should head to receive impartial advice on how to optimise their machining processes and deal with machining challenges. The Hub will offer advice on matching the most suitable cutting tool material and insert geometry with the workpiece material to be machined, through key considerations such as cutting data.
The Data and AI Knowledge Hub will explore how SMEs can use this technology to drive growth and innovation in manufacturing by measuring the output of their current operation, looking for opportunities to improve and ensuring supply meets demand. The Knowledge Hub aims to provide advice and wayfinding, addressing the manufacturing applications that can be supported by data, technology and automated processes.
OPEN MIND sparks productivity gains for future
With a machine shop boasting over 40 machine tools that provide exceptional flexibility and capability, Future Advanced Manufacture (FutureAM) has carved an incredible position and reputation in the subcontract manufacturing arena. However, when the company found its existing CAD/CAM system lacking capability in several areas, the Cheltenham based business turned to OPEN MIND Technologies and its industry-leading hyperMILL CAD/CAM system.
The shopfloor at FutureAM has a diverse mix of machine tools that include 3 to 5-axis machining centres and multi-axis turning technology from brands such as Doosan, Mazak, DMG MORI, XYZ, Colchester, Hardinge, Bridgeport, Correa, the YMT Hedelius and many more. Applied to projects with tier one suppliers across oil & gas, nuclear, marine, defence, aerospace, space and medical industries, the Gloucestershire company also offers a complete project management service from design, programming and machining to inspection and testing.

Working closely with Future Advanced Manufacture, Justin Talboys-Cotton, a Sales Manager at OPEN MIND Technologies recalls: “When Future Advanced Manufacture initially came to us, they took a couple of seats and trained a few people, so hyperMILL could run alongside their previous system. This was a slow and managed integration but eventually, they decided to get one seat for each programmer. This has been supporting the comprehensive training plan where we slowly feed all employees through a training programme to learn hyperMILL. This provides a common footprint and thread through the machines and the programmers in the business.”
Justin adds: “Previously, FutureAM had no graphical simulation and they were running programs to the best of their knowledge on the machines. By adopting hyperMILL Virtual Machining, FutureAM now has a full digital twin of the machines running full NC code simulation. It doesn’t just stop there; they have also invested in Optimizer module which will automatically work out the best and most optimal solution to fit their required tool path within the machine envelope. With their previous supplier, FutureAM were limited to milling only. hyperMILL has now also given this customer turning capability – all in one supply.”
Oliver Allen the Head of R&D at Future Advanced Manufacture says: “With our previous CAD/CAM supplier, 5-axis machining was more a bolt on to their CAD system whereas with hyperMILL, the 5-axis suite is incorporated into the system and OPEN MIND provide full support for this. Our previous supplier could not offer that.”
Adding to this, Justin says: “hyperMILL is an all-in-one system that has CAD and CAM together, whether that is 2.5D, 3D, 5-axis machining or turning. We are providing all of this in one package whereas previously FutureAM had two or three systems that they were dipping in and out of. With hyperMILL, the learning curve and daily operation are now much easier.”

Commenting upon this, Oliver continues: “Now that everyone here is using hyperMILL, it’s very apparent with productivity levels increasing and efficiency improving with the company subsequently making more money. Therefore, the board is extremely happy with their purchase of hyperMILL from OPEN MIND Technologies.”
Concluding on this, Justin says: “There is a lot more potential for future capability at FutureAM. Some of the machines are on post-processors and we now have virtual machining technology on the new machines, so I think we will progress other machines on to hyperMILL Virtual Machining in the future. We can also look at doing more advanced training plans. We have already conducted the standard training with additional staff working through the standard training program, but there is the opportunity for further bespoke and more in-depth training to make the staff at FutureAM true experts in programming to their specific needs.”
FANUC to showcase new mill/turn option
Industrial automation specialist FANUC UK will showcase a range of real-world robotic innovations at MACH 2024, including an affordable multi-axis turning and machining solution aimed at helping manufacturers in the aerospace, automotive, utilities and energy supply chains reduce cycle times, costs, save space and boost production efficiency.
As well as EDM wire cutting, aerospace cobot drilling and educational solutions, the centrepiece of the FANUC Stand 350 in Hall 6 will be an advanced ROBODRILL machine, equipped with a 24,000rpm spindle and mounted with a NIKKEN two-axis high-speed rotary table, featuring a built-in direct drive motor that achieves 1500rpm. In operation throughout the show, the demonstration cell will produce finished scroll compressor aluminium housings, showcasing the cost-saving and performance benefits to be gained from combining machining and turning processes.
“FANUC and NIKKEN have worked together to create a combined machining/turning cell with an extended range of functionality, offered at a fraction of the cost of machines with similar capabilities,” says Oliver Selby, Head of UK Sales at FANUC UK.

“At the heart of the solution is our D21LiB5ADV Plus ROBODRILL, which is a 3-axis machine in its core configuration. The NIKKEN table adds a further two axes, allowing users to turn and machine components on the same unit,” Oliver explains. “This is a real breakthrough, which brings the functionality of million-pound machines within reach of SMEs at a significantly lower cost, helping them to become more competitive and consider undertaking work that would previously have been unavailable to them.”
Less than 3m long and a little over two metres wide, the ROBODRILL/NIKKEN solution features a NIKKEN 5AX-201 tilting rotary table with pneumatic clamping, enabling difficult-to-hold components to be quickly mounted and changed. In addition, access from all sides means the majority of operations can be completed in one hit, optimising machine tool and operators’ time.
Also available to visitors to the FANUC stand at MACH 2024 will be an aerospace drilling cell comprising a CRX-25iA cobot, a FANUC C600iC ROBOCUT wire EDM and an automated robot machine tool loader, developed in conjunction with YMT Technologies, alongside a D21MiB5ADV Plus ROBODRILL.
Finally, as part of the company’s ongoing commitment to encouraging a pipeline of new talent into engineering, manufacturing and automation, the FANUC stand will also host a turning and milling education simulator and a new-to-market ROBOT G-code solution with a FANUC Education cell. Controlled by a proprietary FANUC CNC unit, it features all the real-world functions required to teach core robotics programming and operating skills and help inspire the next generation to realise their career ambitions.
- NCMT celebrates 60th anniversary at MACH 2024
NCMT is celebrating its 60th anniversary this year. In 1964, it was one of the first companies to sell CNC machine tools into the UK and Irish markets when it won the sole agency to sell and service Makino machining centres. Twelve years later, a second agreement was reached with Okuma, another Japanese manufacturer.

In 2005, Makino-NCMT Grinding Division was established to develop and sell throughout Europe Makino machining platforms for creep-feed VIPER grinding of nickel alloys. Since 2015, NCMT has also been the Europe-wide agent for photo-activated adhesive workholding systems manufactured by Blue Photon in the US.
NCMT has now signed an exclusive distribution agreement with Tritone Technologies, an additive manufacturing (AM) technology specialist in metal and ceramic applications. Typical AM parts will be available with representation on Stand 130 in Hall 19.

Rigid, thermally stable construction protects the Okuma Genos M560-V-e VMC from deformation, resulting in high machining performance for an entry-level machine. At the show, the 3-axis machine will be equipped with a Cellro X20 robotic.
The M560-V-e has a 1,050 by 560 by 460mm working envelope and a maximum table load of 900kg. The 15,000rpm BT40 spindle moves in the X and Z axes, with the table moving in Y. A 32-position tool magazine is provided. Software can be added, including Machining Navi to minimise chatter by finding the best cutting conditions. It employs a microphone to detect the onset of vibration and feeds information back to the control.
The popular Genos M460-5AX VMC will also be at MACH and will be one of the first Okuma machines to be exhibited in the UK with the manufacturer’s new OSP 500 control. It was the original 5-axis machine in Okuma’s economical, series-built Genos range. The trunnion with a rotary table and 5-axis simultaneous control gives the machine the ability to produce highly complex components. The BT40 spindle is rated at 15,000rpm 22kW, which is served from a 48-position tool magazine. Features such as Okuma’s 5-axis auto-tuning system that accurately fine-tunes the geometry of the machine for ultra-high precision, and Okuma’s Absoscale linear encoders in the X, Y and Z axes, are all part of the standard specification.
The competitively priced Genos L3000-e-MYW lathe from Okuma will be at MACH, fed automatically with shaft-type parts by a Cellro CoMate cobot. Maximum turning diameter is 300mm and the rotational speed of the 22kW spindle is up to 3,800rpm, all in a compact footprint of 2.5 by 1.9m. The turning centre has a sub-spindle and a 12-station turret with Y-axis and live tooling.
With a 240-degree swivelling B-axis head and HSK-A63 (optionally Capto C6), 12,000rpm 22kW spindle for turning or milling components up to 1,500mm between centres, an Okuma MULTUS U3000 multi-tasking lathe will be demonstrated on the stand. The tool magazine has 40 stations as standard but is optionally available with a capacity of 80 tools.
The machine is fitted with Okuma’s linear scales for high-accuracy positional feedback. Servo motors deliver feed rates of up to 50m/min in the X and Z axes, 40m/min in the 250mm Y-axis. Together with the C-axis on the main spindle, the machine is capable of fully interpolative, 5-axis (X, Y, Z, B, C) machining of freeform surfaces.
Next-generation Okuma control
The OSP-P500 CNC system, manufactured in-house by Okuma along with virtually everything else on its machines, will be on show for the first time in the UK. It combines highly productive and precise machining with ease of use, energy efficiency and safety features to protect against cyber-attacks. Particularly well suited to high-speed machining applications and achieving top-quality surface finishes, the CNC has twice the computing power of conventional machine control, shortening cycle times by up to 15%.
An on-machine Digital Twin facilitates high-precision simulation of machining processes, reducing set-up times and speeding production. By performing these simulations on the machine itself, production can start immediately afterwards.
Ultra-fast 5-axis
In a space on the shop floor of less than 3.3sq/m, the N2-5XA horizontal machining centre from Makino is capable of very high-speed machining of components up to 300mm diameter by 270mm high and weighing a maximum of 30kg, including fixtures. The machine is ideal for fully interpolative, 5-axis machining of complex components.
Within its working volume of 300 by 300 by 230mm, the horizontal spindle design ensures that gravity assists swarf removal, prolonging tool life by avoiding the recutting of chips that are frequently harder than the parent material.
The show will also mark the first UK appearance of the Makino DA300 5-axis, trunnion-type, VMC configured as a production cell with 40 pallet positions on five levels for extended periods of lights-out running. Maximum workpiece size is 360mm diameter by 300mm tall for the eight positions on the top row of the store and 280mm tall on all other levels. Maximum payload per position is 60kg. The automation package includes an integrated chuck, pallet interface and Single Pro6 graphically-driven cell controller, via which it is easy to manage the machine and pallet system.
Makino’s U6 H.E.A.T. Extreme wire-cut EDM centre will be on show. In addition to using standard wire from 0.1 to 0.3mm, it is optionally possible to run the largest diameter wire of any machine on the market at 0.4mm. The wire is coated and distinct from the uncoated brass wire that is commonly used in industry.
Part of Makino’s popular U-Series wire EDM machine platform, the U6 H.E.A.T. Extreme uses Bedra copper core wire with a double-layer coating having controlled zinc donation. It has been optimised for use with Makino’s generator and is exclusive to the new machine, promoting fast cutting at a reduced wire speed, leading to lower manufacturing costs. Areas of application include aerospace and medical component machining, separating additively manufactured parts, machining tall moulds and dies and tackling tough nickel alloys.

The Makino EDAF3 die-sinking EDM machine on the stand features a rigid, precise structure and integral thermal cooling of the Y- and Z-axis cast components to ensure long-term accuracy. Table size is 700 by 500mm and the dielectric reservoir is built into the base casting of the machine to improve stability and minimise the footprint. The machine uses Makino’s latest Hyper-i control, which can be factory-ordered mounted on either the left or right, facilitating easy integration of one or more machines with a variety of commercially available electrode and work pallet handling robots.
Exhibited on the stand will be the Blue Photon photo-activated adhesive system. The method is ideal for securing awkwardly shaped parts to allow maximum access to tools for tight-tolerance machining or inspection. The process involves applying an adhesive that is cured by ultraviolet light via an LED spot-curing system. After machining is complete, the adhesive contact points can be sheared to free the workpiece by rotating the gripper pins in the fixture plate with a spanner. The residual adhesive can subsequently be removed by the application of hot water.
Starrag stand will be magic
At MACH 2024, Starrag will present new technologies that are yet to be seen in the UK. With so many machines receiving world premieres at EMO in September, the Starrag stand at MACH will be crammed with innovations.
Stand 320 in Hall 18 will have everything from new machine technologies, virtual showroom platforms and the new global market position. The ‘meet and greet’ booth even promises light entertainment with a magician performing on the stand.

At MACH, Starrag will be presenting its latest innovations from across the company’s diverse portfolio. From the Bumotec product range, Starrag will present its latest turn/mill product lines that can now be viewed in the company’s new virtual showroom (https://showroomvud.starrag.com/).
Destined to attract visitors is the new Bumotec 191neo that was featured at EMO in September. This complete machining solution enables manufacturers to produce parts from bars or blanks; and with new generation linear motors, 7-axes and 3 spindles with 5 simultaneous axes and up to 90 tools – this arrival will appeal to engineers visiting MACH. The new 191neo incorporates a new MMI touchscreen interface with a Windows-based PC and a host of additional features and automation solutions.
Also new is the new Heckert H Compact Series. With the Heckert H Compact Series twin pallet horizontal machining centre, Starrag delivers the benefits of a horizontal with a compact footprint. The new Compact Heckert X series is fitted with a trunnion table that provides an impressive high-speed/rigid simultaneous 5-axis capability. It can also incorporate a high-speed table for turning with the Heckert T series. Designed with a monobloc mineral cast material base, the machine has been designed for high material removal rates. The machine has a complete range of spindles available from a 30,000rpm spindle for cutting aluminium through to high-torque or geared spindles for machining titanium as well as quill spindles for extended reach.

Another newcomer to the Starrag family is the impressive STC1250 HD horizontal machining centre. As the latest addition to the renowned STC Series that has been designed to provide unrivalled economy in the machining of the most demanding aerospace structural parts, multi-blades and casings, the STC Series provides excellent static and dynamic properties as well as tried and tested rotatable head. The STC1250 HD offers a 1.25m by 1.25m pallet with a remarkably large work envelope for workpiece loads up to 5,000kg on the pallet. This is complemented by an X, Y and Z-axis travel of 2.2 by 1.5 by 2.1m with a swing diameter of 2.2m. The STC1250 HD is capable of reducing cycle times from Starrag’s current benchmark by a further 30% on large titanium and Inconel parts for the aerospace and power generation industries – making it the new benchmark for heavy-duty machining.
The Starrag team will also be keen to present the merits of the new Droop+Rein FOGS HD at MACH 2024. Designed for large components, the Droop+Rein FOGS HD is a 6-axis overhead gantry-type machining centre available in a variety of dimensions with traverse paths from 3 to 31m in the X-axis, 3 to 6m in the Y-axis and 1.5 to 2.5m in the Z-axis. The Droop+Rein FOGS HD is an efficient 50 to 100kW powerhouse that delivers unsurpassed precision with fast and dynamic axes movement and an extremely high torque range from 2,400 to 7,500Nm.
Heller to emphasise engineering support
German-owned Heller Machine Tools whose factory in Redditch produces selected 4-axis and 5-axis horizontal machining centres will stress at MACH 2024 that this facility places it in an excellent position to provide customers with an elevated level of applications and service support. Celebrating its 50th anniversary in 2024, it is also a global competence centre within the group for top-level turnkey projects.
360-degree solutions is Heller’s name for its pre and post-sales services. Based on this principle, it provides users with solutions to maximise machine availability and productivity, helping them to produce parts reliably and at a competitive cost per part.
The holistic Heller service includes time studies which are accurate to ±5%, evaluation of requisite workholding, consideration of automation and unmanned running requirements, built-in chillers for cooling the machine elements if they are required to achieve tolerance, tool life monitoring and broken tool detection.
A particular focus at the show will be Heller’s ability to supply turnkey cells for highly efficient machining of tough titanium and nickel superalloys, notably in the aerospace industry. In this connection, the machine manufacturer will stress the considerable range of different spindles that it manufactures in-house to suit a vast range of applications.

For example, the HMC on the stand will be an HF 3500 second-generation 5-axis model for which it is possible to select a DC (dynamic cutting) universal direct-drive motor spindle, rated at either HSK-A63 16,000rpm 56kW 180Nm or HSK-A100 12,000rpm 45kW 400Nm. There is also a PC (power cutting) spindle rated at HSK-A100 10,000rpm 45kW 360Nm and an HSK-A100 13,000rpm 45kW 228Nm SC (speed cutting) spindle. Two further options with an HSK-A63 interface are rated at 12,000rpm 45kW 228Nm (PC) and 18,000rpm 45kW 103Nm (SC).
The 5-axis machine has a 710 by 750 by 710mm working volume. In this case, the machine will be exhibited without a DDT (Direct Drive Turning) rotary table and spindle locking function for turning tools.
To raise cutting performance, the Gen 2 design has a short distance between spindle nose and the centreline of the 225-degree swivelling trunnion and is available with twin motors and ballscrew drives for moving the trunnion/rotary table in the Z-axis, with position feedback via linear scales. The high-end PRO package offers more than 1G acceleration in all linear axes.
Engineers will be on the stand to discuss the benefits of the new F 6000 5-axis mill/turn machining centre launched by Heller at the last EMO trade show, held in Hannover. It has been designed from the ground up following extensive research carried out amongst the manufacturer’s customer base.
Highlights of the new generation include new swivelling heads with integrated motor spindles d and an optional direct-drive torque table for carrying out in-cycle turning operations. A pallet changer is included, enabling easy integration later on of a rotary or linear pallet storage system.
To ensure that all of the above benefits are maximised in production, Heller’s design engineers have focused on clear and easy operation, as well as good accessibility to all work areas. Operation is simplified by the new Siemens Sinumerik ONE control, which is fitted as standard, and the convenient control unit in panel design with a 24-inch touch screen. At the same time, better access to the work area and the optional new SETUP-Assist software make it easier to prepare for the next machining process.
The main purpose of automated manufacturing in production centres is the reduction of idle times to optimise system availability. For this purpose, Heller offers proprietary automation solutions that can be optimally combined with its HMCs.
Featured at MACH 2024 will be Heller4Industry, the group’s worldwide drive towards integration of its machine tools and controls into the Industry 4.0 environment. Within the multi-faceted portfolio is the HELLER4Services interface, which focuses on the transparency of digital manufacturing and maintenance. The module forms the basis for evaluating machine data and statistics to reduce downtimes. Additionally, visualisation of specific information such as status displays of axes and spindles enables a user to predict wear and implement preventive maintenance.
Full range at MACH from Floyd
MACH 2024 will once again provide an opportunity for Floyd Automatic Tooling to demonstrate why it is the industry authority on cutting tools and machining solutions for the sliding head turning and the small part machining industry. On Stand 489 in Hall 20, the Baldock-based company will present an expansive range of innovations, many of which will be receiving their MACH exhibition premieres.
As always, the longstanding partnerships that Floyd has with leading machine tool manufacturers will enable engineers to witness the latest cutting tools undertaking live demonstrations on the stands of leading sliding head lathe brands and many other machine tool partners. The partnerships that Floyd Automatic has with the leading cutting tool brands for this niche segment include MASA Microconics, Mikron Tool, Madaula, Schaublin, Ifanger, Schwanog, Applitec, Alesa and many others. Mikron Tool will have Ivano Bernasconi available for the duration of MACH, as the manufacturer is sponsoring a specific area of the Floyd stand with an extensive range of Mikron products on display.

