


08:24
The machining of hardened materials beyond 55HRc is becoming increasingly commonplace in the industry, so it stands to reason that manufacturers need the right cutting tools to handle these tough machining jobs. Ceratizit recently launched its new HardCut selection of indexable inserts to ensure that these demands can easily be met, so MTD magazine has taken a tutorial from Ceratizit on hard turning to educate our readers.
Hard turning, as an alternative to grinding, comes with many advantages. Whilst eliminating grinding sludge and the need to use cooling lubricant, Ceratizit’s HardCut inserts increase productivity by shortening set-up and machine production times. The increased process flexibility means that internal and external machining on the same machine is possible, whilst also increasing the ease at which complex geometries can be produced. So, let’s take a closer look at hard turning…
Extremely hard cutting materials above 55HRc enable manufacturers to machine hardened cast iron materials with geometrically defined cutting edges. At the top end of the cutting material hardness scale are polycrystalline diamonds (PCD) and cubic boron nitride (CBN), which is usually the first choice for hard machining.

Cutting material – hardness comparison
PCBN is one of the hardest materials in the world. In addition to many other exceptional properties, it is this hardness which makes the material ideal for machining hard, abrasive components. PCBN has greater chemical and thermal stability than diamond, which reacts with iron and has a maximum temperature limit of around 700°C. PCBN is resistant up to temperatures exceeding 1000°C. and is therefore ideal for the high machining temperatures generated when hard turning.
The materials being machined can have a hardness of up to 67HRc. Case-hardened steels are subject to soft pre-machining (unhardened) using carbide indexable inserts. After hardening (minimum hardness of steel 55HRc) areas showing hardening distortions and also the running surfaces must be reworked. When finish machining with PCBN, surface finishes up to Ra0.2 and close tolerances can be achieved, often eliminating the need for grinding. By eliminating the grinding process with hard turning, customers can reduce cycle times, reduce the number of operations required and even conduct several machining operations with a single tool.
The Principles of Hard Turning
The softening of the chip thanks to high cutting speeds is the basis of hard machining. Shear chips can be created on hardened steel as a result of the cutting energy introduced (high temperatures). Carbide indexable inserts have a higher flexural strength than PCBN and are therefore more suitable for soft machining. From a hardness of 50HRc, the temperatures generated during machining are so high that the wear of the carbide indexable insert is uneconomically high. The reason for this is the insufficiently elevated-temperature hardness of the carbide. In contrast, PCBN has a higher hardness than carbide and can still be used cost-effectively at high temperatures.
Segmented chip with chip thickness
If machining with a reduced width of cut of hm>0.02mm, the material (chip) is cut out and upwards, and the individual chip segments remain stuck to one another – forming the typical saw tip structure.
Continuous chip with small chip thickness
If machining with a reduced width of cut hm<0.02mm, a continuous chip is created and typical cracks are not created at this width of cut. The chip is evacuated across the tool cutting edge so that there is no swarf breakage and a continuous chip forms.
Application
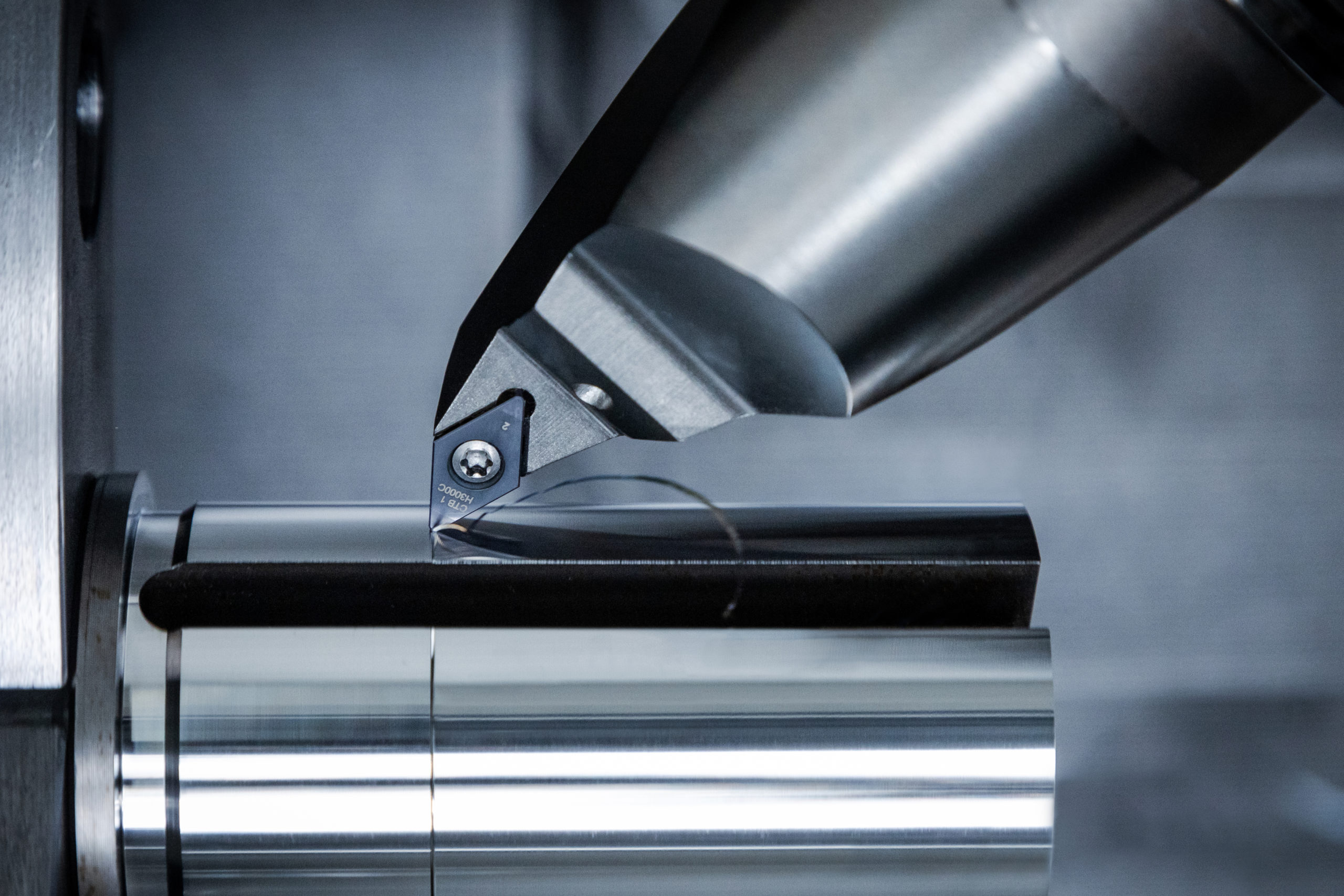
