From standard to customized Robot cell loads deep-hole drilling machine
The LoadAssistants of HALTER CNC Automation are standardized and thus easy-to-install robot cells for the automatic loading and unloading of CNC lathes and milling machines. OTT-JAKOB, a specialist in clamping technology, has found that the LoadAssistant solution can also be designed in a very application-oriented manner, as demonstrated by its use on a deep-hole drilling machine.
OTT-JAKOB Spanntechnik GmbH, based in Lengenwang (Allgäu – Germany) is a world-leading developer and manufacturer of automatic tool-clamping technology with around 250 employees. Several thousand tool-clamping systems for hollow-shaft tapers and steep tapers have already been built with the modular total program of OTT-JAKOB. As a manufacturer of complete tool-clamping systems, OTT-JAKOB is also involved in the development and integration of intelligent monitoring systems. “In principle, we are represented by every well-known machine manufacturer,” says Florian Hartmann, series production team leader at OTT-JAKOB Spanntechnik.
Deep-hole drilling with very large workpiece variation
In the production of its clamping systems, OTT-JAKOB mainly processes high-alloy steel and, to a lesser extent, aluminium and non-ferrous metals in a production area of approximately 7,000 square metres. “About 80 percent of our two-axis lathes are equipped with bar loaders. And when we see opportunities and possibilities, we also automate other existing machines,” says Hartmann.
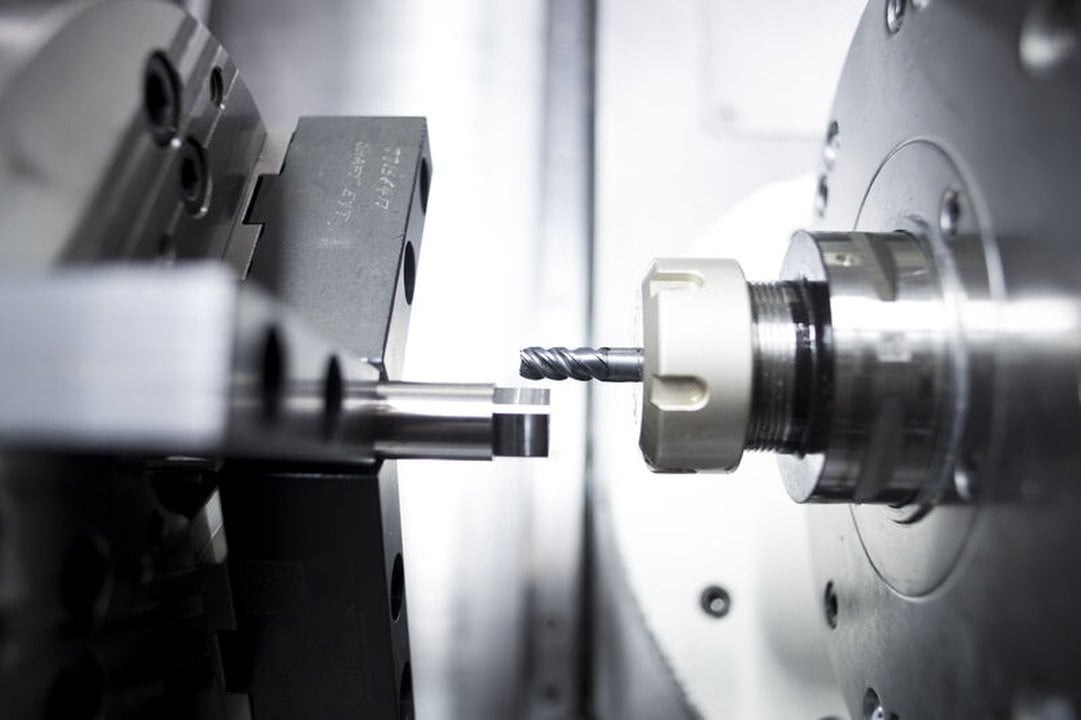
A good example of this is a TBT ML250 deep-hole drilling machine used in the production of tie rods and tie rod connections. “For this, four axes are drilled at the same time, so that you later guide the cooling media through the tool spindle,” explains Florian Hartmann. The dimensions of the workpieces processed on the machine are very different. “For the most part, the shafts have diameters from 20 mm to 50 mm and lengths between 75 mm and 550 mm. Within these ranges, almost any shaft size is possible,” emphasizes the team leader.
