
Working closely with companies like Rolls-Royce, Collins Aerospace, Safran, Bombardier, ITP Aero, Marshall and Incora, XCEL Aerospace is a subcontract manufacturer with an aerospace pedigree that few in the supply chain can match. Offering services from CNC machining, fabrication, assembly, additive manufacturing, kitting and even its own range of braided leads, the Essex manufacturer is an integral part of the supply chain for many aerospace OEMs.
To retain its position as a key supplier to the aerospace industry, the Romford Company invests heavily in the latest technology and innovation to ensure cost-effective manufacturing of high-quality precision components. As part of this drive to ensure cost-effective manufacturing, the ADS, BSI, WEAF and SiG members recently invited Birmingham based tooling manufacturer Guhring to review the machining process on an aerospace valve component. The problem for XCEL was the cost efficiency of its existing Woodruff type cutters that were being used to machine a cast aluminium component with a 9% silicon content.
Guhring Accepts the Challenge
The previous solid carbide Woodruff cutter consisted of three teeth on a 21.7mm diameter tool, which was both expensive with relatively poor tool life. Only capable of cutting 10 components before tool replacement, the abrasive high silicone content aluminium was creating productivity, cost and surface finish issues for the aerospace experts. With two batch types, the Essex manufacturer is machining over 100 parts per month of this long-term project – a figure high enough to cause concern over tool life and productivity.
Invited to investigate the situation by XCEL’s Engineering and Machine Shop Manager Mr Alan French, Guhring’s Regional Sales Manager, Mr Dewar McKinlay offered an innovative solution. Commenting upon the situation, Mr McKinlay says: “We explained to XCEL that Guhring has a new method of manufacturing PCD tools by printing them on a MarkForged Metal X 3D printing machine.”
A blueprint for success
