34:09
Brown and Holmes in Tamworth have a fantastic reputation for designing bespoke fixturing around the world, and recently they made a fixture that helps to produce jet engine turbine blades halfway around the world in Singapore. MTDCNC went along to find out more.
Asking Mick Waller from Brown and Holmes how the company has earned its remarkable reputation, Mick tells MTDCNC: “I think a lot of credit for our reputation has to do with making sure that we have customer satisfaction. That’s key to backing up our fixturing solutions and making sure that our customers are happy with those solutions. Brown and Holmes have over 75 years of experience designing and making bespoke workholding solutions. I’ve been with the company for 18 years managing the design team. The design team’s got a lot of experience with this sort of thing and there’s a lot of more mature designers, so in years of experience there is quite a lot of experience here.”
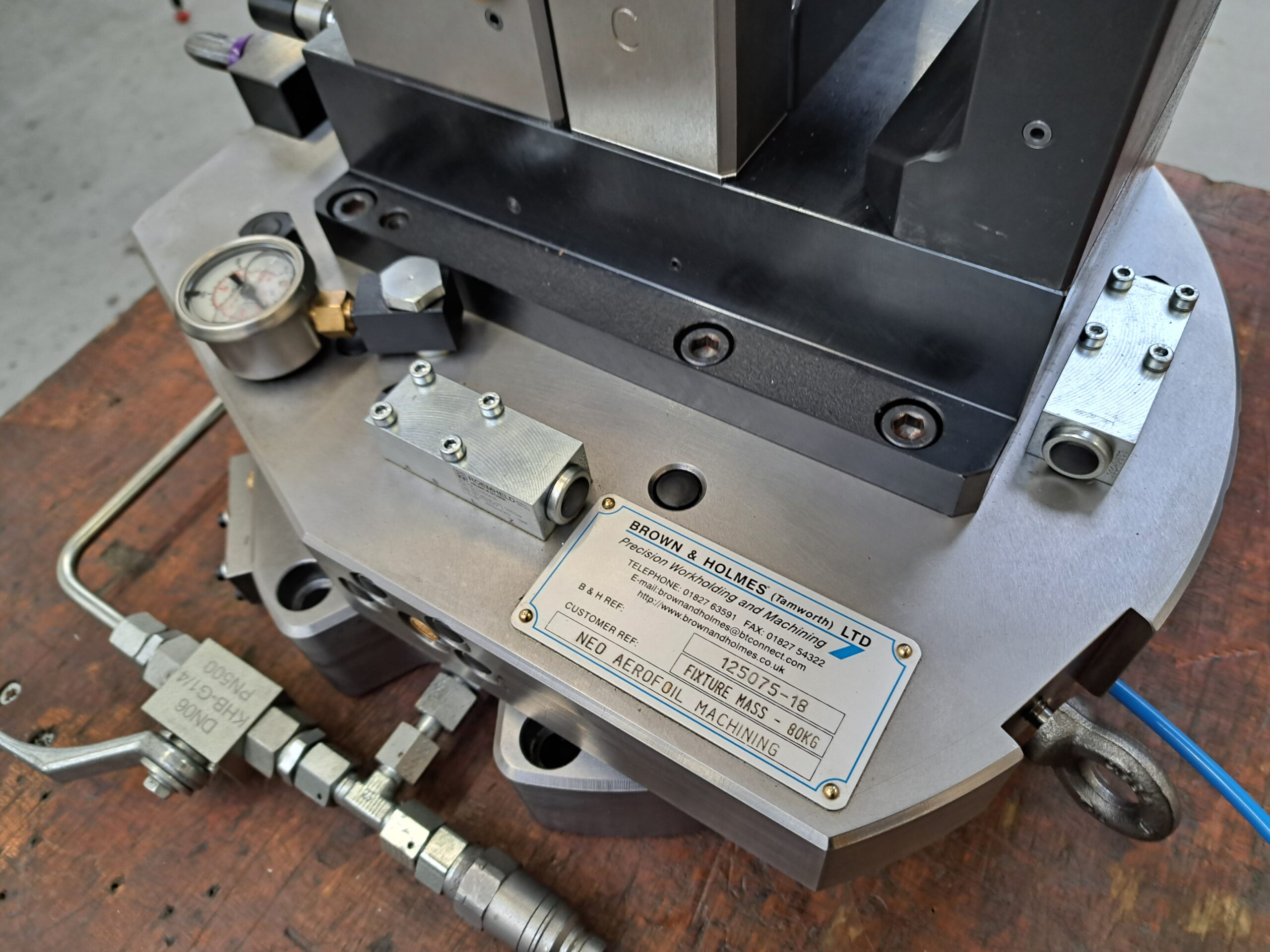
Discussing a fixture that has been in operation for some time, Mick continues: “This is part of a suite of fixtures that manufacture aircraft turbine blades and this is half of the 20 fixtures, the other half of it is for machining the tip which sits above the component when it’s in the machine and this is the root holding part of that fixture.”
With a lot of complexity around manufacturing turbine blades like achieving good surface finishes and meeting impeccable precision levels, Mick explained how Brown and Holmes worked with this customer to develop the process. As Mick says: “The customer had a pretty good idea of what they wanted to machine at the different operations and our challenge was to make sure the component was held in a repeatable and accurate manner. This meant that they could carry out complex machining. The geometry involved in these types of components is very complex and the key requirement was accuracy and repeatability. This particular operation is to machine all of the aerofoil. It machines both sides round and the lead-in and trailing edges of the aerofoil. The platform machining is also done on this fixture. As time developed, because this fixture has been in service for a long time, it also involves machining the tip of the blade as well in the same process.”
“The key thing is working with the machine tool and with the cutting tool engineers because you see some nice rads that flow all around this part and access is key to being able to produce this part in a single operation.”
Talking a little more about the fixture, Mick says: “The dovetail at the bottom of the root is key to the accuracy. The accuracy of that dovetail when you’ve got the tip of the blade far away from the base is critical. If it’s not right to within microns at the root end, then we’re going to be millimetres out at the top of the blade. When we’re holding the tip in the other half of the fixture, obviously that’s got to be totally in line with the base. Otherwise, when we’re machining the aerofoil, you’re going to get a variation in the thickness of the finished machine part. So yes, they’ve got to be perfectly right between the two halves of the fixture.”
Discussing the service life of the project, Mick recalls: “This particular operation has been in place for approximately 10 years and there are 19 of these fixtures. At the end users facility, these are running on a lot of machines and as time has developed, it became a three-op process that required three fixtures that we designed and manufactured and we’ve since as the process has developed as the ‘condition of supply’ of the components has developed, we’ve managed to eliminate one of those fixtures.”
“Initially, there were various cutting trials done with this in the UK, then out in Italy and then down to the end user in Singapore. So yes, it’s a well-travelled process and we support that process whether it be at a partner in Birmingham or a machine tool manufacturer in Italy or the end-use customer which is out in Singapore where this particular facility is for that company.”
Looking at the life-cycle of the component and the long-term support provided by Brown and Holmes, Mick says: “This is a great example of the way that we can support fixturing over a long period. A lot of our bespoke workholding is one-off and you see the fixture. If it works successfully, you never see the fixture again. However, with the production demands on this component, there’s been a long process over ten years of supporting the customer and developing things with the customer.”
In conclusion Mick says: “We try to be as diverse as we can, covering as many industries as possible. So this is an aerospace fixture that’s going out to Singapore and we have got medical customers in Ireland and there is a significant UK customer base. They all get the same level of support whether they are in the UK, Ireland or halfway around the world.”
Opt in today to our newsletter

Your partner for marketing, media, and events in manufacturing.