Some of the new products from Mikron Tool will include the exciting new CrazyMill Cool Micro series of micro end mills for micromachining applications in the electronics, medical, optics, automotive, aerospace and defence sectors. Perfect for operations as diverse as side milling, helical interpolation, slot milling and drilling, the CrazyMill Cool Micro is available with 3 or 4 flute options with diameters from 0.2 to 1mm with effective cutting lengths of 3XD and 5XD.
To continue the theme of micro machining, Floyd will introduce the Madaula driven tools for sliding head machines. Part of the extensive range of Madaula products at MACH will be the mechanical spindle speeder that works on a 1:4 ratio to provide machines with higher torque and spindle speeds up to 24,000rpm. Perfect for micro machining, improving surface finishes and increasing productivity rates, the new system is compatible with all leading brands of turning centres.
To machine at the precision levels required for micro-machining, manufacturers require industry-leading clamping systems. At MACH, Floyd will present the latest MASA Microconic workholding systems. Matt Saccomanno from MASA will be at MACH presenting the products. The Masa Microconic system is for holding workpieces from 0.15mm to 10mm diameter in any machine that has a collet-type chuck. The system consists of two major components, the Microconic cartridge that replaces the standard 5C, TF15, TF16, TF20, TF25 or TF37 collets, and the Microconic collet.
Also appearing at MACH will be the new geometry Ifanger boring inserts for lead-free brass that have been developed for manufacturers that witness the scourge of stringy swarf when using small boring tools to machine materials such as unleaded brass or aluminium. The Ifanger MicroTurn internal boring tool system removes the swarf to prevent re-cutting. The new Ifanger MicroTurn is available in two different types – the MicroTurn MTEP for rough internal turning and boring and the MicroTurn MTEF for finishing operations.

Many customers of Floyd Automatic will be familiar with Applitec’s TOP-Line twin screw insert program, which is the industry’s top-performing solution. There is no better compliment than to ‘copy’ the best, and therefore many competitors have now introduced their interpretation of the Applitec TOP-Line.
The exciting new PRO-Line is Applitec’s response to the arrival of competitor systems. Once again, Applitec has taken innovation to a new level with a solution that offers a lower-cost insert with the same Applitec quality – the recently launched TOP-Line range of PCD inserts. The new 730/740 series of PCD inserts have been introduced for the machining of non-ferrous materials like lead-free brass and aluminium.
Concerning form tools solutions, Floyd will present the latest product lines from Schwanog. The machining of complex forms can be a significant challenge for manufacturers, but luckily, Floyd Automatic can now provide remarkably precise form tools for even the most challenging of materials.
The scope for the Schwanog form tools extends way beyond ‘cut-off’ tools and the series is suitable for external and internal turning, grooving and much more. Regarding external turning, grooving has emerged as a more efficient solution compared to single-point turning for almost all machine types in numerous industries. For example, the Schwanog system can be created with OD grooving tools, OD grooving tools for Escomatic and rotary transfer machines, shaving tools, skiving tools, modular MSIK systems and DCI Swiss-type grooving systems.
CERATIZIT to grip MACH crowds with new innovations
CERATIZIT UK & Ireland will once again be at MACH, on Stand 340 in Hall 19, to bring the very latest in cutting tools and cutting tool technology to the exhibition.
As an industry-leading cutting tool company, CERATIZIT’s advancements in the engineering industry ensure they have a reputation for impeccable quality and performance – this will be demonstrated at MACH. As a leading innovator in the world of cutting tools, CERATIZIT has an ever-growing catalogue with new developments in tooling, many of which will be available to view in Hall 19 on Stand 340. With an enormous display of cutting tools and workholding solutions, the stand will be a huge attraction to manufacturers attending the event.

True to their ethos as a company dedicated to delivering unbeatable technical support and customer service, the MACH stand will be manned by more than 40 engineers to ensure that anyone wanting to enquire about working with CERATIZIT gets the chance to have a positive conversation. Alongside the countless product lines and technical expertise the engineers will be bringing to the stand, there will be a huge selection of innovations that have been introduced to the market in the last 18 months. All the product lines at MACH will be displayed on stands designed and machined in the CERATIZIT UK Technical Centre.

Amongst the huge selection of tools at MACH will be three highlight products that CERATIZIT will be showcasing during the exhibition: the HyPower, the WPC-Change and the MonoThread. The WPC-Change is an indexable insert drill that ensures high-quality machining doesn’t have to come at a high price. The WPC-Change and Change UNI combine the well-known advantages of Ceratizit’s WPC high-performance drills with the flexibility of an exchange system. This allows for fast changeovers, reduced machine downtime, reduced material consumption and incredible machining results and productivity.
Whilst being an affordable machining solution, the WPC-Change system is also extremely accurate, capable of producing precision holes with diameters from 14 to 30mm and hole depths of 3XD and 5XD. The wear-resistant holder makes them durable and ideal for repeated machine use. Except for the solid carbide indexable insert, the WPC-Change drills are made from completely reusable materials. This offers a low-waste, sustainable drilling solution. Specialised for machining steel and casting materials, the WPC-Change drilling system is a proficient all-rounder for use in any machine.

Moving from drilling to hydraulic chucks, CERATIZIT’s expansion of its HyPower hydraulic chucks means that even the most difficult machining requirements can be met with ease. For rough and demanding machining operations, the HyPower Rough is tough enough to take on any challenge. For optimum accessibility in the machining zone, the HyPower Access 4.5° offers itself as a highly flexible adapter for machining contoured components. The chucks come in 16 and 20mm diameters for a 32mm cylinder diameter as well as in variations of 16, 20 and 25mm for a 40mm cylinder diameter, which all will be on display at MACH.
On the thread milling side of cutting tool innovation is the MonoThread, a champion of CERATIZIT’s performance line. Delivering a performance improvement of 20% on competitor products, this thread milling cutter enhancement is ideal for all standardised thread profiles with tight tolerances. The MonoThread is ideal for asymmetrical, thin-walled, large or very expensive workpieces. The solid carbide shank thread milling cutters can be used to machine any material, including high-strength and tempered steels. This means that its performance is guaranteed even in tough machining conditions. For customers looking for a thread milling cutter that will deliver unbeatable performance, CERATIZIT will be highlighting different sizes and variations of the MonoThread on the stand.
ITC highlights full-line solutions at MACH
On Stand 432 in Hall 20, Tamworth cutting tool manufacturer ITC will excite manufacturers with its latest product lines that will appear alongside cutting tool solutions from BIG KAISER, WIDIA, Karnasch, Kemmler and Bass.

ITC will showcase solid carbide end mills, drills and thread milling ranges and much more. Among the crowdpleasers will be the 4101 Series of solid carbide lollipop cutters. Perfect for reaching the most challenging of surfaces when 5-axis machining, the 4101 Series is a 4-flute long-length tool with centre-cutting to reach the most inaccessible of surfaces – demonstrated by its 220 degrees of inclusive cutting. Manufactured with an AlTiN coating and a 30-degree helix, the 4101 Series is ideal for applications on steel, stainless, cast iron and aerospace-grade alloys. With ball diameters from 2 to 16mm, shank diameters from 6 to 16mm and an overall length of up to 100mm, the 4101 Series offers incredible rigidity, flexibility and surface finishes when machining the most challenging of parts.
For trochoidal machining, ITC will demonstrate its extensive portfolio with the 5021, 5031, 5041, 6051 and 6054 appearing as just a few of the stand-out performers. The 5021 Series is a long-reach Cupro-coated 5-flute end mill with harmonic fluting and a variable helix for unsurpassed performance under the most challenging of cutting conditions. Accompanied at MACH by the short-length 5031 and the necked 5041 Series, the end mills are available from 3 to 20mm in diameter. The 5-flute trochoidal tools will be accompanied by the 6-flute 6051, 6071 and 6054 Series which are perfect for machining steel and exotic materials.
For the machining of aluminium, MACH will provide a launchpad platform for the 3301 and 3204 Series of end mills. The 3301 for heavy material removal is a long-length 3-flute series with a centre-cutting 38-degree helix geometry and impressive reach characteristics that are matched by its stability. Available in diameters from 6 to 20mm, the 3301 is available with an overall length of up to 150mm.
For long reach applications that demand maximum stability and impeccable surface finishes, ITC will present the 4104 and 4204 Series of 4-flute aluminium tools with chipbreakers.

ITC has also built an enviable reputation as a benchmark manufacturer of full-form threadmills, mini threadmills and single-point threadmills – all will be presented at MACH 2024. As expected from a leading manufacturer, ITC’s portfolio includes metric, metric fine, UNC, UNF, BSP, NPT, UNJC, UNJF and MJ thread forms as well as a recently introduced range of 60-degree single-point carbide threadmills. This new line of rigid high-performance threadmills enables the tool reach to be extended to produce deep-hole threads.
Complementing the extensive ITC range is a huge portfolio of WIDIA general purpose taps that are primarily manufactured from HSSE material and the BASS range of taps made from HSSE-PM – both applied to different parameters and material types. Both ranges are available in metric, metric fine, UNC, UNF, BSP, NPT, UNJC, UNJF and MJ thread forms, catering to the complete needs of your machine shop.
Guhring to premiere new products at MACH
Guhring will premiere a host of new innovations at the MACH exhibition on Stand 331 in Hall 19. It will introduce new product lines alongside proven industry-leading ranges with a complete range of milling, threading, and drilling tools on show.

Guhring will give a MACH show premiere to the new RT100 InoxPro range of solid carbide drills for machining stainless steel and titanium alloys. When machining these challenging materials, tool wear can be a formidable opponent to your productivity and performance. The new RT100 InoxPro overcomes these challenges with its new geometry. This combines with an ultra-smooth Perrox coating that enhances wear protection and an optimised carbide substrate that provides a balance of hardness and toughness. Available with 3XD, 5XD and 7XD variants from 3 to 20mm diameter with 0.1mm increments, this through coolant series will improve feed rates and tool life by more than 50%. Guhring will also present its Micro Precision Drills, the RT100T and RT100XF as well as the HR500 reaming line and SpyroTec spiral fluted chamfer milling cutters at MACH.
The milling portfolio continues to rapidly expand. Since MACH 2022, the Birmingham manufacturer has added a wealth of innovations. This includes the new SkyLiner series of end mills for rough and finish machining of aluminium and non-ferrous materials. Especially suited for pocketing and wall applications with thin wall sections with depths up to 3XD, the new Alu RF100 SkyLiner F delivers surface finishes even at the highest feed rates. This 3-flute tool is offered in diameters from 6 to 20mm with axial through coolant ducts, a 0.2mm corner radius and a variable helix. Accompanying the Alu RF100 Skyliner F at MACH will be the Alu RF100 SkyLiner R. This series is the perfect solution for high-performance machining.
Alongside these MACH debutants, Guhring will introduce favourites such as the RF100 Sharp, the ever-growing Diver Series of end mills and the RF100 Speed. The RF100 Sharp end mills made a MACH debut in 2022 and will return with an extended range to demonstrate how to address the issue of machining soft, tough and high-alloyed materials. The RF100 Sharp Series has an extremely smooth cutting action and profound chip removal capability. The smooth cutting action and the ability to be used in a wide variety of applications such as slotting, ramping, roughing, helical milling, finishing and trochoidal cutting, make the new RF100 Sharp the end mill of choice.

For the micro-machining sector, Guhring will showcase the RF100 Micro Diver. The micro-precision milling range is a universal tool for every material and application. Providing plunging and milling in a single tool, the RF100 Micro Diver is available in two variants, the 6808 and 6809. An innovative flute form that further enhances rigidity and eliminates vibration. The RF100 Micro Diver Series is suitable for cutting materials up to 48HRC at depths up to 5XD and is available with a cutting diameter from 0.79mm to 3.175mm.
As well as demonstrating all the latest ranges, Guhring engineers will be on hand at MACH to discuss the scope of special tooling solutions that can be designed, developed, manufactured and trialled at the Guhring facility in Birmingham. Guhring UK has a team of expert engineers that can create productivity, cost, inventory and cycle time savings for UK manufacturers.
As part of the stand at MACH, Guhring will also be demonstrating its extensive PCD cutting tool portfolio. The PCD milling tools are also available.
New tools for boring, milling, threading and turning
Paul Horn, the solid carbide tooling, carbide insert and tool holder manufacturer with over 25,000 standard products will introduce five new lines to the UK and Irish markets at MACH 2024. Wholly-owned subsidiary Horn Cutting Tools will be on Stand 210 in Hall 6 to explain the launches and exhibit a broad cross-section of its extensive tooling range.


An addition to the Horn Supermini boring, grooving and chamfering system will be announced, a variant with a precision-ground rake face designed for producing ultra-fine bores. The ground cutting edge is free from notches when viewed at a magnification of x200. It can be used to machine components with an inside diameter of just 0.3mm. Sharp insert geometry ensures process reliability, even with very small cutting feed rates.
The Supermini Type 105 system insert requires only one tool holder for well over 1,000 insert variants. The carbide inserts are available coated or uncoated in various grades for a variety of applications, including hard machining up to 66HRc. The patented, droplet-shaped cross section has a vibration-damping effect and delivers repeatability during insert exchange.
Horn has developed a new, solid carbide milling cutter range for machining stainless steel. The combination of substrate, macro and micro geometry, and IG3 coating exhibits high cutting performance and long tool life. The coating offers high-temperature resistance for machining steels alloyed with chromium, nickel and molybdenum.
The tools are offered in two types from stock. The DSHPR variant is suitable as both a finishing and a roughing tool and the geometry is adapted for trochoidal machining. Type DSR is suitable for very small parts and unstable workholding conditions, such as are frequently encountered in the medical and watchmaking industries.
A new, high-performance SG3P carbide grade presents enhanced possibilities in terms of performance and tool life when whirling medical screws. It enables shorter cycle times for thread production thanks to higher cutting values.
A long overhang can cause a turning tool to oscillate when boring internal geometries. In addition to causing chatter marks on the surface of the machined component, the vibrations can lead to a significant reduction in tool life. To help mitigate these difficulties, Horn has introduced a boring bar with adjustable damping so it can be set to match the amplitude of the oscillation generated by the machining process.
The damping element, a carbide rod supported in O-rings, is adjusted from the outside by turning a screw to fine-tune the pre-tension of the rings. It allows the boring bar to be set accurately to minimise the vibration that is predicted to occur during a machining cycle. As standard, Horn offers the boring bars from stock in length-to-diameter ratios of 5:1 and 8:1. Higher ratios are available as special tools. In the case of grooving, Horn offers the S224 double-edged system. The manufacturer’s BK 224 cassette ensures a stable interface between the boring bar and insert. To increase process reliability further, the tools have an internal coolant supply.

Horn is also launching a new tool range for manufacturing brake discs. It includes solid CBN ISO inserts, mainly used for cast iron machining, and CBN-tipped full-radius and shaped inserts. Horn offers the solid CBN ISO S turning insert with eight cutting edges for roughing and finishing. Cutting speeds of well over 1m/min, depths of cut of several millimetres and feed rates up to 0.7 mm/rev are typical values.
Additionally, Horn has introduced two different tool solutions for machining the heat dissipation grooves in the discs. The CBN-tipped S117 profile grooving insert is ideal in terms of cutting speed and longevity for large batch production. During the process, each groove is produced in just under two seconds in a single operation.
Four new products from Mazak
Yamazaki Mazak is aiming to give a further confidence boost to manufacturers at MACH with UK debuts for three machines and the new MAZATROL DX.
Featuring nine machines in total as part of Mazak’s ‘Building For Your Future’ offering, customers will be able to discuss their requirements and take a look at the machines that are entry-level, user-friendly and available with short lead times.

One of the highlights will be the HCN-4000 NEO making its UK debut, a horizontal machining centre. Alongside it will be a second NEO machine, the VARIAXIS i-800 NEO, a 5-axis machining centre for fully automatic operation over extended periods. With its high rigidity construction and equipped with a 10,000rpm spindle as standard, the VARIAXIS is being exhibited with the Multi-Pallet Pool (MPP) stocker system offering storage for 6, 12 or 18 pallets, 500mm in size. The MPP handles scheduling, monitoring and resource checking using MAZATROL SmoothAi.
Both new NEO models achieve enhanced positioning, boasting three times better than ISO positioning accuracy and exceptional environmental credentials. Developed in line with Mazak’s GoGreen strategy, the NEO series technology is capable of delivering a 30% reduction in energy consumption for the VARIAXIS and a 24% reduction for HCN-4000.
Mazak will also give a UK debut to the FSW-460V, developed to overcome challenges faced by manufacturers adopting friction stir welding (FSW). With the FSW, Mazak has created a technology for those requiring machining and welding within the same machining envelope, in line with Mazak’s Done-In-One philosophy, to increase productivity and profitability.
In recent years, Mazak has invested in its UK production facility to increase capacity and reduce lead times. At MACH 2024, three of these entry-level machines will be on show. The CV5-500 designed specifically with automation in mind for entry-level 5-axis users increases productivity and profitability.
The VCE-500, the latest addition to the VCE range, is a highly affordable vertical machining centre ideal for entry-level machine users looking for superior productivity, fast payback and improved profitability. And finally, the VCN-700, a next-generation vertical machining centre developed with a large 700mm Y-axis. The machine being exhibited at MACH will be equipped with Mazak’s Ultraspindle, an optional 60,000rpm spindle for high-speed super-finishing of intricate workpieces.
Also making its UK debut is a machine that extends NEO capability and performance into laser processing. The OPTIPLEX 3015 NEO 12kW automatically adjusts beam diameter to accommodate the cutting of various materials and thicknesses and is equipped with beam shaping technology which controls where the power density of the laser beam is concentrated.
The final UK debut will be the new MAZATROL DX which extends the functionality of Mazak’s widely popular PC-based SmoothCAM Ai software. MAZATROL DX provides customers with valuable new capabilities to further optimise production with rapid and automatic quotations and machine process analysis and optimisation.

The Mazak stand will also exhibit the latest INTEGREX technology, the i-200H S and the QUICK TURN 250 MSY equipped with a TA robot for increased productivity. Visitors can also view first-hand the productivity gains from connected machines through Mazak iCONNECT.
Alan Mucklow, Managing Director UK, Eire and National Distributors at Yamazaki Mazak, commented: “MACH is the flagship machining event of 2024, and we will be bringing a range of new and UK-built machines that can enable machine users to access the technology to give them an immediate boost to productivity and profitability.
“We have significantly invested in our own UK manufacturing facilities in Worcester in recent years to develop and manufacture a range of machines now available on short lead times and with highly competitive and innovative finance packages.”
- Versatile workholding ensures productivity and precision
TecnAir designs and manufactures an extensive variety of pneumatic cylinders, valve assemblies, linear drives, handling equipment, controls and other products. Located in Shipley, the company’s products are used for the assembly of standard and special automation solutions worldwide, predominantly in the transport, semiconductor, railway, marine and off-shore automotive industries.
Characterising this activity above all else is the large amount of metal cutting involved in machining the parts, as well as the extreme accuracy to which they must be machined. To this end, since the early 2000s the manufacturer has entrusted component clamping on its machining centres to Chick workholding products, manufactured in the US and supplied through sole UK agent 1st Machine Tool Accessories.

Steve Watson, CNC Operations Manager at TecnAir advised: “The accuracy of the sliding surfaces is critical on many of our components, so tolerances down to single-figure microns must be held to ensure they can perform many millions of cycles faultlessly. Similarly, the finish on ground, polished or roller-burnished sealing faces has to be very high, so the flatness and roughness of milled surfaces must be excellent to allow the low Ra values to be achieved as quickly as possible.”
“Fixturing is crucial, as any movement or vibration cannot be tolerated. Chick products have underpinned the required level of accuracy in our factory for the past couple of decades and continue to do so. Not only is rigid workholding ensured, which incidentally also prolongs tool life, but a high level of interchangeability of the various Chick clamping units also helps to minimise investment in the equipment.”
Monthly quantities are machined in batches of from 200 to 2,000 for TecnAir’s products, which account for 80% of turnover. Many thousands of component variants are involved, which are manufactured over a double shift pattern, five days a week plus at weekends if necessary. The remainder of throughput is subcontract design and production of parts for other companies, which involves machining anything from one-offs to a couple of hundred components.