Emphasising the benefits, Mr McKinlay continues: We made the point that the benefits were the rapid production time in manufacturing these tools. Additionally, this method gives us the design flexibility to produce any tool design we desire. Firstly, we printed a plastic tool to demonstrate the 3D-printing concept tool to the customer. We then made a 3-flute tool that was similar to the current tool but with brazed PCD tips. Despite the PCD tips lasting considerably longer on the abrasive high-silicone aluminium than the previous tool, we wanted to go further.
The design flexibility Guhring now has with its 3D printing facility supplied by Mark3D UK Ltd enabled the company’s engineers to internally develop an enhanced design within a matter of weeks. The new design increased the number of cutting edges from 3 to 5, allowing XCEL to increase the feed rate to significantly reduce production times whilst extending tool life.
Quantifying the benefits
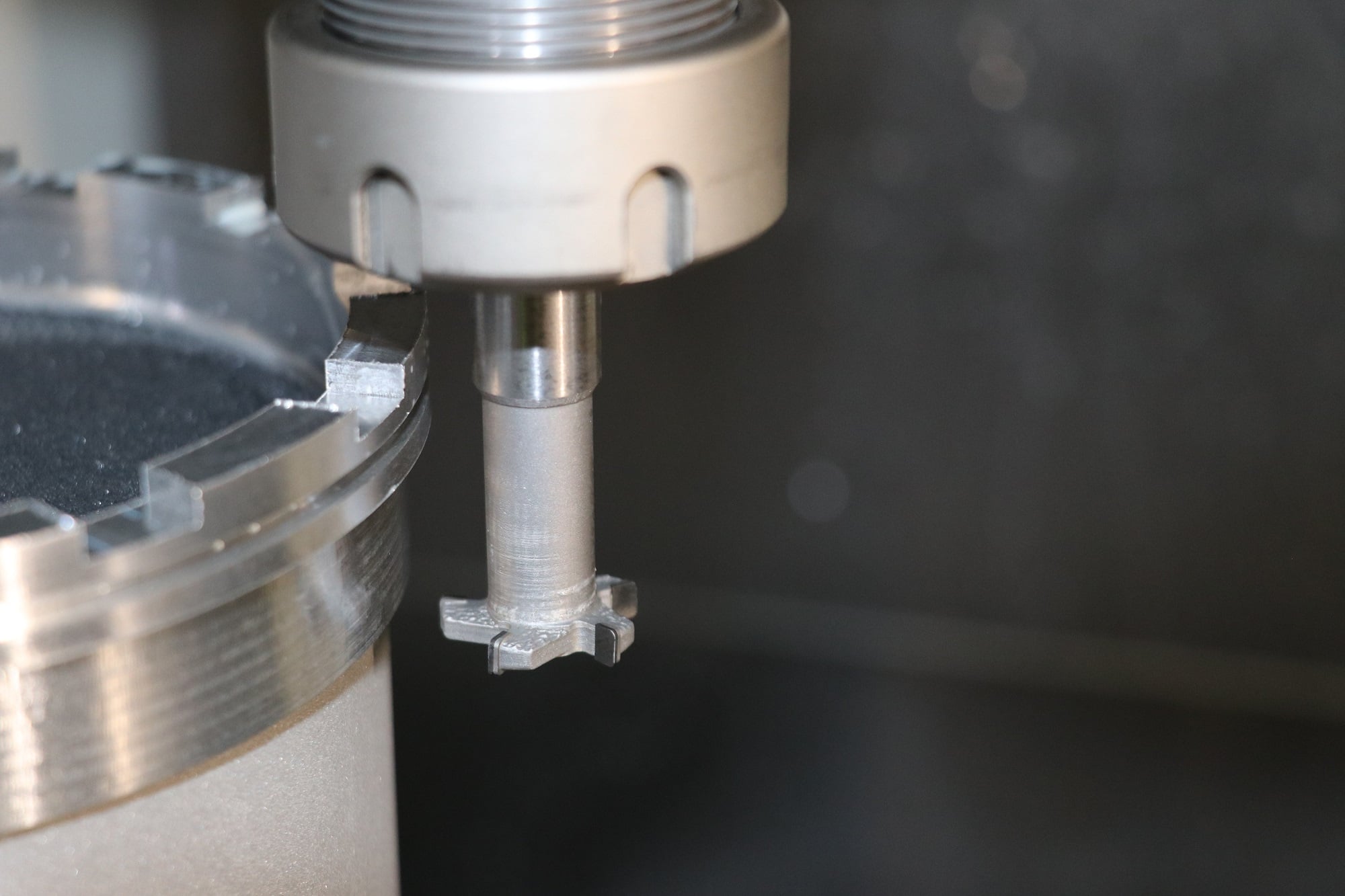
Manufactured from H13 tool steel, the tool body of the 3D printed Woodruff cutter has a 13mm diameter shank with a 70mm overall length and the identical 21.7mm diameter at the cutting edge. The difference is evident in the performance, cost and productivity improvements. “This aerospace part is a long-running project for XCEL and we have increased tool life beyond comprehension. The previous solid carbide tool was worn and required a changeover after 10 parts, we have machined more than 180 parts with our new 3D printed PCD Woodruff cutter and it is still performing well. This is giving the customer a significant tool cost saving whilst reducing the down-time and inconvenience of changeovers,” continues Mr KcKinlay.
From a design perspective, additive manufacturing is extending the realms of what is possible. As Mr McKinlay states: “Putting 5 cutting edges on a 21.7mm diameter Woodruff tool with a solid carbide body would create significant manufacturing challenges. The main benefits of printed tools are we can produce multiple designs very quickly, in this instance evolving from a 3-flute to a 5-flute tool in a matter of weeks. The cost-saving comes from the reduced production time to make the printed tools compared to solid body tools, something we can pass on to the customer. Another benefit with the printed tool is it can be re-tipped. This reduces the cost of the tool further, as the body can be re-used some times whereas the solid carbide tool is disposed of.”