Permanent integration in the production process
Until now, the machine has been used for two-shift production, where one employee, who was also involved in other installations, manually supplied the TBT ML250 with raw parts and removed the finished parts. With machining times ranging from 3 to about 30 minutes, depending on the drill diameter and length of the workpiece, the employees were, in a sense, permanently involved in the production process. “This was one of the reasons to automate the deep-hole drilling machine. Although there were alternative offers from competitors on the market, the HALTER concept really convinced us.
Because we have been using standardized robot cells from HALTER CNC Automation for some time on two CNC lathes, namely a LoadAssistant Universal Compact 12 and a LoadAssistant Universal Premium 35, and have had positive experiences with them, we asked the company for a solution.”
This ultimately resulted in a project that has some special features in terms of the flexibility of the robot cell, a Halter LoadAssistant Universal Premium 35, when loading and unloading the deep-hole drilling machine.
Modified robot cell with modified kinematics
In contrast to the standard solutions from HALTER CNC Automation, the specially designed robot cell in this case loads the machine not with one, but with four raw parts. To do this, the robot must move the axes in both axial and radial directions. “That is why, among other things, the programming of all movement sequences and thus the entire robot kinematics has been adjusted and a gripping station has been installed in front of the machine,” says Florian Hartmann.
The robot arm itself also has a double gripper with workpiece-specific gripper fingers that are also adapted to the shaft diameters to be handled.
Suitable for longer shafts as well
As a material buffer, the robot cell has a standard grid plate for shafts with a diameter of 20 mm to 35 mm and lengths of 75 mm to 250 mm, which can hold a total of 176 workpieces. In addition, a special grid plate for shaft diameters from 35 mm to 50 mm with a capacity of 88 workpieces has been developed, as a result of which the LoadAssistant Universal Premium 35, unlike the standard version, can now transport parts with a length of up to 550 mm.
Higher process reliability through position control
The robot cell was first used in March 2023. “We were well aware that both HALTER CNC Automation and we were entering new territory with this solution, so that we had to make further optimizations during ongoing production,” says Florian Hartmann.
In a continuous cycle, the robot prepares the loading of the already running machine for machining a total of four axes by removing one blank from the workpiece buffer and placing it in the gripping station. Once the four-axis production is complete, the robot removes a finished part with one side of the double gripper. In doing so, it first checks the position of the part in the machine and, if necessary, measures the length of the shaft again via a sensor integrated into the cell in order to prevent a possible collision when the part is placed in the gripping station. Florian Hartmann explains: “Due to the dragging of individual parts when leaving the clamping position in the deep-hole drilling machine, it can sometimes happen that an axis is not in the position intended for the robot gripper after releasing the taper. That is why HALTER CNC Automation integrated the sensor into the robot cell.”
Production preparation running parallel to the processing time
After checking the position of the part, the robot places the finished part in the gripping station, grabs a new raw part and loads the machine to remove another finished part. This happens a total of four times. All motion sequences between the workpiece buffer and the gripping station after loading and unloading take place parallel to the machining time and therefore do not affect the productivity of the deep-hole drilling machine. Once the workpiece buffer is finished, it is automatically rotated so that new blanks are immediately available for production. Meanwhile, the finished parts can be removed from the back of the cell and the material buffer can be loaded with new raw parts.
Significant unburdening with increasing productivity
“The average cycle time for fully loading and unloading the machine is currently around 3.5 minutes. But we are working to reduce this time even further,” says Florian Hartmann. The robot cell already significantly reduces the workload of day shift workers, as they can pay attention to the LoadAssistant’s rear workpiece buffer to remove finished parts or insert new raw parts largely independently of the machine’s machining times.
“With the robot cell, we can have the deep-hole drilling machine produce automatically for about eight hours with corresponding batch sizes, which is a full shift. With a sufficient number of pieces, it can also happen that the machine also runs a third unmanned shift to fully process a current order”, says Florian Hartmann, describing the current potential of the automation solution.