Supporting the prismatic machining operations on the shop floor are 15 Chick QwikLOK units, which are used on five vertical machining centres (VMCs), three from HAAS and two from Yamazaki Mazak. Six of the units are dedicated to pendulum machining of relatively short pneumatic cylinder bodies from aluminium extrusion in three operations – rear-end cap machining, front-end cap machining and inlet and outlet port machining on a Mazak VTC-530. The resulting high-density workholding has the effect of maximising the use of the available machining area and reducing the overall number of tool changes needed for machining the components.
In addition, there are 11 MultiLOK towers deployed across three twin-pallet, 4-axis, horizontal machining centres (HMCs). They are a stand-alone Doosan HC400 and two Mazak HCN-4000s linked by a Palletech automated storage and retrieval system for 16 machine pallets. Materials processed are mainly aluminium and stainless steel, plus some brass, with castings accounting for 30% of throughput while the remainder is produced from either billet or extrusion.

The QwikLOKs use three jaws to secure two workpieces simultaneously against a fixed central jaw by turning a single handle, in contrast to a traditional vice that is only able to clamp a single part. Opposing forces are cancelled and a reliable reference point is provided for machining. The Chick jaws create a pull-down action when they close, ensuring rigid workholding. On every face of each four-sided MultiLOK tower, according to the size of the component to be fixtured, there is either a single-station or a dual-station jaw set. These employ Chick’s proprietary QwikChange snap-on/snap-off interface. Round and diamond pins in two bushed locating holes provide high clamping repeatability, leading to consistency of machining from one batch to the next.
Ideally, for maximum productivity and extended periods of unattended machining, components are set up on all four faces of a Multi-Lok. However, there are occasions when only two or three faces are employed, such as if components are longer than the tower width and overhang one or both sides.
Alternatively, instead of a jaw set, an aluminium faceplate can be snapped in seconds onto the QwikChange interface on any side of the towers. The repeatability of location is within microns, providing what is essentially a zero-point pallet exchange system. The faceplate is pre-machined and may incorporate other workholding devices to configure bespoke fixturing arrangements for securing awkwardly shaped and/or multiple components quickly in a single set-up.

The decision to invest in a faceplate depends on the number of components to be produced and the frequency with which batches repeat. At TecnAir, a couple of dozen machined faceplates are stored for suitable jobs. An additional advantage of this approach is that workpieces can be fixtured offline, away from the machine tool, maximising its spindle uptime.
It is similarly possible to put a faceplate onto a QwikLOK on a VMC if an application warrants it. Moreover, based on similar considerations regarding quantities of components involved and frequency of production, bespoke machined soft jaws can be held for use on the QwikLOKs to hold securely workpieces of difficult shape, often in multiples, such as round components that would tend to spin in a normal hard jaw set.
Mitutoyo to showcase automation and new CMM
Celebrating 90 years of innovation, Mitutoyo will exhibit a range of metrology solutions at this year’s MACH show at the NEC in Birmingham on Stand 418 in Hall 18. Launching a new CMM alongside metrology automation within a production environment, industry specialists and live demonstrations will be available throughout the week.
Making a debut at MACH will be the new STRATO-Active CMM. This high-precision CNC CMM has been designed to provide top scanning performance with high accuracy measuring, ready for touch trigger probe, scanning probe, and optical probe including laser scanner probe. Alongside this will be automation for the Roundform products. The Roundtracer Flash at MACH will be paired with a FANUC CRX Cobot that will create a side-by-side 2D image architecture that is twice as fast as traditional linear scanning solutions. With the capability to measure parts up to 300mm in length without a vertical sensor or part movement, it’s a game-changer in precision measurement.

There will also be an appearance at MACH for the Ko-Ga-Me. This compact, in-line/near-line automated 3D CNC CMM is adaptable to almost any manufacturing process. Its versatility enables use in stand-alone applications or seamless integration into production cells. Another crowd pleaser will be the CMM’s and Vision Automation systems. Here, specialist division MGT (Mitutoyo Gauging Technology) will showcase an automation system combining the latest shopfloor CMM technology and an advanced Quick Vison Measuring System.
Additionally, Mitutoyo will also be running a Spring Promotion which promises to offer significant savings on a range of high-quality hand tools, from callipers and micrometers to height gauges and bore gauges. MACH 2024 runs from 15th to 19th of April at the NEC, Birmingham, so don’t miss this opportunity to see live demonstrations and engage with industry experts who are shaping the future of manufacturing.

“MACH is a well-known industry event and we’re proud to continue showcasing our products and services. Our metrology specialists will be on-hand to assist with enquiries and offer product demonstrations – come and join us for this exciting week” Chris Pullen, Sales Manager at Mitutoyo.
Lantek brings ‘Expert’ suite to ‘Nest’ at MACH
Lantek, the specialist in sheet metal CAD/CAM and ERP software will be exhibiting its latest software at MACH 2024 in Hall 17 Stand 319 from 15th to 19th April.
Flexibility is one of the major improvements in Lantek Expert, making it easy to move nests of parts between different machines as production requirements dynamically change without the need for manual adjustments. New is the Assembly 2 Nesting software. Here, customers can import a complete 3D model assembly of parts. These are individually sorted and unfolded in the Lantek software, nested and then cut in the shortest possible time, without the user needing their own CAD system to do 3D model manipulation.

For tube and pipe work, Lantek Flex3D has seen some fundamental changes which reduce execution times. The software also helps eliminate collisions through hole destruction technology and aims for a ‘no scrap’ target with micro joints connecting parts to use up every bit of the tube material.
Lantek’s Machine Connectivity makes it possible to directly connect to different machines, gathering information from the machine automatically. This data is fed into the Lantek Control Panel app which provides a cloud-based interface to monitor the cutting machine state irrespective of its type or technology, without operator intervention, in real-time. The app can be accessed on a tablet or mobile device so that the collected and merged data can be viewed by managers giving them a real-time overview of the complete production process and manufacturing facility. The app also displays utilisation rates so that free capacity can be allocated and, gives warnings when unexpected events occur, so that remedial action can be taken without delay.
Adam Ball, Solutions Sales Manager for Lantek UK says: “This technology is particularly useful for companies that use a mix of different cutting technologies such as punching, laser or waterjet from different manufacturers. The real-time feedback will lead to significant productivity improvements, avoiding errors, and cost overruns and will optimise the use of available machine capacity.”
Lantek Integra ERP
The power of the Lantek software is in the way in which it is integrated into the overall manufacturing and management processes within a sheet metal company. Accurate and fast quotations directly impact the levels of business won. Lantek has the tools to minimise the work involved in creating quotations, using stored, calculated and historic data on material prices, operation times and material usage with products including iQuoting, Assembly 2 Nest and Lantek Expert.

During production, Lantek Integra products including Lantek MES and Lantek WOS keep track of and monitor stock levels, material availability, capacity, delivery times and costs against targets, optimising the efficiency of the manufacturing process. The new Machine Connectivity tools further increase the accuracy, efficiency and automation of every aspect of this process.
Over 35 years of development have been put into optimising the software to exactly suit sheet metal manufacture, giving Lantek the skills, knowledge and capability to maximise the efficiency and profitability of manufacturers.
Southern Manufacturing returns next month
From 6th to 8th February 2024, thousands of visitors will stream through the doors of the Farnborough International Exhibition & Conference Centre, where once again Southern Manufacturing & Electronics will host hundreds of firms offering products and services to manufacturers from all over the UK, Ireland and beyond. It is one of the most important and comprehensive engineering trade fairs in the calendar and the forthcoming show will set the record for the largest ever number of overseas exhibitors.
Since it all started in 1997 as a small, regional event, this annual celebration of all things engineering – both mechanical and electronic has grown into an expo of international importance, attracting exhibitors from all over the world. An interesting facet of the way the show is laid out is that, although the various technologies and industries covered are diverse, there are no physical barriers between the areas. This allows cross-over between the different engineering disciplines. Visitors say this is one of the show’s main attractions, as it often leads to the discovery of companies that would not normally be found. Technology Trails grouping firms having expertise in particular areas help to guide visitors around the aisles.
The event attracts big-name manufacturers, but it is also very accessible to SMEs. The show organisers operate a policy of open access, discouraging larger firms from dominating the space. The mixture of firms of various sizes operating in different disciplines gives the show a vibrant atmosphere that encourages an exchange of ideas and forges long-term business relationships.
For visitors, it is the ideal venue to address multiple purchasing requirements quickly. It is the place to see all the latest in machine tools, tooling and workholding, additive manufacturing options and related consumables, plus test, measurement and inspection equipment. There will be companies selling these solutions and others already operating them that will be offering an extensive range of subcontract manufacturing services.
Mechanical, electrical, electronic, electro-mechanical, hydraulic and pneumatic components, assemblies and technologies will be everywhere. A myriad of firms will offer plastic injection and rubber mouldings, sensors, drives, rotary encoders and linear scales, fasteners, pressings, wire forms, springs, gaskets, and more. Other items to be promoted will encompass business and manufacturing software, production and planning aids, oil and coolant supply, waste removal and recycling, and freight services. To maintain high standards of cleanliness and order in factories, other companies will have equipment for dust and fume extraction and humidity control, and there will be workplace storage systems, bespoke case and foam manufacture and plastic packaging to keep things tidy.

Automation will be prevalent, driven by a skills shortage across Britain and indeed the whole of Europe. Manufacturing is struggling to recover from problems caused by Covid, supply chain disruptions, soaring energy costs and higher taxation. Consequently, many exhibitors will be showing solutions that will raise profitability and lower costs, such as Industry 4.0, end-to-end digitalisation, robot and cobot machine tending and other types of automation. Additionally, there will be renewed interest in the reshoring of production.
Alongside the exhibition and demonstration areas, there will be a programme of free technical seminars. The seminars will give visitors and exhibitors alike valuable learning opportunities, with a particular focus on the technical, managerial and environmental issues facing manufacturers today. Presentations will include advice for small manufacturers looking to improve their relationship with customers, how to enhance a sales team’s performance, CE and UKCA marking compliance, digital process management, sustainable practices in manufacturing, and skills training.
Southern Manufacturing & Electronics co-locates every year with AutoAero, a specialist theme within the exhibition devoted to aerospace and automotive engineering. Admission is free of charge.
More information and tickets are available from: www.industrysouth.co.uk
FGP Turbo’s through complex work with Mastercam
Made up of three main companies, the FGP Group is a specialist Tier 1 subcontractor that provides services from design and manufacturing to surface coating, heat treatment, assembly, inspection, testing and more. As one of the three companies in the group, FGP Systems Ltd typically produces prismatic components for the aerospace industry – it is here that the company utilises Mastercam CAM software.

Founded more than 45 years ago, the company bought its first 5-axis machine, a DMG MORI DMU 50 eVolution over 20 years ago – and 3 and 5-axis machining has since become the backbone of the Yeovil-based business. The company produces a vast array of components for aircraft and helicopters such as valve bodies, actuation parts and service components – with complex turbines increasingly becoming the mainstay of production on the shop floor.
Simon Griffiths-Hughes from FGP Systems Ltd says: “If we look back over 20 years ago, we had to stay competitive and to do that back then, the buzzword was 5-axis machining. We knew that was the future, so we decided to buy our first 5-axis machine. Our work is five-sided prismatic machining and we needed 5-axis machines to accommodate that. Since then, we have taken on more work like turbines – now we do a lot of turbines in various shapes and sizes.”
Discussing the complexities of machining turbines, Simon continues: “The complexity lies within the programming. A turbine, depending on its complexity has main blades and multiple splitter blades. This requires a lot of programming time and you must have safe and repeatable programming and machining strategies. To support what was the new 5-axis investment 20 years ago, we needed a CAM package to support that, and we chose Mastercam. We did our due diligence and went through a couple of CAM providers, but Mastercam were offering the full support we needed for full simultaneous 5-axis machining. We took the plunge straight into full simultaneous 5-axis machining from the off, and Mastercam was able to support us through that period.”
Alluding to the challenge of taking on both 5-axis machining and a new CAM system, Simon says: “At the time, we just had to get on with it, but the support from machine tool provider and Mastercam seemed to work very well – and this has grown with us as we have added to that portfolio of machines. We now have 15 5-axis machines with a total of 63 CNC machines across two sites, business has grown considerably down the years.”
Looking at how the workload has changed at Somerset-based FGP Systems Ltd, Simon adds: “If we look back 10 years ago, a customer came to us with the need to machine turbines of all different sizes and types. This ranged from scroll turbines and progressed to axial fans. The majority of those turbines at the time were cast and we were very keen to go to a billet solution, which makes it easier for us to start the process. The raw material yield from the casting is notoriously bad and if we go to billet form, it is far easier for us to work on that immediately to get a better yield and reduce cycle times. Once we machine the turbines, we can test them on-site with a spin test of over 100,000rpm.”

For the parts to perform, they have to be manufactured with impeccable precision. As Simon adds: “To get these turbines up to speed, they have to be balanced to within micrograms. If you look at a cast variant, it is very difficult and time-consuming to manufacture and balance with precision. The machining strategies we use on our CAM package, enable us to create a machining solution for titanium or aluminium turbines – and then migrate that solution across to the next turbine. The quality of our turbines is a cornerstone of what FGP Systems is about, and the CAM solution and machining strategies help with this.”

“Since we on-boarded ‘blade expert’ through Mastercam, that has taken our off-line programming time down from multiple days or even multiple weeks for complex multi-splitter turbines, down to just an afternoon’s work. It really is that simple to use. What this gives our business is improved turnaround times. The customers are always demanding shorter and shorter lead times. If we can off-line program a turbine in an afternoon rather than a couple of days – that is perfect for our business,” concludes Simon.
Ready for ‘Lift-off’ with OPEN MIND
As the name would suggest, Hill Helicopters is a manufacturer of luxury light helicopters. Since its inception, the company has been on a fascinating journey that is seeing the team of 80+ engineers develop and manufacture a complete aircraft from the ground up. To achieve this, the Rugeley manufacturer has enlisted the support of leading manufacturers from the sphere of machine tools, cutting tools and ancillary equipment. When the company needed industry-leading CAD/CAM technology that is trusted by the aerospace industry, it turned to OPEN MIND Technologies and its groundbreaking hyperMILL CAM suite.

Discussing the foundation blocks of the Staffordshire manufacturer, Company Founder, Chairman and Chief Engineer at Hill Helicopters, Dr Jason Hill says: “Hill Helicopters are designers, developers and manufacturers of the HX50 5-seat turbine light helicopter. We are actually bringing light helicopter manufacturing back to the UK for the first time in 50 years. To sell an effective general aviation light helicopter, you really have to match the price point with high-end supercars. To do that, you really can’t turn to the existing aerospace supply chain. So, we’ve had to develop a vertically integrated manufacturing strategy where we manufacture everything in-house from scratch.”
Commenting on how the company has achieved this, Dr Jason Hill adds: “We have developed the entire machining capability and the whole composite capability – for a whole aircraft, transmission system and the gas turbine engine. That has been an enormous undertaking. We have a group of technology partners that have essentially helped us to drag ourselves up the learning curve. This has enabled us to physically machine parts, cast parts and make composite components. OPEN MIND Technologies and hyperMILL have been an instrumental knowledge and support partner in enabling us to program and manufacture complex machined components in a wide variety of materials.”
Discussing the start of the relationship between Hill Helicopters and OPEN MIND Technologies UK, Justin Talboys-Cotton from OPEN MIND Technologies UK says: “We were initially invited by Hill Helicopters to look at their compressor wheel, which is effectively an impeller. It was a very challenging component with very small gaps. It was a challenge they gave us, but from that point on, there has been a wide variety of parts the company wants to make. From there, the relationship has grown and as Hill Helicopters have bought more equipment and machine tools, they have increased their usage of hyperMILL. Being invited into Hill helicopters at such an early stage – before machines and programmers were here, it has been really exciting to be part of this helicopter development programme and watching it grow.”
The company is fast approaching 1,000 sales with 943 aircraft pre-ordered for delivery to 67 countries at present. It is currently looking to invest in a new facility to accommodate its growth, and every month new milestones are being reached in bringing the project to rapid fruition. Hill Helicopters has pioneered a new approach to delivering and supporting safe, exciting luxury private aircraft ownership at an affordable price, calling the new concept ‘General Aviation 2.0’. General Aviation 2.0 (GA 2.0) is what Hill Helicopters calls an ‘end-to-end ownership experience’ that is entirely customer-focused.

It begins with a ground-up modern aircraft design while simultaneously meeting or exceeding the latest EASA and FAA airworthiness requirements. Beyond this, GA 2.0 also provides an all-new, safe and fully supported ownership experience. These factors ensure the new aircraft delivers low operating costs and maintains a stable high resale value, making personal helicopter ownership more attainable than ever before. As an aircraft, the Hill GT50 engine is a 400hp unit with a take-off power of 440hp to 10,000ft, a cruise speed of 140kts and a maximum range of 700nm. The company is also manufacturing a commercial variant, the HC50. The differences between the HC50 and HX50 are price, time to market and customer participation in the HX50 manufacture.
Commenting upon the current stage of development, Dr Jason Hill says: “Fundamentally, at this stage, our sole objective is to get through the development of parts and sub-systems as fast as possible. Pretty much everything we do on every single machine here is a first-off, a one-off. So, we must manage the risk of programmer error or machine crashes as we are going through these development phases at pace. The Virtual Machine capability within OPEN MIND is absolutely crucial to us being able to do that with minimum risk and the maximum confidence possible – as quickly as possible.”
Justin Talboys-Cotton from OPEN MIND adds: “Virtual Machine optimiser on the gantry mill is ensuring that the customer covers things like rewinding automatically. As a programmer, this means you program as normal even though the machine is complex. Having the hyperMILL Digital Twin set up and Optimizer, we automatically ensure the processes are collision-free and it can run within the machining envelope comfortably. I believe the main aim here in regards to being efficient, is managing lots of parts and lots of design changes that are involved with the components passing through the process chain for the first time. hyperMILL is enabling Hill Helicopters to really optimise their programs, first of all as prove-out for ‘fit for function’ but also to make sure the parts are going to be valid for the production environment as well.”
Adding to this, Dr Jason Hill comments: “We program milling and turning with hyperMILL and it is absolutely instrumental for us to be able to rapidly develop literally, hundreds of complex components in a wide variety of materials to extremely tight tolerances.”