The basis for hard machining is the softening of the chip as a result of the high cutting speeds. Ideally, the chip is red hot. This can be recognised by the medium-grey tempering colour on the cooled-down back of the chip. Under optimal processing conditions, the resulting shear chip is brittle and can easily be crumbled between the fingers.
The foundation blocks
To undertake hard turning, conditions have to be optimally suited to the application. Starting with the foundation block – the machine, this should be a robust machine design that is ideally a machine for hard turning, as extensive stress can lead to unstable processes on unstable machines. A turning centre with backlash free guides with a spindle run-out of less than 0.7μm with axis repeatability of less than 0.8μm is preferable. The machine should be well maintained and it is preferable to select a machine with hydrostatic bearings. Ignoring these factors can cause the indexable insert to break uncontrollably, hindering the dimensional accuracy of the workpiece.
A steady rest and tailstock should be used if the required surface quality cannot be achieved. In fact, they are absolutely necessary for long or thin-walled workpieces. Concerning the tooling setup, operators should avoid unnecessary overhangs and clamp the tool as short as possible. Equally important is the workpiece clamping configuration. Operators should observe a length-to-diameter ratio of approximately 2:1 to minimise vibration.
Material effect on hard machining
When machining hardened steel (hard machining), the process involves self-induced hot machining. Here, a defined high temperature of 550°to 750°C is needed in the shear zone. This required temperature is obtained by converting the existing energy into heat. This energy is available in the form of cutting speed (vc), feed (f), depth of cut (a)p and the chamfer geometries F-M-R of the PCBN cutting edges. Cooling is usually not necessary. For self-induced hot machining with Ceratizit’s PCBN grades, the ideal hardness is in the shear zone at 40 to 45HRc.
Cutting edge preparation
The stability of a cutting edge increases as the chamfer angle and chamfer width increase, but at the same time the cutting force increases and subsequently the temperature in the process rises. A larger chamfer distributes the cutting force across a larger area of the cutting edge. This increases the stability of the cutting edge, thereby facilitating higher feeds. If process stability and constant tool life are the highest priority, then we recommend choosing a large chamfer. If the highest priority is to achieve a very good surface quality and optimum dimensional accuracy, then it is advisable to use a small chamfer for the manufacturing process. Vibration, cutting forces and temperature are hereby reduced. Hard turning in most cases is the finishing of the workpiece, the optimum cutting-edge preparation is a deciding factor in reliably producing high-quality components with a long service life.
Advantages of hard turning over grinding
In the past, grinding was a common method used to finish components made of hardened steel. Today, hard turning is considered an efficient and cost-effective alternative. Hard turning can increase productivity massively and offers significant environmental benefits.
The benefits:
There are a multitude of additional factors to consider when looking at hard turning. Additional points to consider include the monitoring of wear – and the type of wear on the cutting tool, what insert coatings should be considered, defining when to change an insert, calculating the surface quality and much more. If you need further details on hard-turning applications, please contact a Ceratizit representative.