Concluding on the project, Dr Jason Hill says: “I have been dreaming about making this helicopter since I was a little boy, so to find myself 44 years later in a position where this thing is becoming physical and becoming real, where we are not far from actually flying – it is an amazing experience. I think the day-to-day requirements of building a helicopter and a jet engine from scratch is extremely demanding. However, seeing the joy in our staff and our 943 customers who are seeing this thing become real and taking its first baby steps into flight, more than offset that. It’s a journey that has definitely been worth it.”
Cutting the chatter
Productive Machines is on a mission to provide a 15-minute turnaround from receiving data on its cloud-based, artificial intelligence platform to delivering a click-and-play machining protocol that enables manufacturers to machine the best part, faster, first time. John Yates talks to the spin-out team whose software-as-a-service is driving step changes in productivity and sustainability.
Walking along the second-floor corridor to the Productive Machines’ workspace in the AMP Technology Centre, Rotherham, Dr Erdem Ozturk stops to look through the window at the Rolls-Royce Factory of the Future, whose 3,000sq/m of machining workshops were his research and development laboratory for more than a decade.
Erdem led the Advanced Manufacturing Research Centre’s brilliant Machining Dynamics Technology Group, which grew in the innovation environment enabled by Dr Sam Turner and AMRC co-founder Professor Keith Ridgway which propelled the Factory of the Future to global leader in aerospace milling.
Their success was achieved by adapting and refining the fiendishly complex mathematical models of machining research pioneers like Franz Koenigsberger and Jiri Tlusty whose ideas were turned into game-changing operational manufacturing methods by their former students, and now professors in their own right, Yusuf Altintas, Scott Smith and Tom Delio.
Perhaps the AMRC’s biggest success came in 2014 when they applied these theoretical models to vibration control, cutting tool design, and residual stress management in a SAMULET project that was to revolutionise the manufacturing of Rolls-Royce aero-engine discs and shaft components.
The improvements in quality, alongside the time and cost savings achieved in the manufacture of the fan disc, have become folklore in the AMRC and the close-knit aerospace manufacturing community: a 50% reduction in cycle times and right-first-time production rates rising from 85% to over 99%. Coupled with cost-savings of £135m, this made UK jet engine production globally competitive, safeguarding 400 high-value-added jobs and unlocking a £300m investment in a North East plant.

Not content with this success, Erdem and his AMRC team, along with European partners, began harnessing the power of information technology to push the boundaries of the possible, creating state-of-the-art digital twins that combined machine tool dynamics, control loops, tool-path generation and machining processes, to boost productivity, extend tool life and eliminate chatter.
Productive Machines traces its lineage back to this remarkable pedigree. Formed in 2021, shortly before joining an elite group of start-ups on the ATI Boeing Accelerator programme – over 200 applicants from 44 countries were whittled down to just ten – the business was explicit from the start in its mission to maximise the productivity and sustainability of machine tools.
“We are using our unique digital twin to simulate millions of combinations of machine settings to arrive at the optimum feed rate and spindle speed settings for a given process before manufacturing. This eliminates chatter vibrations and provides machining optimisation, preventative maintenance and part quality that may not be achieved by a human operator even with years of continuous improvement,” says Erdem, who now leads a growing international team of machining physics developers and software engineers from their base in the heart of South Yorkshire’s Advanced Manufacturing Innovation District.
Having raised a cumulative £3m investment, the company launched its Feed Rate Calculator and Spindle Speed Calculator apps in October and November last year respectively. This was followed by an early access programme for a predictive maintenance service for spindle health monitoring in December.
In the next few months, they will be launching the fully automated cloud based system that achieves a 15-minute turnaround from receiving data on its artificial intelligence platform to delivering a click-and-play machining protocol that enables manufacturers to machine the best part, faster, first time.
“We saw there was a massive opportunity to turn our cutting-edge technology into a simple, straightforward Software as a Service (SaaS) product,” Erdem adds. “Using artificial intelligence and digital twins of the milling process, we can identify vibration-free parameters and automatically personalise the process to eliminate chatter. This opens up a future where cutting optimisation technology is accessible to all, regardless of the scale of operation”
One early client, Yorkshire headquartered Ficep UK, a leading supplier of structural steel and plate fabrication machine tools, has seen process productivity increase by 110%, with cycle times cut by 53% while reducing the magnitude of vibrations five times.

Other clients report reductions in machining design and set-up times of 20%; cycle times reduced between ten to more than 50%; operational and maintenance costs cut by 25%; and cutting tool costs reduced by 11%
An additional benefit of this software-as-a-service is the way it can dramatically reduce manufacturers’ carbon footprint. “By finally solving the age-old and frustrating problem of machine tool chatter, we calculate that our technology could save a staggering 2.5 gigatonnes of carbon dioxide emissions between now and 2050,” Erdem says. To put this into perspective, 2.5 gigatonnes is equivalent to the UK’s total carbon emissions – every factory, fire, car, flight and light – for six years.
While work continues in developing and refining the AI platform for launch in the spring, it’s fascinating to learn that an essential piece of kit in this operation is one of the oldest in the toolbox: the tap test. Used in aerospace engineering since the 1950s, the tap test relies on simple physics: the kinetic impulse of a hammer strike dissipated as vibration and sound.
However, where traditional tap testing relied on skilled individuals to interpret the sounds made by the struck object, such as a machine tool, today’s digital tap tests are much more sophisticated and precise. Instead of transmitting vibration responses to the ear as an acoustic sound wave, a digital tap hammer sends the vibration response as data to a computer for recording and analysis.
Specialist software then calculates the precise frequency response from those vibrations, considering parameters like the frequency, amplitude, and decay rate of the vibrations, and enables an exact analysis of that tool’s unique characteristics and condition.
From its origins, the age-old practice of tap testing has not only endured but has evolved into an even more powerful tool in the era of smart manufacturing, becoming a critical component of quality control, material characterisation, structural health monitoring.
“Digital tap testing, enhanced by AI, is ushering in a new era of precision and efficiency in manufacturing. It empowers manufacturers to optimise machine tool performance, reduce waste, and enhance product quality. It is democratising condition-monitoring and predictive maintenance, enabling even small-scale operators to benefit from data-driven technologies without costly investments in sensors or infrastructure,” Erdem added.
Although focused on the future, Erdem is also a keen student of machining history and one of his go-to authors is the American Quaker Frederick Taylor, best known for bringing the ‘scientific method’ to the early factory system making it more efficient and productive.
Taylor also wrote a book On the Art of Cutting Metals, published in 1907, which identified “chatter as the most obscure and delicate of all problems facing the machinist – probably no rules or formulae can be devised which will accurately guide the machinist in taking maximum cuts and speeds possible without producing chatter.”
Erdem smiles and says Taylor was absolutely right. “There were no formulae available to predict chatter vibrations until 1954 when Tlusty was able to formulate the absolute stability limit for chip width for turning operations. That meant if the process planner selected a chip width smaller than this limit, the process would be stable and there would not be chatter vibrations irrespective of the spindle speed used.”
Seventy years on since the formulation of Tlusty’s law for the identification of chatter stability lobes in turning processes, the Productive Machines team are coming very close to proving Frederick Taylor wrong by accurately guiding the machinist in making maximum cuts and speeds possible without producing chatter for machining processes.
That, I suspect, matters as much to this team as turning a profit.
It would certainly delight Keith Ridgway: “If I were starting the AMRC today, it would not be by constructing a huge machining research facility. It would be by harnessing the power of artificial intelligence, cloud-based data analytics and digital twins. Productive Machines are blazing that trail today from a small office on the very site where we set out on our journey.”
CERATIZIT adds more value
Addmore Engineering Ltd supplies high-precision parts to the automotive, medical, oil and gas industries, and what started from a barn in Watford is now a company that employs 48 skilled machinists and runs 24 hours a day.
Frank Vasquez started the Bedford company decades ago with two sliding-head machines, quickly building a solid reputation for the high-precision parts he was producing. Specialising in highly precise and intricately machined parts, Addmore turned to CERATIZIT over 20 years ago to help with their complex component and tooling needs. Regularly visited by an Applications Sales Engineer and a Technical Sales Engineer from CERATIZIT, a strong working relationship has been built over the years, which has had a profoundly positive impact.
Whilst many of CERATIZIT’s inserts have been used by the company for such a long time that they have become machining staples, a recent switch to CERATIZIT’s Pentron Drill was made to increase tool life and save money on tool-replacement costs. The tool Addmore were using previously was the 2XD 46mm diameter C900 from CERATIZIT. Although this tool was completing the job, the inserts were getting pick-up and sticking to chips. After adjusting the cutting data to try and solve these problems, CERATIZIT suggested that Addmore try a Pentron drill on this machine.
Immediate benefits were seen from using CERATIZIT’s 2XD 46mm KUB Pentron drill. Whereas the previous drill had an insert life of between 55 to 75 parts per edge, the Pentron drill increased this to 120+ parts per edge, an improvement of more than 50%. Shaun Thornton, Technical Manager for CERATIZIT UK, explains that: “This improvement is down to CERATIZIT’s SOGX 03 geometry and BK8430 coating in combination with the Pentron Drill. This specialist coating minimises chip-sticking and increases swarf evacuation due to its optimised flutes.”
As well as the cost-saving benefits which come from the extended insert life of the Pentron drill, switching to this insert also meant that machine cycle time was reduced by 10%, allowing for more parts to be machined per day. Addmore also has CERATIZIT vending machines on-site that allow them to access new tools as and when needed. This enables 24-hour access to tooling and parts to prevent machine stoppages.

As a family business, Ben Vasquez joined the company when he was 17 years old and has since gained the same level of expertise that his father was known for. Once Frank stepped down as Managing Director, Ben took over his role and has been running Addmore ever since.
Ben says: “I don’t want to look through a brochure and guess what the best solution would be. I want to talk to someone who understands what I need and recommends to me, then and there, the right tool for the job. This is where Drew and Warren have been outstanding. I know I can pick up the phone and speak to them if I have any problems. If these problems require tooling to solve them, then these are delivered the next day.”
As a company that is growing, the future looks bright for Addmore Engineering Ltd. With 42 CNC machines, many of which are running 24 hours a day, the company continues to carry out the work that was started decades ago by Frank Vasques. Honouring his legacy, and even though Addmore is now a significantly larger operation than what Frank started with two machines in an old barn, it is clear to see that a passion for precision still goes into every part that is machined.
Innovation never stops
Where Innovation Never Stops! is the slogan that appears on the walls of the production facilities at ISCAR headquarters and has been synonymous with the company for several decades. The Covid-19 pandemic did not interrupt the innovation process, and between 2020-2021 ISCAR introduced the NEOLOGIQ marketing campaign comprised of advanced cutting tools and tooling solutions for modern metalworking.
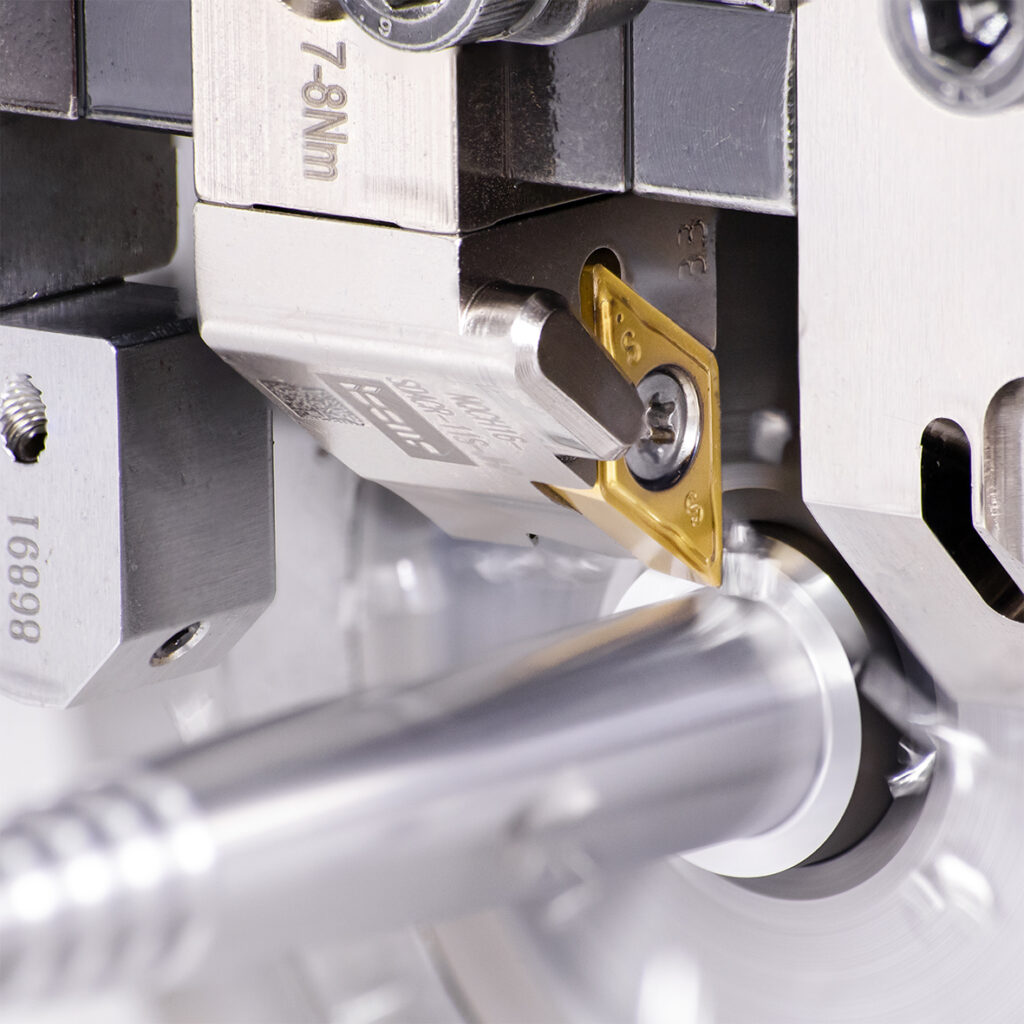
Significant changes in manufacturing, such as intensive digitising, the shift to electric drive in the automotive industry, and growing precise workpiece fabrication, have emerged with new demands for cutting tools. Notwithstanding, the accelerated pace of changes sharpens the demands and requires more ISCAR NEOLOGIQ products that answer to modern-age machining.
The CHAM-IQ-DRILL family of assembled drills that mount exchangeable carbide heads, is now upgraded with new heads in the diameter range of 33 to 40mm. These heads can be mounted on any drill possessing the appropriate pocket size. The main feature of the new heads is a multifunctional cutting geometry, which enables effective drilling of various materials such as steel, stainless steel, heat-resistant special alloys, and titanium – assuring hole precision within IT10-IT9 accuracy grades.
The ISCAR LOGIQ-3-CHAM is also based on the concept of exchangeable carbide heads with 3 flutes for improved productivity. This is now supplemented by new carbide heads for achieving a nearly flat bottom hole. Flat bottom holes are necessary for screw head sockets, spring seats, washer ports and more. The heads ensure drilling up to an 8XD ratio without a pre-hole. The new design facilitates generating holes with a nearly flat bottom by use of a single pass. The heads are mounted on existing LOGIQ-3-CHAM tools that significantly expand the application range of the family and reduce inventory costs.

So, how do you increase the drilling depth? Use a longer drill?
The MODUDRILL family of modular drills with replaceable carbide heads carry indexable inserts and provide an alternative solution. Mounting an exchangeable extension holder on a drill body increases the drilling depth by an additional 200mm when machining holes in a diameter range of 33 to 40mm.
Key aspects in turning
A modular tool concept is the way to reach high versatility. NEOSWISS is a new tool system with quick-change heads that follows this concept. The system is suitable for turning, parting, grooving, and threading applications. By use of a high-clamping-force mechanism, the heads are mounted on a toolholder. The mechanism provides an accurate cutting-edge position each time and utilises high-position repeatability. The system intended mainly for Swiss-type machines enables the removal of heads and replacement inserts within the tight confines of CNC machining centres.
ISCAR has developed a new lever dual lock securing mechanism for improved clamping rigidity intended for ISO turning inserts. The new design, referred to as the
The LOGIQ-F-GRIP features a new highly advanced tool family for parting solutions. The central component is a robust tool block that mounts on a 4-pocket adapter. There are cases when the rib, a reinforcement element of the block, interferes and prevents clamping the block on typical turret positions. NEOLOGIQ overcomes this problem by providing additional blocks with the rib placed on the alternative side of the block. The revolutionary LOGIQ-F-GRIP parting system was designed to achieve extra stability and vibration-resistant high-productivity parting and grooving operations. The highly engineered LOGIQFGRIP is an assembled tool block that comprises a durable holder and a high-stiffness quad blade with pockets for mounting inserts.
The NEODO S890 is a family of 90° indexable face mills for rough and semi-finishing operations. The mills mount durable square double-sided inserts with 8 cutting edges. NEODO S890 facilitates face and square shoulder milling while providing an additional option for milling close to shoulders where there are workpieces or work holding fixture constraints. ISCAR customers have requested additional corner radii and tool diameters, therefore, this tool family was expanded with additional pressed-to-size inserts with a 0.8 mm corner radius and cutters in diameters 32 and 25mm including endmill design configurations.
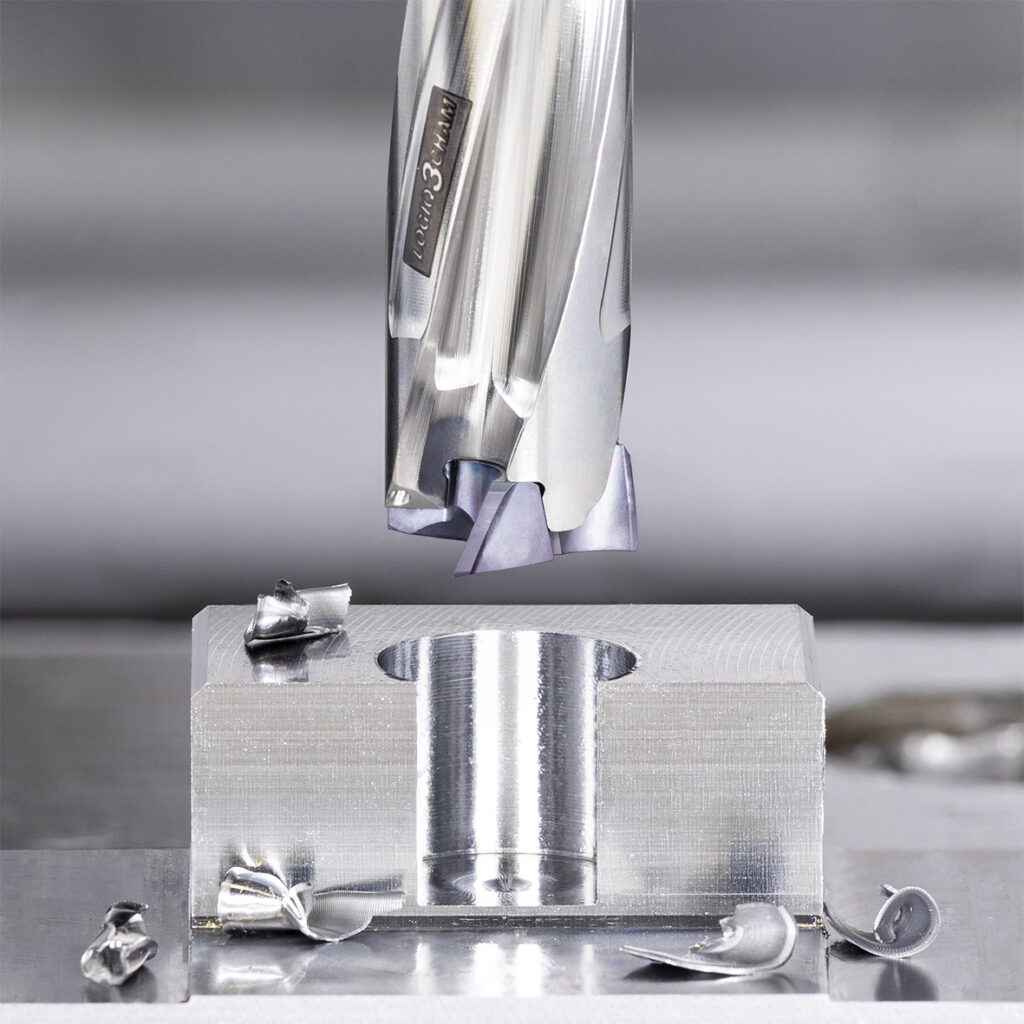
Upgrading toolholders
The ISCAR SPINJET family of coolant-driven high-speed compact spindles for small-diameter tools is intended to upgrade existing machines to high-speed performers. It is now supplemented with the Micro 90 intended for miniature rotating tools in milling, drilling, countersinking, thread milling, engraving, chamfering and deburring operations. Micro 90, made of a solid titanium shell and assembled from only six parts, enables rotating velocities that range from 35000 to 53000rpm while the main machine spindle remains idle.
The chuck thickness is a factor that limits the working space of a tool. This factor often causes an increase in the tool overhang to reach a machined surface. A novelty in X-STREAM, a family of thermal shrink toolholders, is a series of slim design chucks to eliminate such a restriction. The new chucks follow ISCAR’s coolant jet channel technology providing direct coolant supply to the tool cutting edge.

Changes in metalworking technology place new demands on cutting tools. To meet these demands, cutting tool manufacturers develop new products to ensure increased performance. The industries’ response to the products sprouts new requirements.
Toolmaker dives into cost savings with Guhring
As a family-run business, Canterbury Tools Ltd has been involved in the design and manufacture of press tools since it was established almost 50 years ago. To optimise the production of specialist press tools, the Wallsall subcontract manufacturer utilises wire EDM machines from Sodick, machine tools from Hurco and cutting tools supplied by Birmingham-based Guhring.

The West Midlands manufacturer specialises in the production of single operation tools, progression tools, transfer tools, as well as components and assemblies for automated and robotic processes in sectors as diverse as the agricultural and construction industries through to the medical, IT, aerospace and automotive sectors. To retain an industry-leading position, the ISO: 9001 manufacturer is always looking for opportunities to accelerate performance and productivity – and it is this determination to succeed that led the company to Guhring.
At Canterbury Tools, the company utilises a selection of 3-axis machines from small capacity to 3m bed machines as well as simultaneous 5-axis machining. Discussing the daily operation of the business, Josh Bennett, the Operations Team Leader at Canterbury Tools says: “We pride ourselves on manufacturing high-quality press tooling and this includes everything from single operation to progression tools and small fine blanking work to automotive tooling. Press tools can be quite complicated projects, so we use a lot of different machine tools – and as technology has advanced, what was once done on manual machine tools is now moved to CNC machines.”
The company machines a lot of challenging materials that can rapidly erode tool life and profit margins if the correct tools are not selected. Alluding to this, Josh says: “We take massive pride in what we use in terms of cutting tools, as we have to cut very tough material daily. This means the tool life does make a difference. We do not cut materials like your everyday mild steel and aluminium where you can get away with using the same tools for a long time. When you are cutting things like D2 tool steel and running intricate forms with a high material removal rate, you really can burn through tools quite quickly.”

Alluding to how Canterbury Tools founded its relationship with Guhring, Josh continues: “We were introduced to Guhring at the MACH 2022 exhibition. We have always prided ourselves on being at the forefront when it comes to cutting tools. It is an ever-evolving industry, so you have to keep up with the technology. When we spoke to Guhring at MACH, they made promises that we have heard from many other cutting tool companies in the past. Guhring told us things like ‘We will improve your tool life’, ‘We’ll cut your tooling costs’ and ‘We’ll improve your material removal rates’. At the time, we were in the market to improve upon what we were doing and we thought we were already using very good cutters – but as always, were open to be proven wrong.”
Proving a Point
Discussing the first tool that Canterbury used from Guhring, Josh continues: “The first Guhring tool was the Diver Series of end mills. Guhring told us that it was the ideal tool for our applications and everyday use. We trialled the Guhring Diver against the tools we were using at the time. To our surprise, they annihilated the performance of the apparently high-end tooling that we were using at the time.”
“We found a 3X increase in performance compared to what our existing tools were doing. This was a massive surprise to our management team, the accountants who deal with the daily costs of our business and most importantly to the machinists on the shop floor. The machinists really saw a difference in what they were doing every single day with the new cutting tools. From this point, we took Guhring seriously and really put their tools through some rigorous testing. From the testing, we saw a threefold increase in our tool life when we ran at the same speeds and feeds as our old cutters. With help from Guhring, their Navigator system and their engineers, we honed our skillset and started to use this skill to push the cutters to within an inch of their lives.”

Commenting on the tooling performance after upskilling the engineers at Canterbury Tools, Josh adds: “We wanted to see exactly what we could get out of the Guhring tools. We were increasing our cutting depths and stepovers by 1 to 1.5 times as well as increasing our speeds and feeds while maintaining a much higher tool life than what we were previously getting.”
Discussing the switch to Guhring, Josh adds: “By switching to Guhring, we found a much higher material removal rate and this meant that jobs were on machines for less time. In the world of CNC machining, this is a massive. You always want the job to be ‘on and off’ the machine as quickly as possible. Additionally, not having to change the cutters as often has reduced the downtime incurred by tool changeovers. To remove, reset and replace tools is a process that can take anything from 5 to 15 minutes – the number of these tool changeovers has been drastically reduced. If you have a tool that you expect to change every hour, and then you change to a Guhring tool that gives you four hours of tool life, you have cut out three tool changes in just one job cycle. Additionally, you have slashed your tooling costs.”

Discussing the service provided by Guhring, Josh says: “Another main advantage with Guhring is their next-day delivery. The service is excellent and if we are really stuck, they can often help us with ‘same day’ delivery. Sometimes, we will have a customer with a breakdown. If it is an automotive press tool breakdown, it can be a very costly experience, so they will want items repaired or replaced immediately. We will pull late shifts, night shifts and work weekends to get everything done – but sometimes you may not necessarily have the tooling in stock to complete the job. So, being able to offer customers this rapid turnaround service and adhere to very short lead times is critical to our business – and it’s something we can only offer if we have the cutting tools and support available from Guhring for the job.”
Zeroing in on setup savings
Blending a passion for cycling with a career in manufacturing, Edward Mason founded Dward Design as a company that manufactures a range of titanium bicycle parts as well as undertaking general subcontract manufacturing. To speed up throughput, the Somerset company has invested in workholding technology from Lang UK.
Located in Bath, Edward Mason used his engineering experience to start a small and successful machine shop manufacturing components for bicycles. Alluding to how the two blend together, Edward says: “Cycling and engineering go hand in hand together, and most of the cyclists I have ever met have some form of engineering experience. At Dward Design, we predominantly make drivetrain components such as chainrings, jockey wheels and parts that hold components that other manufacturers will make – like seat post clamps, top clamps for headsets and a range of other parts.”

Looking at the improvements that the company has made as it has progressed, Edward adds: “We made all sorts of improvements to our business. This ranges from having the facility to buy larger machines to having a 4th axis on a machine. The ability to change setups really quickly has also been instrumental. The ability to go from one set-up to another without having to change work coordinates and re-probe and re-align setups has been a major benefit, and Lang UK has been extremely supportive in helping us with that kind of work.”
Referring to the Lang UK solutions adopted at Dward Design, Edward says: “We are predominantly using the Lang zero-point system, so I have two 96mm plates and I also use a 52mm spacing on my 4th axis. This means I do not have to realign the 4th axis at all, and if I take the 4th axis completely out of the machine and then put it back in – I know my offsets will still be exactly the same.”
Looking at what the small business owner does with the 4th axis unit when removed from the machine, Edward adds: “I can release the Lang pins quickly and then the 4th axis is free. As I don’t have an overhead crane to lift the heavy unit out of the machine, I have designed and made a laser-cut hoist that picks the Lang and 4th axis system up and then slides it to the top of the machining centre where it locates into studs on the top of the machine.”

Referring to the benefits of having the Lang quick point plates and zero-point clamping system, Edward adds: “It’s a night and day difference. I have gone from 30 to 60 minutes of setup times to literally being able to change part setups in 10 minutes. When you have a lot of changeovers this is a considerable saving. Not only have I been able to reduce setup times between jobs, but I have also been able to reduce the number of setups per job. This is because I have more than one orientation that I need to hit, and with the 4th axis and the tombstone, I can make a lot of parts with fewer operations for each part.”
Discussing the payback of Lang’s workholding systems, Edward concludes: “For me personally, I don’t think I would be able to make the business that I run, work properly without the investment in the Lang systems. The investment has been easily worth it as it has drastically reduced set-ups and changeovers, saving significant time for my business.”
Making money in your sleep
Recently rising to the eighth largest manufacturing economy in the world, the route to continued ascension for UK manufacturing isn’t purely down to the well-publicised need for a national manufacturing strategy or government investment – a large burden of responsibility has to lie firmly at the feet of manufacturers and their reticence to automate. The International Federation of Robotics (IFR) frequently shines a light on how far the UK is behind other developed nations. The most recent report shows that 71,000 robots were installed in Europe in 2022, the UK accounted for just over 2000 of those installations. As a world leader in automation, MTD Magazine spoke with Leigh Tricklebank, the Sales Director for Western Europe at FASTEMS to find out why automation is still a cultural challenge for UK manufacturers.
Ironically, our conversation with Leigh took place in Opmeer at RODIN Machining, a Dutch subcontract manufacturing business that has invested in a FASTEMS solution to manufacture anything from prototypes to low and medium production runs – with a high part and complexity mix. Not only were the MTD team astounded and excited by what we witnessed at RODIN, but we were also a little melancholy as to why we rarely see such levels of automation in the UK subcontract supply chain.

Having a conversation with Leigh, he tells MTD magazine: “In the UK, there are upward of 5000 subcontract manufacturers using prismatic four and five-axis machine tools and there is an interesting demographic within that. There are small lifestyle businesses through to serious manufacturers making significant investments. All of these businesses have a similar problem, they need to get orders, they need to process the orders, manage the resources and deliver and serve on time. The level of process quality will differ between businesses, but the overall audience of 5000 companies is huge. Some of these businesses will have a perception that FASTEMS is a pallet automation system that can be expensive and is typically the reserve for OEM manufacturers. It’s painful to hear this in the UK, as these companies really need to look closer at what we do.”
“For example, we have been delivering Auto Load Devices for more than 20 years – only now we are seeing the gradual uptake of this technology in the industry. For the obvious benefits of increasing uptime, safety and consistency while reducing manual intervention. Auto Load Devices are now becoming increasingly important as we cannot find a generation of people that are willing to pick a part up, put it in the machine and hit the green button. It’s not only a monotonous job, but it’s a job that people don’t want. So, as years have gone by this has become more pertinent.”
“Reshoring work from overseas is a very real opportunity, but volumes are still typically low and complexity has increased tenfold with the need for diversity and JIT manufacturing. Complex parts, processes and problems are all there – but the volumes are low. It’s difficult for UK manufacturers to hear, but we are not even close to the G20 figures for robots per 10,000 people. Our position is something like the 22nd largest adopter of robotics in Europe – not the world. It is embarrassing. Ultimately, we have to share the word that automation is no longer a future vision – it’s a reality, and companies like RODIN Machining are embracing that reality. The ‘no-go’s’ for companies like RODIN was that they did not want manual data entry and manual actions – they wanted autonomy and automation. Subcontractors in the UK should be looking at these points and realising that they should be striving for the same goals.”
“There is a myth that FASTEMS is a system only for large companies and OEMs – it really isn’t true. We have shown that at RODIN Machining. It’s a start-up company with four guys. If you look at the areas where businesses generally have problems such as labour and skill shortages, we are taking all of these decisions off the shop floor. Businesses generally have problems on the application side of things on the shop floor, less so on the processing side of things like CAD/CAM. It’s the button pressers on the shop floor that can kill productivity. The challenge for these 5000+ subcontract manufacturers is that they take an order in good faith and calculate the recipe for manufacturing. After winning the order, subcontractors have to transpose that learning from the sales phase into the engineering department – determining what fixtures, tools and machines to use. This is where the challenges arise – challenges that FASTEMS can streamline and simplify.”
Building Strong Strategic Pillars
Looking more directly at the UK subcontract industry and overcoming the challenges, Leigh continues: “Subcontract manufacturers in the UK have several issues. These will range from not having scalability, struggling to increase profitability, and the inevitable chaos created by people – and FASTEMS can fix all of these things. To put it in simplistic terms, we have four pillars of People, Processes, Investment, and Profitability. Some companies can have a fantastic business, but it may be labour-intensive, regardless of having CAD/CAM, an ERP system, tooling and material databases, high-end machine tools and even an FMS. But what these businesses won’t have is an overriding process that autonomously takes billets from order to invoice and finished part. In the mix of 5,000 subcontract manufacturers adopting 4 and 5-axis machining, there are a lot of lifestyle businesses where owners do not want to be working over weekends or unsociable hours – they want to make money while they sleep. FASTEMS can provide that lifestyle business for UK manufacturers.”
Joining the conversation, Mikko Tuomaala, the Marketing Director for FASTEMS comments upon the pillar of ‘People’, Mikko adds: “What automation removes from the human is the ‘triple D’ of manufacturing processes – Dirty, Dull and Dangerous. Nobody wants to do these jobs, particularly the younger generation. Additionally, if you think of a machine shop and the people that work there, if you don’t control the process and its intelligence, this will fall upon the staff and it will create a deviation in results. You want your highly skilled staff to intervene in the optimisation of processes and be more engaged in the business, leaving the mundane operations to the automation system. The understanding of the machining process doesn’t go away, it is just facilitated by the system and optimised by skilled engineers.”
Alluding to the pillar of ‘Processes’, Mikko says: “In UK manufacturing, there are particular islands of manufacturing, so at the beginning, there could be an ERP system or a CRM system – there is a wealth of data and machines that are often sat there doing nothing. To achieve faster throughput and improve costs, deliveries and quality – the process has to be fixed. What FASTEMS does with its MMS is it acts as the nucleus of the ecosystem bringing in the ERP, the MRP, encapsulating the machine tools, the materials and fixtures – it brings together the recipe to bake a great cake. FASTEMS gives customers the facility to control everything from the door where the material arrives to the finished part at the end, and we can visualise it with our situational awareness. We cannot fix bottlenecks, but we can give customers insights into why a bottleneck exists. We can identify what parameters are causing the chaos in a customer’s system – from this data, great engineers can fix the problems. Our software empowers engineers to identify problems and create solutions. Automation pushes manufacturers to realise what is obvious. The problem is often the process and not the machine tool.”
Discussing ‘Investment’ on a UK-wide basis, Leigh adds: “In the UK, we use terms like ‘manufacturing is culturally important’, but there has been little investment over the last 30 years. How do manufacturers get investment? They either go through the long-winded painful process of obtaining a grant and if that doesn’t work they get screwed by the bank on loans with personal guarantees against directors. The level of investment in the UK is embarrassing. We have more than 500 installs in Europe from around 200 customers and this is because our customers keep re-investing with us. We have RE Thompson at the RODIN event and they ordered a cell in 2007, a second system in 2008, and another in 2012. We have just won an order for a fourth cell that will keep their business running for the next 20 years. Our biggest customer in the UK is BAE Systems, the F16 should have been decommissioned around 10 years ago, but they have to keep the program running for the next 20 years on machines that are virtually obsolete – our FMS is managing that.”

Looking at the pillar of profitability, Leigh continues: “Companies like RODIN Machining look at profitability completely differently from manufacturers in the UK. UK manufacturers often value automation as a third of the cost of a machine tool. For example, a company may buy a machine tool for £500,000 and they will accept that it will run for 12 to 16 hours a day. Then they realise they need lights out machining for the remaining 8 hours – and this is where the valuation of one third comes from. So, they will be prepared to spend £150,000 on the automation of the machine tool. If a manufacturer buys two machines, they have an automation budget of £300,000 – we can automate two spindles for this, but it’s a poor equation. At RODIN, they started the company with four machine tools and spent 1.5 times that on automation – and look at what they’ve achieved. They don’t care about the capacity of the CAM system, the machines and the people – they care about the capacity of the process. They want to create a drumbeat of creating constant cash flow, autonomously with automation, 24/7 and 365. It’s a completely different way of looking at the same problem. When UK manufacturers look at the problem from a different perspective, they’ll find the resolution to the issues of People, Processes, Investment, and Profitability through FASTEMS.”
Targeting the ‘Pinch Points’
Looking at the pinch points for UK manufacturers, Leigh continues: “We are intrinsically linked to new machine tools – and we shouldn’t be. Ideally, I would like FASTEMS to be linked with manufacturers and their existing machine tools. If we are linked with the purchase of new machine tools, we are there like Oliver asking for scraps from the begging bowl. We want to have conversations with manufacturers regarding their business problems, not the component problems. Most manufacturers will have business issues such as being too expensive, not being able to produce parts quickly enough, stock rates and production downtime being too high, unskilled staff and a struggle to meet customer demand. These are the issues that I hear regularly.”
“We are not here to sell machines and robots, we are here to solve business problems. At FASTEMS, we look at how we can set your business up for the next 40 years – we cannot do that by looking at the X, Y, Z and the A, B and C. The punchline is that at FASTEMS, we don’t sell a product – we sell change. When businesses have a goal and a vision, that is where we can help. The attitude across Europe is that ‘if we make this investment, we trust that we will achieve things’. In the UK, the attitude is very much that if we have an order, we have to get it completed by next week – how do we do it and how can we make the part faster? The next step is to run around the machine tool companies and pick a vendor. However, this is often done with no process, no people and no best practice – it’s just compounding the existing problem.”

“Almost all subcontract manufacturers have chaos, we want to have the adult conversations that look beyond the existing project and what manufacturers want to do over the next 5 to 10 years. OEMs do not have this level of chaos, they have strategic thinking that opens the lines of communication with FASTEMS.”
Adding to this, Mikko says: “It is like playing a sport, as you progress through different levels, you see the game differently. Manufacturers need to stop being in reactive mode, sit down and think more strategically about the things that will solve their challenges.”
Subcontractor gets a grip with ITC
Like any fledgling company, the wind of change can blow quickly through a business, and this was certainly the case for Shropshire Precision Engineering (SPE) Ltd. Initially set up as a ‘part-time’ business, it wasn’t until Technical Director Robin Chisnall joined the Shrewsbury business in 2017 that the company set about upgrading its machine tool and cutting tool technology – with XYZ Machine Tools and Industrial Tooling Corporation (ITC) proving the partners of choice.
As an engineer who has been in the industry for almost 50 years, Robin sold his previous business for a life of happy retirement back in 2016, but when he got the call from fellow Director and Company Founder Chris Mills only a year later, the love for the industry was too great a pull. Investment in XYZ machines has improved productivity and throughput, but its the reliance upon cutting tools from ITC that has delivered production consistency, impeccable surface finishes, and reduced waste and costs whilst making a major contribution to productivity improvements.

When the ISO: 9001 certified business was founded in 2014, the workload was primarily centred around the automotive industry. Nowadays, 90% of the workload is focused on serving the rapidly growing and high-demand semi-conductor sector. The company provides a complete manufacturing, cleaning, assembly and packaging service as well as testing and production control. As Robin recalls: “When I joined the company, it was primarily using cutting tools from distribution companies. The issue was a several-day lead time for some standard tools with no guaranteed delivery date. We often had to take jobs off machines because we didn’t have the tools available. Another area of frustration was in the cutting tools themselves. A repeat order for an end mill would sometimes be a different brand, coating or geometry – this completely ruined our performance and efficiency. I had worked with ITC in the past and I knew that their service, support and delivery times were second to none. They are also a UK manufacturer that can manufacture special tools as well as standard products. I called the ITC representative and we set about standardising our tool library and consumption.”
A lot of components produced at SPE are small delicate stainless and inconel parts. To machine these, SPE implements ITCs 5021 Series of long length centre cutting 5-flute end mills with harmonic fluting and the 5041 Series of 5-flute extended reach end mills. As Robin adds: “Instead of changing between roughing and finishing tools, we trochoidal mill with the ITC 5-flute Cupro coated tools at high speeds and feeds with a low depth of cut. The surface finishes are incredible and the tool life is 50% better than any tools we have used before. We have recently started three new machinists and they are all struggling to comprehend the remarkable tool life we get from the ITC end mills and the reduction in tool changeovers.”

The tool life is a huge benefit to SPE, as are the improved surface finishes. “Before we started using ITC tools, surface finishes were inconsistent and we used to undertake significant hand polishing – this is no longer the case. This is saving our company a lot of labour hours every week.”
From a productivity perspective, the range of ITC trochoidal 5-flute end mills and also the 2152 Series of 2-flute ball nose end mills that are used from 1 to 8mm diameter for steel machining, have improved throughput significantly. As Robin adds: “All of our jobs are small volumes, so we can’t always track cycle times. However, when we first moved cutting tool suppliers, there were several jobs with 20 or 30-minute cycles that were reduced to less than 10 minutes with ITC tools.”
As well as using a complete array of ITC’s UK-manufactured cutting tools that range from end mills and drills through to taps and reamers, the Shropshire manufacturer has also invested in BIG KAISER tool holders from ITC.
Alluding to this, Robin adds: “When we moved to ITC, we could conduct trochoidal milling at much higher feeds and speeds. However, the increased cutting forces were pulling tools from our milling chucks. To retain and extend these productivity gains, we needed high-quality chucks. We spoke with the ITC engineer and we bought the BIG KAISER Hi-Power BBT milling chuck with dual face and taper contact. The slim-line design gave us the reach we needed and the clamping forces eliminated tool ‘pull-out’. Additionally, the BIG KAISER chucks improved our rigidity and stability, this allowed us to run our ITC tools at even higher speed and feed rates.”

Alluding to the quality of BIG KAISER toolholding systems, Robin continues: “We have a lot of tight tolerance work and one job requires a series of 6mm diameter reamed holes at a 70mm pitch. We would have to do test runs on parts like this to avoid scrap. This deviation was not down to the machine or process reliability – but the toolholders. To eradicate this issue, ITC suggested we try the BIG KAISER MEGA New Baby Chuck for drilling and reaming the holes. We trialled a reamer with the new MEGA New Baby Chuck and it was reaming to a concentricity and precision level within 3µm. The runout of the previous chucks would never have held such tight tolerances.”
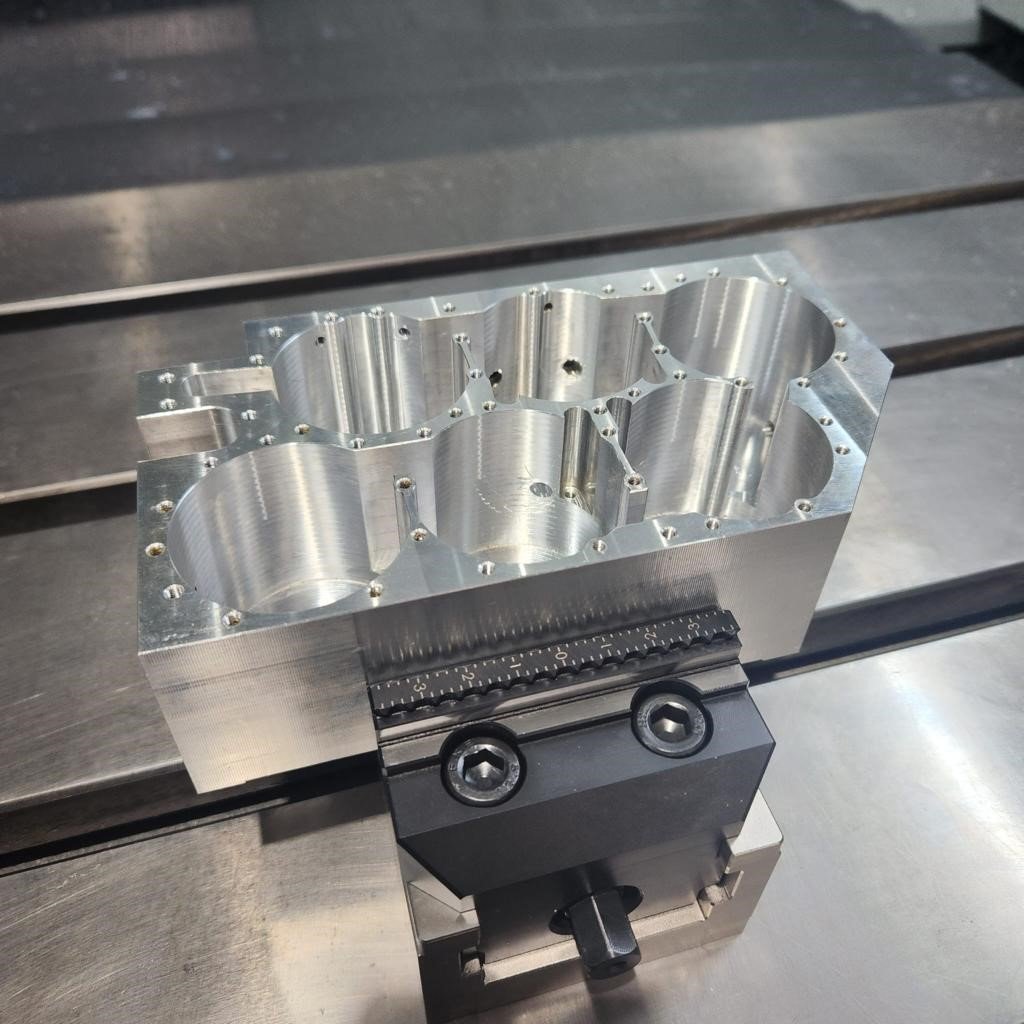
Concluding on the overall service from ITC, Robin says: “We have guaranteed next-day delivery on standard products, excellent technical support and an unfathomable diversity of special products. In fact, with every special tool, ITC will create a product code. This means that we can order the specific code and we will get repeat orders of our special tools that are all manufactured in the UK. This consistency is of critical importance to us. Some of our parts have a value that exceeds £12,000 – to scrap one of these parts because of tool ‘pull-out’, or the run-out on a precision feature is outside tolerance due to an inferior collet is not acceptable for our business. That is why we have chosen ITC as our cutting tool partner.”
Starrag HD reduces cycle times by 30%
Now available from Starrag Heckert, the STC1250 HD is the latest addition to the renowned STC Series that has been designed to provide unrivalled economy in the machining of the most demanding aerospace structural parts, multi-blades and casings. For those challenging components with long cycle times, the STC Series provides a whole host of practical options. The latest arrival, the STC1250 HD machining centre provides excellent static and dynamic properties as well as a tried and tested rotatable head, making it the new benchmark for heavy-duty titanium and Inconel machining.
Commenting on the latest addition to the portfolio, Lee Scott from Starrag says: “This is a 5-axis machine with a B-axis table that holds the component and an A-axis on the head, you can actually have an A and C-axis head as well. This new HD is predominantly for optimised roughing and high surface generation finishing of exotic materials.”
Discussing the differences between the new STC1250 HD and its predecessors, Lee adds: “What hasn’t changed from previous models is the head configuration. The head is very stiff and rigid and it has a compact design with a range of spindles, particularly geared spindles. We have an impressive drive system in the spindle, which is a gear-driven HSK100 unit and we also have a dampening brake, so we can lock the spindle and stop it from swivelling when undertaking very heavy rough machining. This also helps with dampening when machining in 5-axis mode. This provides very efficient heavy-duty machining capability that is perfect for aerospace structural components.”
Looking specifically at titanium machining, Lee continues: “In the UK alone, we have around 30 STC installations, it is a very successful range. What we have seen from customers is a desire to prove the roughing capability of the machine with no compromise on quality and accuracy. That is exactly what we have achieved with the STC1250 HD. This has been achieved by changing the linear rails to a hydrostatic system – do not get that confused with a box-way system. We have an advanced hydrostatic system, which is a box guideway with a continuous oil film between the two metallic parts that never drains away, so you have zero-friction with no ‘stick-slip’.”
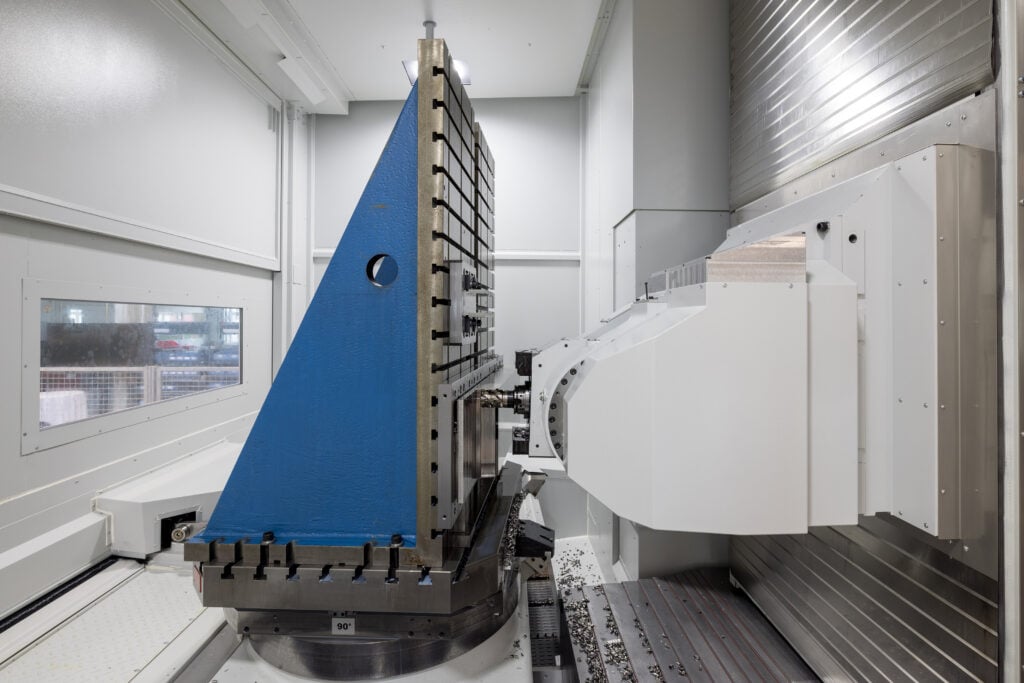
The STC1250 HD offers a 1.25m by 1.25m pallet with a large work envelope for accommodating workpiece loads up to 5,000kg on the pallet. This is complemented by an X, Y and Z-axis travel of 2.2 by 1.5 by 2.1m with a swing diameter of 2.2m. With such a large work envelope, the new features in the STC1250 HD can offer astounding benefits for manufacturers with large parts that may have considerable cycle times.
Discussing reports that the new features of the STC1250 HD can reduce cycle times in titanium by more than 30%, Lee adds: “At Starrag’s Aerospace and Turbine Competence Centre in Rorschach, we saw a 63mm deep cut with a porcupine cutter where buckets of swarf continually fall into the base of the machine. Traditionally, what would have been three or four passes with a tool can now be done with a single pass. The machine may draw more power in that single pass, but overall it has a significantly reduced cycle time when compared to the previous method of multiple passes.”
Highlighting how the hydrostatic system works, Lee adds: “There is a lot of oil in the system, but it is all contained in a recyclable system. On large guideways, there is a thin film of oil of 15 to 20µm. When a large structure moves around, it could theoretically displace the oil. To eliminate this, we have an innovative multi-pocket system that controls the functionality, pressure and volume of the oil to guarantee the accuracy of the entire machining system. Each axis is split into several pockets and by controlling each of the pockets, we can control the entire system within the machine. This is what ultimately enables this machine to take heavier cuts with better surface finishes whilst reducing the overall cycle time of components. Only launched in June 2023, after enjoying immediate sales for this product, Starrag has a lot of significant projects in the pipeline for the STC1250 HD and these will take some months to go through the process, but there is little doubt that the industry is already seeing the potential merits of the STC1250 HD.”
5-axis makes low-cost jobs financially viable
Many prismatic machining contracts are ideally fulfilled on a 5-axis machining centre that enables components to be produced cost effectively. This is because the two rotary axes are able to position the component quickly and automatically in various orientations for milling and drilling without expensive fixtures and multiple set-ups. A problem arises when the components do not command a high selling price, as most 5-axis machines are a considerable investment.
Subcontractor G&J (CNC) Services in Paddock Wood has apparently found a solution – the Leadwell V-30iT 3+2-axis BT40 machining centre from WH-Lead, Towcester. The entry-level price of less than six figures belies the 5-axis machine’s extensive capabilities. The hourly rate that the subcontractor charges based on the investment allows less complex prismatic components to be produced efficiently at prices that compare favourably with those quoted by competitors in low-wage countries.
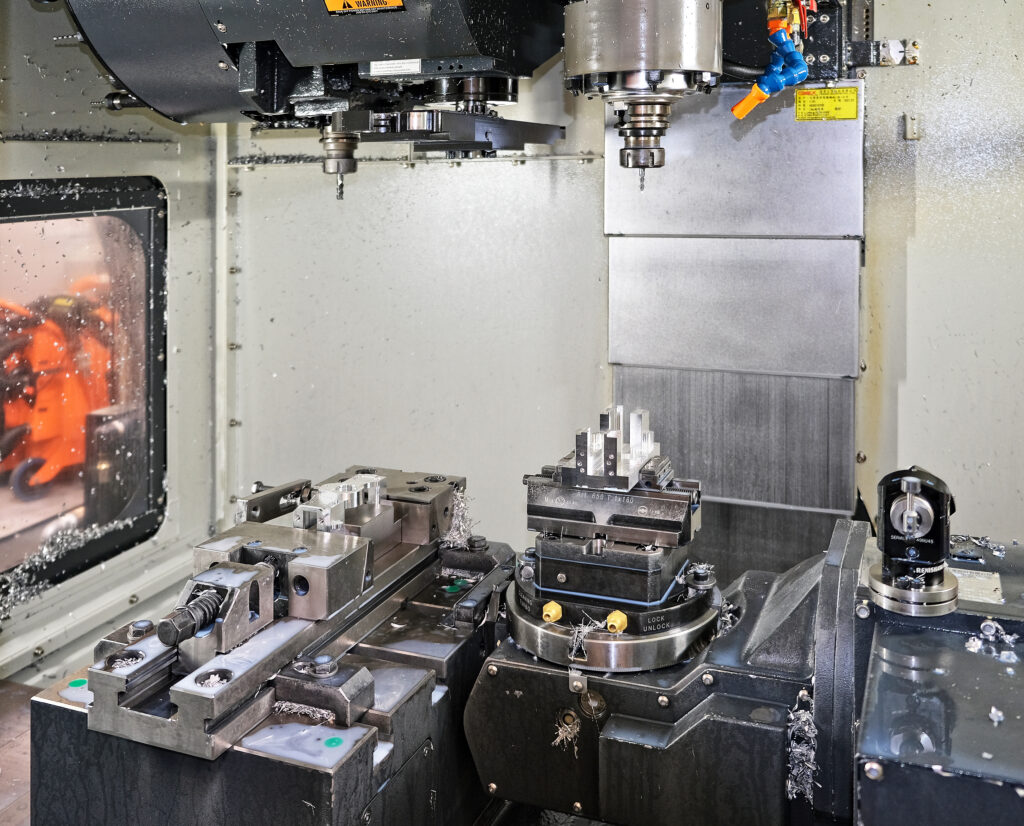
The V-30iT has a novel configuration that consists of a 205mm diameter rotary table mounted on a swivelling trunnion driven from one side. It is supported on the other side by a similar unit built into the side of a 450 by 300mm fixed table. It is unusual on a machine that is already inexpensive to find such a major addition. The fixed table can be used to complete a 3-axis operation on a part weighing up to 50kg before it is transferred to the rotary table. By that time, the part must weigh no more than 35kg if it is to undergo machining at up to 45 degrees tilt, or 25kg if the trunnion position is steeper.
The owner of G&J (CNC) Services, Charlie Naismith, is in a good position to comment on the merits of the Taiwanese-built machine compared with more expensive, fully interpolating 5-axis machining centres of German and Japanese origin used at his other four engineering sites in the south-east. The group of companies, CTN Group, boasts around 100 CNC machine tools of which 10 are 5-axis models.
Mr Naismith said: “Depending on the value of the parts being machined, which is normally down to their complexity and the material used, you have to make sure the figures add up. Much of our throughput is fairly simple 3+2-axis work in mild steel and aluminium that customers will not pay a premium for, so the Leadwell machine is perfect.”
“We use it in 3-axis mode for much of the time, but the 5-axis functionality is there for when we need it, saving costs associated with workholding, handling and work-in-progress. At the same time, it helps with accuracy by being able to access parts with shorter tools and by cutting down on manual refixturing.”

He also appreciates the ergonomics of the V-30iT, pointing out that the rotary table when flat is at the same level as the fixed table, so there are no clearance issues. The machine is also well specified, with 800mm of X-axis travel, 460 and 387mm travels in Y and Z, roller bearing guideways, a 12,000rpm spindle, a 24-position tool magazine with 1.8 seconds cutter exchange and 48m/min rapids in X and Y, 36m/min in Z.
Control is provided by a Fanuc 0i-MF Plus CNC system, although Siemens, Fagor and Heidenhain are optional, as are specification of 4+1 or full 5-axis interpolation. Another benefit of 3+2 CNC apart from the lower cost, according to Mr Naismith, is that engineers in the Paddock Wood factory can step up to 5-axis machining and build a portfolio of new work around the enhanced capability, while taking advantage of the extra 3-axis capacity for regular work.
The first Leadwell machine, which was also G&J (CNC) Services’ first 5-axis machine, was installed in 2021. Its purchase was prompted by the need to produce a particular agricultural industry component that would not have been feasible to put onto a 3-axis machine.
A second, identical machining centre followed a year later to provide extra capacity and equipment redundancy. Both machines were available ex-stock from WH-Lead’s Towcester showroom and delivered within a fortnight, together with Renishaw tool and workpiece probing, Filtermist extraction and a post processor for the OneCNC CAD/CAM system. WH-Lead’s customary high level of ongoing after-sales service and support is being provided.
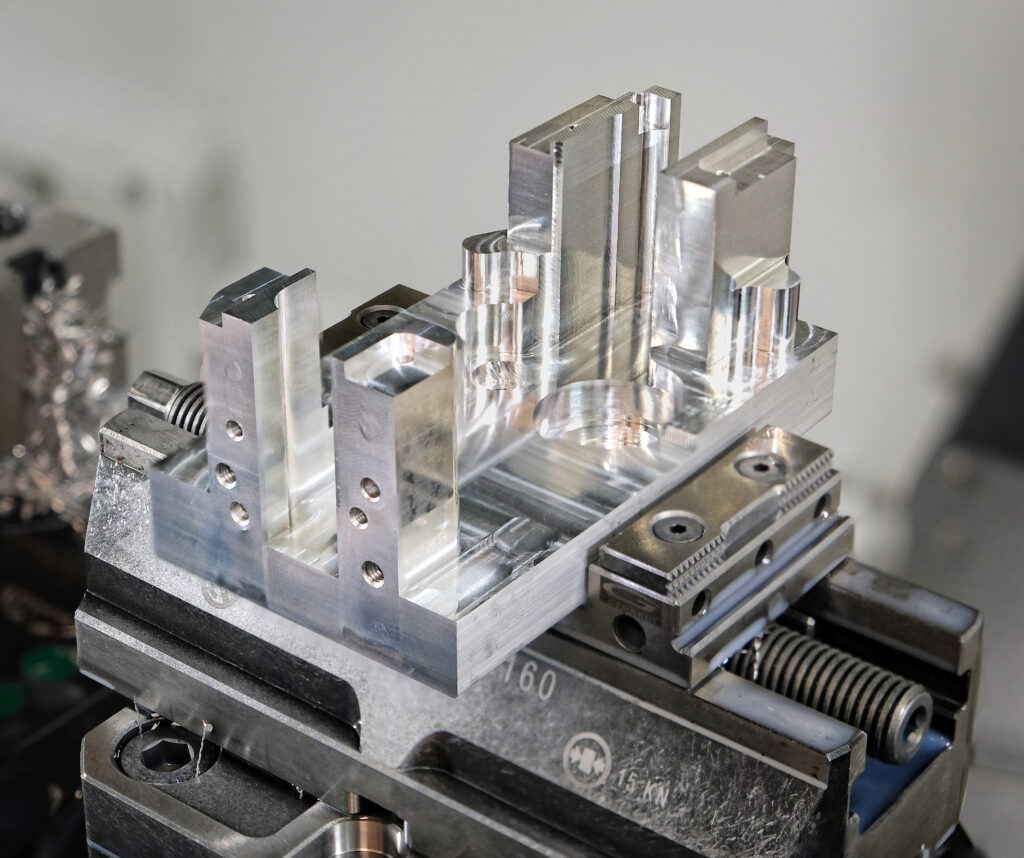
Generally speaking, parts that previously required four or five separate operations are now produced in two, sometimes without leaving the V-30iT if pre-machining is done on one of the tables. A typical component cited by Mr Naismith for a fluid transfer equipment manufacturer is produced in this way, resulting in a 30% shorter floor-to-floor time compared with when it was produced in four operations on different 3-axis machines.
A further advantage of the new process route is that operator walk-away intervals are longer, allowing more meaningful work to be performed elsewhere in the factory while machining is in progress. As a result, it is likely that more and more jobs at G&J (CNC) Services will be transferred to the 5-axis plant as time progresses.
Reaching for the stars
Superstar Components was started in 2006 with the single aim of cutting out the middleman and selling high-quality bike parts directly to customers at sensible prices. More than 15 years later, the company has grown from selling brake pads in a bedroom to a biker-run company with 3 warehouses, a large team and a wide range of products for both mountain and road bikes, building everything from gear rings and pedals to chain devices, brakes, bottle cages, seat posts, stems and more. Most of these parts are CNC machined in-house.

The company now adopts hyperMILL CAM software alongside two Matsuura MAM72 machines, a Brother Speedio and a FANUC Robodrill as just a part of the plant list. The company recently adopted workholding technology from Hainbuch. Discussing the reasoning behind this, Neil Wilkinson from Superstar Component says: “I have been making hubs for mountain bikes for years, but one day one of our customers came to us and they wanted a very complex monobloc hub produced for a wheelchair wheel. It has carbon fibre leaf springs that are epoxy-bonded and this gives it a rough surface on the inside. Looking at the part, you would think it is a turned part, but it really is a round billet that is milled. So, we invested in a Brother Speedio MX140X1 from Whitehouse Machine Tools for a milled solution. The machine is more focused as a mill than a turning centre, but it can do all the things a turning centre can.”
Alluding to the Hainbuch solution, Neil says: “We fitted the machine with a Hainbuch mandrel – previously we were using a three-jaw chuck. This setup wasn’t very rigid, it was occasionally firing the part out and the surface finish wasn’t great. The hydraulically actuated drawbar inside the machine accommodates fully automated loading and unloading of the parts, so we can install a robot in the future if we desire.”
Highlighting the benefits of installing the Hainbuch MANDO T212 on the Brother machine, Neil adds: “The benefits are that because the system is clamping internally with the mandrel and it pulls down as well, it is always accurate on length, it’s always flat, it’s always concentric and it’s so rigid you get much better surface finishes. The surface finishes are unbelievably better than with the three-jaw chuck.”

Looking at the part, Neil says: “Our customer was previously making 14 different parts and there were a lot of warranty problems and component failures. Actually, there was so much handling that the process also cost a lot of money – as each part had to be loaded and unloaded repeatedly. This created a lot of risk and assembly time, as the parts had to be anodised. This all adds up to a very expensive bill of materials. You would think that a complex monobloc design is an expensive way of producing the part, but it was a massive down-cost for the customer and it meant that all of the tolerances are held in one place, there is no assembly and there are fewer parts to anodise. This results in a cost that is a fraction of what it was, and all the tolerances are much better. From my point of view, I could also reduce the cost as the part has a long cycle time with a lot of operator ‘walk away’ time. You can literally load the parts, start the machine and it just runs. The beauty of the machine is that it has an automatic door and a hydraulic drawbar that allows you to just take the part out and pop it back in without any need for a spanner. When you press go, the door shuts, the mandrel clamps and pulls down on the part – and it runs. I’m already loading the next machine by the time this machine has started running, so my tac time is literally 10 seconds.”
Manufacturing and Engineering SMEs undecided about impact of artificial intelligence
Despite the significant rise in the profile of artificial intelligence (AI), the UK’s Manufacturing and Engineering SMEs are largely undecided about the impact it will have on their business, sector and jobs. The findings are taken from the latest independent research from Close Brothers Asset Finance and Leasing.
Seven in 10 of respondents are of the view that AI will have a bearing on their business, but are undecided about the scale, with 25% (UK average: 20%) thinking it will have a large impact compared to just 6% (UK average: 9%) who say it won’t have a measurable impact.

Q: How much of an impact, if any at all, do you think the increasing presence of artificial intelligence will have on your business?
Business owners are split about whether to incorporate AI into their business processes, with 47% (UK average: 41%) saying they will against 36% (UK average: 40%) who have no intention of doing so. The remaining 17% (UK average: 19%) haven’t yet made up their minds.
The key question about potential job losses brought about by AI also divided the crowd, with 42% (UK average: 42%) saying AI will lead to large-scale job losses in their sector; 43% (UK average: 43%) are of the opposite view while 15% (UK average: 15%) are unsure.
While many see AI as a potential threat, more of the UK’s Manufacturing and Engineering SME business owners see the technology as something that will present opportunities for growth and employment in their sector than those who do not.
The business areas (in order) most at risk from Artificial Intelligence according to respondents are:
1. Customer service
2. Administration
3. Marketing
4. Operations
5. Accounting
6. HR
7. Sales
8. Legal
Our view
Matt Roper, CEO of Close Brothers’ Commercial Business, said: “Artificial Intelligence already impacts us on a daily basis in hundreds of ways, from route mapping to using chatbots to answer questions, and it’s only likely to become more prominent in the coming years.”
“Our research is telling us a number of things. Firstly, there’s an understandable lack of consensus about AI’s current and potential impact, largely because it’s only gained traction in the public imagination fairly recently. There’s also no agreed definition of what AI actually is.
“Secondly, there’s a recognition that it could present opportunities for firms to use AI to their advantage, particularly in those sectors that are more reliant on digital innovation.
“And lastly, firms aren’t yet sure quite how to incorporate AI into their business processes.”
For more information, please visit closeassetfinance.co.uk/manufacturing
Collaborative R&D helps take the weight off civil aerospace
Engineers’ obsession with weight and strength is reaching new heights in the aerospace sector. A range of technologies are being developed for manufacture, many with research centre support, that are designed to cut weight and carbon in aviation. By Will Stirling
It was a good landing at the end of 2023. Commercial aircraft orders and deliveries are flying high, and up in 2022 by some eye-catching margins. It seems like aerospace production is back to pre-pandemic levels. According to aerospace group ADS, 2,430 total aircraft orders have been placed globally to 6th December, a 43% increase on the same period in 2022. Single aisle aircraft account for just over 80% of orders placed this year, demonstrating the rapid recovery in the domestic and short-haul travel industry post-pandemic.
Airbus had recorded 1,395 net orders (gross orders minus cancellations) by the 30th of November, beating its full year 2022 orders (1,041) by 350 aircraft with a month to go. Deliveries to date are 623, again set to beat FY 2022 deliveries of 663. Boeing booked 114 gross orders in November, taking orders to 1,207 by 13th of December. The US plane-maker has delivered 461 aircraft to date – orders and deliveries both up on 2022 numbers. Boeing’s official backlog goes from 5,239 last month to 5,324 as of November 30th and like Airbus, its single aisle aircraft – in particular the 737 family – are the most popular type. To show the comparison with Covid and pre-Covid demand, Airbus has not had such a strong order book since 2014 (1590 orders) while in 2020, it received just 373 orders, about one quarter of 2023. The two main primes are chasing a production rate of about 65 aircraft a quarter, in fact Airbus has stated it wants ‘rate 75’ by 2026.
In November the government announced an Advanced Manufacturing Plan with £4.5bn of funding for sectors including automotive and aerospace, for five years starting in 2025 – a bit sneaky to project the cash forward, given that a new government will have to honour this future spending pledge. £975m is earmarked to support the development of energy-efficient and zero-carbon aircraft technology.
Primes and tier ones are straining to develop low carbon technologies in aviation such as lighter but equally strong parts, sustainable aviation fuel, hydrogen, lighter wing skins, 3D printed structural parts. These endeavours are backed by the Aerospace Technology Institute, a government agency that has granted funded £1.9bn to aerospace companies, near-match-funded by industry, which has a new drive to cut carbon in aerospace called Destination Zero – see below.
Here are some exciting low carbon programmes and components in 2023.

First transatlantic SAF flight
On 28th of November, the first flight by a large passenger aircraft powered only by sustainable aviation fuel (SAF) completed a flight from London Heathrow to New York’s JFK airport. Hailed a success, observers remarked the shortage of SAF supply is a barrier to adoption and more lightweighting and propulsion technology will be needed to hit emissions targets.
50% lighter landing gear
Think of the incredible forces that go into landing gear when aircraft land – the huge mass of the plane, hitting hard into the ground at speed. Now remove half the weight in the landing gear. That’s what TISICS Metal Composites of Farnborough have done – in one key component of the gear, to begin with. It uses metal composites, a blend of titanium or aluminium with a ceramic matrix, to remove up to 50% of the weight but retain the component’s full strength. This year, TISICS won an Aerospace Technology Institute (ATI) award for the product.
Part of a project backed by £2.5m in R&D funding from UK Research and Innovation (UKRI) and Innovate UK, in collaboration with Safran Landing Systems, with its UK base in Gloucester, Light Land is the world’s largest metal composite component for commercial aircraft. Currently, aircraft are made of 50% metal components, but replacing these metal components with TISICS’s lightweight and high-strength metal composites, aircraft can become lighter and more fuel-efficient.

A TISICS composite part weighing the same as a packet of crisps (36g), will be able to carry an astounding 5,000kg. The metal composites technology, applied to landing gear, claims to reduce carbon emissions by 9m tonnes annually, and save airlines £650,000 in fuel costs per aircraft per year. TISICS says that by replacing more traditional metal components with metal composites, the aerospace industry can slash carbon while creating 240 UK jobs by 2028.
Wing of Tomorrow’s 17m wing skin
Since 2018, a team of engineers at the National Composites Centre (NCC) in Bristol have quietly toiled away on a new composites deposition process: a fully automated, wing skin lay-up using novel high-rate deposition technologies. By the end of 2022, they had achieved a world-first, full scale 17 metre integrated wing skin infused in a single step. This is part of Airbus’s Wing of Tomorrow programme.
Composite materials enable wing components to be fully weight-optimised and produced with heavily reduced or eliminated sub-assembly and post-manufacturing costs. They also enable faster production cycles. The NCC was tasked with developing technologies and processes to produce three, full-scale, wing cover demonstrators.

The new deposition technology was designed to specification and supplied by UK automation integrator Loop Technology with collaboration from Güdel and Coriolis. It comprises two bridges, weighing 45 tonnes and 24 tonnes, 7m high by 13m wide, running along a 26m track. These bridges position automated end-effectors to enable cutting and deposition of dry fibre materials to high levels of quality and speed.
The automated process begins at a 20-metre table positioned inside the cell where an ultrasonic cutter profiles the carbon fabric to shape. An algorithm then selects the correct end-effector to pick the material up and then lay it onto the tool. Once lay-up of all the plies, processing and integration is complete, the component can then be infused with resin and cured.
For Wing Cover 3, the complete ply stack of dry fibre piece parts – approximately 170 individual dry fibre pieces – was deposited using the NCC’s Ultra High-Rate Composite Deposition, with no manual intervention. The real wings that will use this process will be incorporated in the next generation of single aisle aircraft, the timing of which is unknown.
Recyclable fibre tape for more sustainable composite manufacturing
The Multipurpose Fibre Reinforced Thermoplastic Tape (FRTT) Development Cell at the University of Sheffield Advanced Manufacturing Research Centre is being funded by a £1.7m grant from the Engineering and Physical Sciences Research Council. Such a material has huge potential. While aircraft are using more composite materials to reduce weight, their recyclability has remained frustratingly low. Sustainable thermoplastic composites are exciting due to their ability to be recycled, re-moulded and reused time and time again – once perfected.

“With regards to recycling, thermoplastics can be ‘remelted and remoulded’, making it far easier to recycle these materials over thermosets. You usually keep the fibre in the polymer, as it provides the strength,” said the FRTT cell project lead at the AMRC.
ATI’s Destination Zero
The ATI launched its Destination Zero programme in 2021 to achieve net zero carbon emissions for commercial aircraft by 2050, supporting the industry in sustainable design, manufacture, assembly and operations of future aircraft. Its three pillars are to focus on developing 1. Overt zero emission flights, using new propulsion like hydrogen, 2. ultra-efficient aviation, using existing engines that are more efficient, such as Rolls-Royce’s UltraFan engine platform, and 3. enabling technologies, capturing lightweight components etc.

Recently the ATI launched two new programmes, a hydrogen capability network and – of special interest to MTD readers – a new SME Programme to assist smaller companies – see below.
Elsewhere, Airbus has developed and recently manufactured a cryogenic superconducting electric propulsion system purposely built to aerospace specifications, that should transfer more current and therefore power in an electric powertrain. And Rolls-Royce recently completed a successful run of its UltraFan technology demonstrator at maximum power at its facility in Derby, using 100% SAF fuel.
GROB delivers automotive solution
With a forward-looking concept consisting of a GROB G350 Access, a flexible GROB GRC-R20 robot cell with integrated GRESSEL R-C2 clamping system and control software from PROCAM, thyssenkrupp Automotive Body Solutions can undertake flexible automated production.
Located near the Luxembourg border, thyssenkrupp Automotive Body Solutions has been supplying the auto industry with its standardised and flexible solutions as an integrated body builder for decades. The company, first worked with GROB in 2008.
At the end of 2008, thyssenkrupp Automotive Body Solutions invested in its first automation system with an integrated 5-axis machining centre. The robotic system was equipped with combined pallet and workpiece handling, as well as the possibility to integrate a second machine. Ten years later, this was expanded with a second 5-axis machine. “Here GROB was the only company willing to help us. Especially since there were already problems with the automation at that time,” remembers Production Manager of thyssenkrupp Automotive Body Solutions, Thomas Hahn.
The solution was found with a GROB G550. After extensive tests, with additional integration of a new control system from PROCAM, it was integrated into the existing plant. The challenge for GROB’s tender designers was even more intensive and extensive for the second, extremely demanding task from thyssenkrupp. For its small parts series production, the company planned another 5-axis machine and automation for a wide variety of workpieces that can be flexibly produced in two setups. Despite the difficult conditions caused by Covid, GROB managed to successfully cooperate and closely coordinate with regard to an optimal solution. As with the first automation system, PROCAM’s control software technology was used for this system as well. For this order, too, the primary objective was to find an overall concept based on the customer’s requirements. “In this application, we not only had to meet the requirement of a flexible partial spectrum, but also as a general contractor we had to find a clever system of how to coordinate our G350 Access, the GRESSEL R-C2 clamping system and the control software from PROCAM with the customer’s requirements,” GROB Technical Proposal Ralph Birkle explains.
The GRESSEL robot gripper was used for six-sided machining of the part, as it can be used simultaneously as a gripper and a clamping system. This means that there is no need for pallets or many grippers. In sum, this system is not only highly flexible, but can also handle many different workpieces with just a few grippers.
“At this point we favored the use of a pallet changer, so that loading and unloading of the GRESSEL clamping equipment is possible, and machine waiting times can be reduced to a minimum,” explains GROB area sales manager Jürgen Rieger. Another advantage is that directly after the first operation, the robot takes the clamp out of the pallet and moves to a reclamping station where another gripper is already located. This unhooks the gripper at the top, moves down and transfers the part, rotated by 180 degrees to the changeover gripper.“

Developing an overall concept for such an automation system is one thing. Getting it up and running can only be done as a team, with an intensive exchange at eye level among each other and with a lot of know-how and experience. This successfully producing automation system is the result of intensive cooperation between GROB, GRESSEL, PROCAM and thyssenkrupp Automotive Body Solutions.
Thomas Hahn, the Production Manager at thyssenkrupp says: “It was fascinating that the GROB calculations for the specified workpieces and their cycle times were correct so quickly. A clever solution, as we were able to become much more efficient than expected thanks to the pallet changer and the robot gripper as a vice.”
Adding to this, Ruben Erbel, Application Engineer at thyssenkrupp adds: “I have been working on this machine since last year, from the setup to first acceptance. I am very satisfied with the G350 Access. We started with five to eleven parts in a small series. Now we are already at 20 to 25 components, which proves that everything works well.“
Prima Innovations are shear class
In the November issue of MTD magazine, we reported on our visit to the Prima Power factory in Seinäjoki in Western Finland. We toured the manufacturing facility and were absorbed by the efficiency of the plant. In this issue, we take a closer look at the ‘Tech Centre’ – the showpiece for the developments coming out of the Scandinavian facility of Prima Power. By Rhys Williams
In 2022, the MTDCNC crew were lucky enough to get an invite to the Prima Power headquarters in Turin. Like the architecture of northern Italy, that facility was incredibly impressive with multi-axis lasers, additive manufacturing and automation. It was truly like nothing we had seen before – that was until we landed in Prima Power’s Seinäjoki plant in Finland.

In our November issue, we noted how the state-of-the-art 20,000m2 Seinäjoki factory was the daily commute for 250 staff while another 150 employees would primarily work remotely from other parts of Finland or serving customers around the globe. The largest department in the Seinäjoki company is production, employing 40% of the total staff (including the installation group and customer training). The second largest department is R&D, pushing the boundaries of product development. The tech centre is the epicentre of that innovation.
As the centrepiece of the state-of-the-art Seinäjoki facility, the 7000m2 centre demonstrates a complete armoury of solutions. During our visit, this included the Laser Genius+1530 with the PSR (Picking and Stacking Robot) and the new EBe 2720 servo-electric driven panel bender that demonstrates the company’s latest API technology. The EBe 2720 panel bender in the facility forms part of a complete PSBB (Punch, Shear, Buffer and Bend) automation solution in the Tech Centre. At one end, this colossus automation system that stretches some 40m, has the Combi Genius CG1530 laser and punching machine that is fed by the Night Train Genius automation system that has more than 60 storage cassettes – each able to hold 3 tons of sheet steel.
Completely configurable to the demands of the end user, the impressive Night Train has the CG1530 at one end and at the other, a PSBB line including a Shear Brilliance 1530. Sheets fed to the Shear Brilliance 1530 are then transferred to a buffering station where sheets and parts can be removed, added or flipped over for transfer to the final station, the EBe 2720 panel bender. During our visit, the exceptional level of flexibility and automation was demonstrated with a complete kit of parts being manufactured for an office furniture assembly.
Taking a walk around the Tech Centre with Prima Power UK General Manager, Mr Barry Rooney, he showed us the new EBe2720 (Express Bender) servo electric panel bender. The standalone EBe2720 is one of several models that vary to support different sheet dimensions. Capable of loading automatically from the loading table with precut blanks or being connected to a PSBB (Punch, Shear, Buffer and Bend) for complete automation, the EBe2720 has evolved to deliver low running costs, low maintenance requirements and most importantly in today’s current climate, very low energy consumption.

With the machine having a seamlessly endless number of options to maximise flexibility, the EBe2720 offers a complete array of tooling designs to accommodate complex profiles. Here, the additional tools and bending blades for small and/or special bends allow small parts to be bent and corrected from a sheet with particularly narrow channels. It is here that the Advanced Profile Inspection (API) technology, a relatively new advancement from Prima Power stands above the innovation of its rivals.
Describing the API technology, that is available on a number of the Prima bending machines, Barry Rooney says: “The API system is not completely new, but it is well proven. The API system has a light source and a camera, it uses the light source to see the shadow of the part very accurately. It determines from that what the measurement actually is and then corrects the part. It is like a visual recognition where the machine can identify a measurement and apply a correction. When the system applies the correction, it then watches for spring back and other deviations, so it may do two or three corrections before it gets the right angle. Once it has that angle, it knows what the cumulative correction factor is – and it uses a correction factor again for the next bend. So, it may take two or three strikes at the first bend and the intelligent system will then apply the correct K Factor (ratio between material thickness and the neutral fibre axis) to subsequent bends. When it comes to the second bend, the system intelligently knows the K Factor, but still measures the bend. The time it moves on to subsequent bends, the machine intelligently knows exactly what factors to apply. Once this is in place, an operator can set the machine to check every fifth or tenth part, for example, to ensure it is adhering to quality-control factors. Our system is unique, other solutions may use a process that checks the measurements, but these rival systems don’t learn from the material and processes. We have a patent on this technology, which can measure and correct the part in real-time.”
Alluding to the UK customer uptake for machines with these new features, Barry says: “We have a lot of customers that want the API technology for its automated quality assurance whereas the DNP is a game changer for companies producing small, narrow profiles such as frameworks and edgings alongside other, larger parts. Other features that have been added to the machine are typically generational updates such as the control system and process optimisation.”
Shear Brilliance
Upstream from the EBe2720, is a buffering in balancing station. Here, parts can be removed, added or flipped over before processing on the EBe2720. This balancing station is necessary for the technical centre, as upstream from the EBe2720 is the Shear Brilliance SB1530 – a punching and shearing machine that can churn through the work with a strike rate of 1300 holes per minute.
Launched at the Euroblech exhibition last year, the Shear Brilliance machine in the tech centre has 30 turret stations, 30-tonne punching force and a staggering 210m/min axis speed. As Barry adds: “Both the Shear Brilliance and Shear Genius are machines that are so quick, they are typically embedded with our automation solutions. You have to have automation for the high number of parts that can be produced in such a short time – otherwise, customers would be continually loading and unloading material, so the machines are designed and optimised for an automated environment.”
“As our high-performance machine, the Shear Brilliance can punch 1300hpm at a 1mm pitch and has a 30 station turret. This exceeds the 16 and 20 stations on the Shear Genius machines. On 16-station turrets, a large index tool and/or multi-tool can be allocated to each position whereas on the 20-station turret, only every other position can accept an indexable multitool. However, on the 30-station turret on the Shear Brilliance, we do things differently. We have a larger number of stations and every other position will be up to size D indexable multitool and the smaller positions accommodate single tools, however, as with the 20 stations on the other machines, we can put multi-tools in the small positions.”
“We can hit the correct tool as the intelligent RAM will work with the multitool to select the correct punch inside it. The intelligent RAM and an indexing multi-tool will work together to optimise positioning and maximise productivity. A fixed non-indexable station can also accommodate a multitool – you may not be able to turn the tool, but you can turn the RAM and this will select whichever tool it needs. The overriding aim is to create optimal flexibility for all scenarios, thereby eliminating tool changeovers except for sharpening. On many of our competitor’s machines, they don’t have this flexibility so they need to frequently change tools. Some machines rely on tool changing, or tool changers to create the capacity – on our machines, the tooling is in the turret at all times and ready for use. This means we can sit with customers and work out what their production requirements will be and set up the turret around the customer.”

The Brilliance and the downstream EBe2720 are both fed by the Night Train automation system. Discussing this, Barry adds: “On the system in our Tech Centre, the Night Train works with our TULUS user interface software and the NC Express CAM software. TULUS is the user interface and office software that comes in many guises, so customers can select production and process monitoring, it can be interfaced to an ERP system via the TULUS office that offers different levels of connectivity. TULUS can work with an ERP system to do all the scheduling and the programming, so when it comes to production – everything has been done and the CAM software has prepared all of the parts and the nests.”
“The Night Train and connected machines interface into that system and it will then know what parts it will produce on specific dates and times. The system can even be set to schedules where it can run filler parts in between production runs to maximise utilisation and minimise scrap. You can literally automate the system to connect to the customers’ ERP and the CAM software and TULUS can take care of everything from scheduling and nesting to material management, process tracking and production reporting. Furthermore, the Night Train is a storage system – so it can drastically improve factory layout and inventory management. We have one customer that has bought the Shear Genius and he has opted for a tower system, as this will take all of his material off the floor and optimise his floorspace.”
Set parallel to, and working in conjunction with the Night Train was the Combi Genius 1530. Utilising the same technology as the punching machines in the Prima Power portfolio, the CG1530 incorporates indexable forming, tapping and marking to increase process possibilities. The fully servo-electric machine is equipped with a 3 or 4kW fibre laser head and this enables the CG1530 to utilise the laser to replace conventional slitting tools to increase material yield using common edge lines, or allow more complex geometries to be cut. “The Combi Genius is an extremely popular machine due to its flexibility and capability, which is emphasised in the configuration of the tooling turret.

Standing alongside the Combi Genius 1530 in Seinäjoki was a 2D Laser Genius LG+1530. We reported on this high-performance 2D fibre laser machine during our visit to Prima Power Turin last year. However, the Laser Genius LG+1530 in Seinäjoki was connected to the latest Picking & Stacking Robot (PSR). As Barry continues: “The PSR isn’t anything new for our company, but the PSR connected to the Laser Genius+ has been newly developed for that machine. Essentially, the materials are sorted and passed through the tower and then out to a station where parts are picked and stacked from laser-cut sheet. What we are doing is taking the cut sheets away from the system. This works outside the laser, so the laser can continue cutting whilst the PSR sorts the components, takes the skeleton sheet back to the tower, and then gets ready for the next sheet. If there is any issue that prevents a part from being lifted from the skeleton, the intelligence of the system sees this as it detects the sheet being lifted with the part. If the part does not separate from the skeleton, the PSR will shake the skeleton to separate the part. After a preset number of attempts, if the part is not separated from the skeleton, the PSR will move on to the next part – but the machine will know that the part has not been cut correctly and it notifies the operator that the part is still in the skeleton.”
The Future
Looking to the future, Barry says: “The current trend in the global marketplace is a scarcity of manpower, skilled manpower is even more scarce. Furthermore, energy and raw material costs are increasing and the quality of the material supply isn’t necessarily what it used to be. We are incrementally removing the need for highly skilled staff to alleviate our customers of this very real concern. Our full range of integrated solutions optimise processes, automates production, enhance efficiency, and support growth through modular and scalable solutions. Our technology is continually being developed to be more environmentally efficient whilst delivering productivity and cost benefits – we have been at the forefront in delivering technology to support these market requirements for more than a generation, and as you can see, this pace of evolution is only accelerating.”
Getting a gripple on laser
The purchase of a Nukon 2D fibre laser machine from Nukon Laser UK has brought vertical integration, product development and sustainable manufacturing benefits to Gripple, a manufacturer of wire joining, tensioning and suspension systems. The installation of a Nukon 2D flat sheet metal fibre laser machine at its recently opened Norfolk Bridge manufacturing site in Sheffield has reaped considerable benefits for Gripple.
With increasing global sales for its Fast Trak® bracket systems for mechanical and electrical service suspension, a desire to equip its Ideas & Innovation team with greater opportunities for new product development, and a drive to reduce its carbon footprint through greater vertical integration, Gripple took delivery of a new Nukon 2D fibre laser machine in 2022.
Supplied by Nukon Laser UK, the sister company of Unison Ltd, the Nukon Eco 315 4kW fibre laser offers power and performance. It is equipped with solid-state American-made nLIGHT fibre lasers as standard. After considering several fibre laser machine manufacturers, Gripple shortlisted Nukon and another leading brand. With product quality and capability provided by Nukon machines, it was the commitment of Nukon Laser UK’s Sales Director, Steve Haddrell, to fully understand Gripple’s laser-cutting requirements, that secured the sale.
At Gripple’s Norfolk Bridge site, production surrounds the manufacture of the company’s Fast Trak® bracket systems, as well as solutions for the rail industry and utility solar applications. For this type of work, Gripple typically uses CNC-controlled punch machines. However, with an ‘Ideas & Innovation’ team continually looking to provide new solutions to the challenges faced by customers, and a company-wide drive to bring even more production in-house through a vertically integrated supply chain, it wasn’t long before the new Nukon fibre laser began making its mark.
“Following installation, our Nukon fibre laser machine quickly gained a key role in the cost-effective manufacture of our OSHPD OPA-2123-10 seismic bracing and blast protection systems – brackets developed for some of the most demanding environments in the world,” comments Claire Tunnard, production manager at Gripple’s 21,000sq/ft site.
“The machine is also being used to produce components for our lightweight, easily transported solar cable hangers. The ease of programming, speed, accuracy and flexibility are also providing our Ideas & Innovation team with exciting opportunities for new product development. The Nukon fibre laser is being used to produce components for the manufacture of machine tools that will be based at other Gripple sites.”

Significant savings from cutting with air
From the outset, Gripple’s manufacturing team was impressed with the Nukon laser’s build quality, performance and precise cut. “Nukon Laser UK has shared a wealth of advice and technical knowledge with us, including specific production processes and the most cost-effective gas to use depending on the material being cut. For example, our solar cable hangers are cut exclusively using compressed air – an essentially free medium,” says Claire Tunnard. By cutting with compressed air, rather than costly nitrogen, which looks set to remain at historically high prices, Gripple is also benefiting from significant savings that help it remain competitive.
Nukon Laser UK’s Steve Haddrell adds: “For us, it is all about supporting the customer, whether it’s advising on the best fibre laser machine, achieving a particular finish, or using a particular gas – and all with the highest levels of aftersales service as standard. We work closely with Gripple and will continue to do so.”
The Nukon Eco 315 4kW 2D fibre laser machine purchased by Gripple was specially developed for organisations wishing to add value to in-house manufactured products and for subcontractors either starting in 2D laser cutting or with demanding flat sheet metal cutting requirements. Nukon Eco machines offer high-spec features including advanced Lantek Expert CAD/CAM nesting software and American-made nLIGHT fibre lasers, with CutLine Adaptive Beam Shaping.
Offshore subcontractor takes off with Vulcan
Located in Moray, North-East Scotland, an area famous for its Scotch Whisky, Standfast Precision Engineering Ltd provides subcontract manufacturing services that are far more edifying than a tipple. The manufacturer continually invests in machine tools to serve its clients in the offshore and whisky distillery sectors. The latest investment is a Vulcan 710L VMC from the Engineering Technology Group (ETG).
Located in Craigellachie where the River Spey meets the River Fiddich, Standfast has continually invested in new technology to enable the production of high quality components. Primarily working with the oil and gas industry, Standfast has witnessed significant growth in recent years as the offshore industry has enjoyed a renaissance. With a facility that incorporates everything from manual and CNC turning, milling and EDM machining, the company is evolving its business assets to satisfy the demands of its clients.
The latest acquisition, a Vulcan 710L VMC with a 4th axis Lehmann rotary unit from ETG was purchased to provide additional capacity and increase the throughput of its smaller components. As Company Owner and Director Graham Wilson says: “We had a small bed 3-axis machine with a rotary unit, but the compact work area was limited even further by the 4th axis unit. This meant we could only process very small parts or we’d have to transfer components to our larger bed machines that are dedicated to larger jobs – disrupting our workflow and creating capacity issues. We spoke to Ross Milne at ETG’s Scottish distribution partner RAM Engineering & Tooling and he recommended the Vulcan 710L VMC.”

“We reviewed the market, looking for a machine with a Siemens CNC in a short lead time, as our workload was ramping up and the issue was causing a bottleneck. ETG provided the solution with the Vulcan, and it has been a tremendous asset since it was installed,” adds Graham.
With a limited floor area, the compact Vulcan slotted straight into the shop floor. The outgoing machine only had a worktable of 500mm, which was too small to fit both a 4th axis unit and a vice for 3-axis work. However, the spacious work area of the Vulcan provides a worktable of 760 by 420mm. Commenting upon this, CNC Machinist at Standfast, Mr Scott Coull says: “With the space in the Vulcan, we can fit the 4th axis unit and a tailstock to stabilise larger parts.”
Operating the machine daily, Scott adds: “We program parts at the machine and the new Siemens CNC has a large touchscreen interface that improves programming speed by at least 30%. We typically produce batches from 10 to 20 off, so we can program 10 to 20 jobs each week with each program taking from 15 minutes to a couple of hours, so this saving in programming time is significant.”
Looking at the build quality and performance of the machine, Scott adds: “The Vulcan is a more rigid and robust machine than its predecessor and this enables us to undertake heavier cutting conditions. Furthermore, the previous spindle had a maximum speed of 8000rpm and the Vulcan provides 10,000rpm, this significantly improves our productivity.”

The family business owned and run by Graham and his wife Michelle has also witnessed improved surface finishes, product quality and reduced downtime since the acquisition of the Vulcan. Scott adds: “Whilst the Vulcan has a tool setting probe that eradicates our previous method of using a dial gauge on every new tool that we put in the machine. This can save us a couple of hours of manual tool setting on the machine each week. In addition, the rapid tool changer is at least 50% faster than the previous machine.”
Concluding on the acquisition, Graham says: “We needed a machine with a particular specification for our requirements that was going to deliver reliability and performance. The Vulcan machine from ETG has more capacity, more torque, and a streamlined 4th-axis system and it provides the space for us to machine relatively large parts in either a 3-axis or 4th-axis setup.”
Dugard putts the hours in with golf club manufacturer
If you put an engineer with a love of golf together, you get Sink Golf – a company located in West Sussex that manufactures golf putters. This South Coast manufacturer has recently invested in a Dugard 760 machining centre from Dugard Machine Tools to machine its bespoke golf clubs.
Discussing how the Littlehampton business started, Company Founder Olly Longlands says: “Four years ago I was living out in New Zealand and got into CNC manufacturing. I loved it so much that when I returned home to the UK, I bought a 2008 Dugard machine at auction – and I didn’t even know how to turn it on. I called Dugard and they were absolutely unbelievable, with their help and learning from YouTube videos, I managed to get my business up and running.”

Upon his return to the UK, the entrepreneur worked in the family sheet metal business whilst spending his evenings and weekends getting his business off the ground. Now, the small business receives enquiries from online channels like Instagram, Facebook and even LinkedIn. From the enquiry phase, Olly liaises with customers on their bespoke requirements and then designs the putters using FUSION 360. When a final design is confirmed, Sink Golf will programme the putter in FUSION 360 and send the programme to the Dugard machines on the shop floor.
Discussing the arrival of the latest Dugard 760 machining centre, Olly adds: “I decided in January to run the business full-time and it has just gone from strength to strength. I got so busy that I couldn’t keep up with orders with just the one machine, so I went out and bought a new machine – and it wasn’t going to be anybody else other than Dugard.”
“We are machining two types of material, 303 stainless steel and mild steel. Now I have two machines, I can do the first operation on the new machine and then do the facing on the older machine. I enquired about the machine and from there it all happened so fast. Mark from Dugard was brilliant, and he told me that Dugard had a machine coming in. From order to delivery and installation, the process was so fast and easy, it was just brilliant,” says Olly.

The benefits of the new Dugard 760 3-axis machine installation are evident. As each club is bespoke to the individual golf enthusiast, production times differ from club to club. “Some clubs will have four hours of machining time and another we just produced was a Damascus club (a process where multiple metals are joined in layers under extreme heat) that took more than 32 hours. So, the processing time varies. However, the rigidity of the new machine enables us to run our tools faster and harder whilst improving our surface finishes and tool life. This makes us 40% more productive and secondary hand finishing times are reduced.”
The new Dugard 760 has a 20-tool ATC and when combined with the 16 tools in the older machine, this reduces set-ups, tool changeovers and downtime. As an example, the rough machining time on the previous machine would be 1 hour 15 minutes and the new Dugard 760 has reduced this to less than 40 minutes, a 40% saving. Furthermore, tool changeovers on the ageing machine are 11.2 seconds and the new machine can change tools in just 2.4 seconds.

Commenting upon the benefits of the new machine compared to its predecessor, Olly concludes: “The new machine has a swarf conveyor that saves a lot of time and I can keep the machine running for longer throughout the day without downtime for cleaning and removing swarf. With regards to machine running hours, this can depend on how finely detailed the build of the golf club is. Sometimes the machine can run for up to 8 hours a day and other days it may be just 3 to 4 hours. I recently did a job to create an accessory for golfers to use on the green. To produce this, the machine was running constantly day and night for four days – the machine ran superbly with no problems. If I ever did have any problems, I know that Dugard be there to help as the service from them is brilliant.”
Views of the small manufacturing and engineering business owner
Close Brothers Asset Finance surveys around 1,000 small and medium-sized business owners three times a year across our key sectors, asking them a variety of questions. In this article, we take a close look at the views of those firms in the Manufacturing and Engineering sector. Where appropriate, the UK average will be included to provide high-level context.
FINANCE
- On average, 80% (UK: 73%) of Manufacturing and Engineering SMEs plan to seek funding for business investment in the next 12 months.
- 47% (UK: 43%) of Manufacturing and Engineering SMEs are confident the economy will grow in the coming 12 months, against 45% (UK: 46%) who expect a further slowdown of economic activity. The rest anticipate no change.
- 35% (UK: 36%) of Manufacturing and Engineering firms expect to grow in the coming year; 54% (UK: 54%) will tread water while 9% (UK: 9%) will contract.
- The top five concerns for Manufacturing and Engineering businesses are:
- Energy costs
- Inflation
- Interest rates
- Material supply
- Cash flow
- Manufacturing and Engineering firms’ main business priorities at the moment are:
- Achieving growth: 36%
- Developing products/services: 17%
- Business consolidation: 15%
- Survival: 11%
- Investing in staff: 11%
- Paying down debts: 8%
- Late payments are an issue for 56% (UK: 51%) of M&E firms
INFLATION
- 53% (UK: 48%) of M&E SMEs think inflation has peaked; 35% say ‘no’ with the rest unsure
- The four biggest impacts of inflation are:
- Raising prices and passing them on to customers
- Increased wages to support employees
- A negative impact on cash flow
- Some businesses have chosen to absorb cost increases rather than pass them on to customers.
- 42% (UK: 40%) of M&E SMEs think the Bank of England’s aim to get inflation below 5% by the end of the year is realistic; 45% don’t agree, and the rest are unsure
- 48% (UK: 46%) of M&E firms have experienced lower demand for their products & services because of higher inflation against 36% (UK: 32%) who have seen an uplift; the rest have felt no impact
COST OF BORROWING
- 54% (UK: 53%) have seen an increase in their cost of borrowing; 37% (UK: 38%) haven’t, and the rest are unsure.
- 45% (UK: 36%) of SMEs have switched funders because of increased interest rates.
- 57% (UK: 51%) have considered alternative forms of finance because of increased interest rates.
- 42% (UK: 39%) think interest rate rises have peaked while 42% (UK: 45%) do not.
- 62% (UK: 59%) have had to increase their prices to cover the increased cost of borrowing.
INSOLVENCIES
- 63% (UK: 55%) of M&E SMEs are concerned about rising company insolvencies in their supply chain
- The 5 most popular measures firms are taking to ensure their firm remains solvent are:
- Cutting costs
- Improving efficiency
- Seeking new funding
- Taking out insurance
- Considering refinancing their assets
- 45% (UK: 43%) of M&E firms have seen a rise in mergers & acquisitions in their sector over the past 12 months
For more industry insights, please visit closeassetfinance.co.uk/manufacturing